电极组装件及其制备方法
文献发布时间:2023-06-19 10:18:07
本发明涉及一种电极组装件,该电极组装件尤其适合用作金属/空气电池和蓄电池中的空气阴极以及含有碱性电解质的燃料电池中的空气阴极。
在其最通用的形式中,金属/空气电化学电池的操作基于在阴极处发生的大气氧的还原和金属阳极的氧化。电池中存在的含水电解质是高碱性溶液,例如高浓度的氢氧化钾溶液。图1示意性示出了金属/空气电池的典型配置,其中示出了空气阴极、可消耗的金属阳极和电解质。
常用的空气阴极由以下构成:(i)用作集流器的导电筛网、扩展的箔或金属泡沫,(ii)在集流器内提供的活性电极颗粒(包括促进氧的还原的催化剂)以及(iii)在所述筛网或箔的一个面上支撑的疏水性多孔膜(聚四氟乙烯,缩写为PTFE,
浸入电解质中的阳极由诸如铝、锌、镁、铁及其合金的金属制成。当使用铝阳极时,则电池是原电池(primary cell)。换言之,在消耗铝阳极时,通过用新阳极替换耗费的铝阳极来完成电池的再充电。铝空气电池的放电反应如下:
4Al+3O
收集在阳极侧沉淀的固体氢氧化铝,并将其从电池取回。
铝空气蓄电池由多个如上所描述的单独电池构成,多个单独电池布置成堆叠的关系以形成由例如多个杆的常规机械构件保持在一起的长方体结构,该多个杆沿蓄电池的每个纵向相对侧延伸且结合支撑构件,该支撑构件在蓄电池的其他侧中定位的例如形式为隔板。蓄电池配备有用于将阴极暴露于氧气气氛的循环和排气构件。这样的蓄电池可以用作电子载具的功率源。蓄电池中的每个单独电池均具有限定电解质腔的框。框通常由化学惰性——即能够承受强碱性环境——的材料一体地模制。热塑性材料,诸如聚丙烯、聚乙烯、FEP、PTFE、Noryl和Santoprene通常用于生产这些框。电解质腔的一侧含有铝板,且相对侧由空气阴极密封。下面参考图5给出这样的电池的框的描述。
本发明存在于空气阴极的结构及其与电池的框的附接。如上所述,空气阴极通常由空气前序PTFE膜、在PTFE膜的一个面上施加的催化活性层以及嵌入催化活性层中的集流器(例如金属筛网)构成。PTFE膜、活性层和金属栅格在几何形状和尺寸上对应。例如,US 3,553,024描述了形式为糊剂的催化活性材料的制备,该糊剂由铂黑和在PTFE膜的一个面之上分散的粘合剂(胶状PTFE)构成。然后,将一块与PTFE膜尺寸相同的铂纱布放在PTFE膜的涂覆的表面之上,并将其按压到该膜中。将得到的结构干燥并烧结。换言之,共同延伸设计通常用于空气阴极,即,PTFE膜和在其上沉积的催化活性层具有相同的尺寸。US 4,925,744中也发现了类似的共同延伸设计。空气阴极可以具有阴极金属框,该阴极金属框继而被固定到限定电解质腔框的电池的框。
在共同转让的WO 2014/057483中,我们报告了共同延伸设计倾向于电解质泄漏。换言之,由于膜的高度疏水性特质,含水的电介质不能流过PTFE膜并渗流穿过PTFE膜。但是,仍然会发生电解质渗流,因为电解质在PTFE膜的内表面之上向下流动且穿过膜与在其边缘上施加的机械垫片(例如,通常不会很好地粘附到该膜的O圈)之间的界面而泄漏。电解质的泄漏和电解质的损失会对空气阴极以及利用阴极的金属/空气电池的性能产生负面影响。
如WO 2014/057483中所示,通过用不同的设计替换共同延伸设计,可以使电解质的泄漏的问题最小化并且在长的测试周期中实现空气/铝电池中的空气阴极的稳定性能。换言之,在WO 2014/057483中描述的空气阴极组装件中,催化活性层的平面尺寸小于PTFE膜和按压到其上的集流器的平面尺寸,使得催化活性层不能到达PTFE膜和集流器的边缘。
图2图示了WO 2014/057483中公开的设计。含催化剂的活性层和集流器筛网分别由编号26和21指示。PTFE膜由编号31表示;箭头指示了PTFE被放置在集流器21和含催化剂的活性层26的下方。编号22是结合(例如通过焊接)到集流器21的一侧以增加电流收集的金属件;电流通过接触片24被取回。由于一方面含催化剂的活性层26与另一方面的集流器21和PTFE膜31之间的平面尺寸不同,所以PTFE膜存在无催化剂的边限区域27。也就是说,按压在PTFE膜上的筛网没有由催化剂覆盖。在WO 2014/057483中展示的是,借助于适当稀释的环氧制能够阻挡PTFE膜在无催化剂的边限区域27中的孔隙,该环氧制剂能够流入到PTFE膜的孔中。在干燥和移除挥发性溶剂时,创建了涂覆PTFE膜的边限区域的窄的含密封剂的边界层。当将电极组装件粘贴到铝/空气蓄电池中放置的电化学电池的框时,密封剂到PTFE膜中的渗透——其使得膜的孔隙被部分填充——能够为电解质渗流形成良好的机械屏障。WO2014/057483中提及的其他密封剂包括硅树脂、聚氨酯、丙烯酸酯、橡胶或类橡胶材料。
我们现在提出一种替代方法来利用在WO 2014/057483中公开的空气阴极组装件中的PTFE膜的无催化剂的外围区域。该方法基于使熔融的热塑性塑料在施加的压力下流入无催化剂区域(即,筛网未由催化剂覆盖的地方)中的PTFE膜的孔中,并将空气阴极组装件和电池的框紧紧地结合在一起。
使用以下参考图4和5详细描述的方法制造基于这种方法的电极组装件,以研究熔融的热塑性塑料——聚丙烯——到PTFE膜的孔中的渗透性(但为了简化程序,不包括金属集流器)。然后将电极组装件横向切割,以暴露无催化剂的边限区域中PTFE膜的横截面。借助于装备有X射线能量色散谱术系统(EDX;EDAX)的扫描电子显微镜(SEM)对暴露的侧面进行研究,该系统允许标识特定元素及其相对比例(重量或原子%)。例如,在EDX谱中分配给碳和氟的特征线的能量分别为
图3A、3B和3C示出了电极的侧面的SEM图像以及与在PTFE膜的SEM图像中看到的三个不同层中的每一个相关联的名为“谱1”、“谱2”和“谱3”的对应EDX谱。看出了PTFE膜的厚度为
表1中列出了用EDX分析仪测得的根据本发明修改的PTFE膜的重量和原子百分比浓度。
表1
*除碳以外还检测到其他元素,主要是氧
从表1中阐述的结果看出,在顶层中没有检测到氟,这对应于向PTFE膜的无催化剂的边限施加的聚丙烯涂层。相反地,最下层的组分与完整的PTFE完全一致,氟和碳分别是主要元素和次要元素。中间层展示出混合的特性:检测到了氟,但是它是次要成分,因为聚丙烯在PTFE膜孔中的孔内的融合导致中间层中碳的含量的显著增加。中间层说明了为使电解质渗流最小化所创造的良好屏障。
结果还示出在图3D和3E中,借助于图3D和3E绘制了相对于沿PTFE膜的侧面的位置的碳和氟峰强度。清楚地看到了检测到碳和氟二者分别作为主要成分和次要成分的中间层;从最下层到顶层移动,碳含量增加,氟含量降低(分别为蓝色和红色)。
因此,本发明主要针对电极组装件,该电极组装件包括具有第一面和第二面的PTFE膜,在所述第一面上配备有集流器和含催化剂的活性层,其中含催化剂的活性层的平面尺寸小于PTFE膜和集流器的平面尺寸,使得含催化剂的活性层不会到达PTFE膜和集流器的边缘,从而在PTFE膜上围绕含催化剂活性层创建无催化剂的边限,其中将热塑性塑料施加在无催化剂的边限区域中的所述第一面上,并且其中EDX谱术指示氟和碳之间的相对比例在在无催化剂的边限中的PTFE膜的厚度上的变化,从而标识其中碳和氟分别是主要元素和次要元素的段;所述段典型地缺乏例如氧的其他元素。这些“混合”段典型地位于从PTFE膜的第一(“内部”)面测量的0到100μm的距离处。
本发明还涉及一种金属-空气电化学电池,该电池包括限定具有阳极侧和阴极侧的电解质腔的框,其中空气阴极组装件配备在阴极侧中,所述空气阴极组装件包括具有第一面和第二面的疏水性多孔膜(尤其是PTFE),在所述第一面上配备有集流器和含催化剂的活性层,在所述第一面上的含催化剂的活性层的平面尺寸小于所述疏水性膜和所述集流器的平面尺寸,使得含催化剂的活性层不到达所述疏水性膜和所述集流器的边缘,从而在疏水性膜和集流器上围绕含催化剂的活性层创建无催化剂的边限,并且其中疏水性膜的所述第一面以及电池的所述框通过施加到疏水性膜的无催化剂的边限上的热塑性塑料结合在一起(即,焊接)。
热塑性塑料(例如,一个或多个聚烯烃,尤其是聚丙烯)涂覆网状集流器和/或渗透到空气阴极的无催化剂的边限中的疏水性膜的孔。对于由PTFE制成的疏水性膜,通过评估氟和碳之间相对比例在焊接到电池框的空气阴极的无催化剂的区域中的PTFE膜的厚度方向上的变化,如上述的从EDX谱术中收集到的信息可以用来指示热塑性塑料在PTFE膜的孔中的存在。
在本发明的变型中,施加到疏水性膜的无催化剂的边限上的热塑性塑料包括主要聚合物和次级聚合物,例如分别为聚丙烯和第二聚烯烃。如下面参考电池的制造所图示,我们已经发现将以下组合使用是有益的:(i)作为主要热塑性塑料的聚丙烯(由于在熔融状态下、在施加压力下的它的渗透到PTFE膜的孔的能力,它创造坚固的机械焊接),以及(ii)具有适当流动性和熔融粘度(以提供附加的防漏屏障)的第二聚烯烃。
本发明附加地提供一种金属-空气蓄电池,包括以阵列安装的如上所述的多个单独电池。
现在参考附图描述电极组装件的制造。图4图示了具有WO 2014/057483中公开的设计的空气阴极的产生(图4基于WO 2014/057483的图5,其中省略了最后的步骤——环氧添加——其已经由本发明修改)。然后,图5配备为展示一种利用热塑性塑料替代环氧密封胶的简洁方法,以最小化从电池中的电解质泄漏。因此,本发明提供了一种用于组装金属/空气电池的方法,包括以下步骤:
(i)提供一种空气阴极组装件,其包括具有第一面和第二面的疏水性多孔膜,在所述第一面上配备有集流器和含催化剂的活性层,含催化剂的活性层的平面尺寸小于所述膜和所述集流器的平面尺寸,含催化剂的活性层不会到达所述膜和所述集流器的边缘,从而在围绕含催化剂的活性层的膜和集流器上创建无催化剂的边限[所述边限的宽度(W
(ii)将所述阴极组装件放置在限定电解质腔的电池框的顶部,其中热塑性主体——其在加热至高温(例如,在120℃至280℃的范围内)时能够软化至可移动的、可流动状态——定位在所述电池框与所述阴极组装件之间,其中热塑性主体在几何形状和位置上与所述无催化剂的边限区域重合,并且在宽度上也与所述无催化剂的边限基本上重合[所述凸起的热塑性部位(W
(iii)施加热量和压力以软化热塑性主体并迫使其在疏水性膜的无催化剂的边限中在孔的方向上流动,从而在熔融件固化时将空气阴极组装件与电池的框焊接。
疏水性多孔膜优选为PTFE膜(包括PTFE层,例如通过喷涂油墨制剂、干燥和按压而形成)或气体扩散层(GDL)隔膜。
热塑性主体优选地由聚丙烯制成,并且优选地配置为电池框的凸起的部位——即,以1-4mm高的薄壁的形式——其从框的表面突出并且形成框的整体部件。如上提到的,热塑性凸起的部位的几何形状与空气阴极中无催化剂的区域的几何形状匹配。在熔融电池框的凸起的部位时,热塑性塑料在阴极组装件中无催化剂的区域的方向上流动,以焊接两个部件(框和空气阴极)。
制造方法优选地包括以下步骤:将例如热熔聚烯烃的第二聚合物(例如,作为珠)施加到所述电池框的表面上、施加为相邻于所述电池框的凸起的部位并且施加在从所述电池框的凸起的部位向外方向上,使得热熔融聚烯烃环绕凸起的部位。由主要热塑性塑料和第二热熔融聚烯烃构成的这种组合创造了牢固的机械焊接以及附加的防漏屏障。
还可以在焊接步骤之前预热阴极组装件。
从图4开始,矩形或正方形的金属筛网(21)与附接到筛网的一侧的一个固体金属件(22)一起用作一个集流器(23)。如下所解释,其他形状也是合适的。筛网(21)由选自包括以下的组的金属制成:镍、镀镍铜、不锈钢、锡、铋、银及其合金,其中镍是尤其优选的。网状物尺寸为10到500目(mesh),厚度为20μm至500μm。合适的筛网可在市场上买到(例如从Gerard Daniel Worldwide),诸如具有70-75μm引线直径的镍栅格和200μm网状物开口。集流器的其他选择包括(i)扩展的箔,该扩展的箔产生自在金属箔中形成孔眼随后所述孔眼在机械上被扩展的过程(例如,来自Dexmet Corporation(5Ni5-050P)的扩展的箔;以及(ii)泡沫,该薄膜是某一类型的金属的三维多孔结构。不管其具体形状如何,出于简化的目的,集流器在本文中有时被称为“网状物”、“格栅”或“筛网”。
在图4所图示的实施例中,固体金属件(22)在长度上对应于栅格尺寸,并且还配备有接触片(24)。元件(22)的作用是增加电流收集。它最好由铜、镍或镀镍铜制成,并且其厚度在25μm和3mm。看出的是,虽然格栅中的只有一侧被修改为具有用于改进电流收集的件(22),但是应当理解可以类似地修改附加的侧。例如,集流器可以由高度导电的金属框来提供,该金属框的开口面积在形状和尺寸上基本上对应于网状物(21)。在这样的情况下,框的外部尺寸近似为(3至40cm)x(3至40cm),框的内部尺寸略微小于外部尺寸,例如,内部尺寸比外部尺寸短约0.5–2cm。可以通过WO 2014/057483中描述的方法,例如借助于导电粘附剂材料(例如,导电环氧)或焊接(例如,点焊、激光焊接、超声焊接或锡焊)来实现将网状物(21)附接到一个或多个件(22)或到完整的框上,以形成集流器。应用适当的技术来确保低电阻和电流的多个流动路径;例如,当应用点焊时,必须在足够数量的点处进行焊接。优选地,网状物(21)由镍制成且导电金属件(22)(或整个框)由镀镍的铜制成,其中配备在铜框上的镀镍的厚度为1至50μm。
如下面进一步描述的,图2中的编号(25)指示在印刷步骤中使用的“托盘”。将集流器(23)放在“托盘”之上,并将包括可用在氧还原反应的催化剂和粘合剂的可印刷组合物施加在金属格栅集流器的中央区域之上,以形成催化活性层(26)。下面描述了用于创造催化活性层的优选的可印刷组合物。注意到,金属格栅集流器的边限区域(27)没有催化活性材料。围绕催化活性层(26)的无催化剂的边限区域(27),即集流器的边缘与填充有活性材料的中央区域之间的间隙是在1mm至14mm宽之间。更优选地,边限区域(27)的宽度在1至10mm之间,例如在3至8mm左右。
金属栅格的无催化剂的边限区域被涂覆有粘合剂(例如,FEP),然后将优选地稍微大于金属格栅(21)的多孔疏水PTFE膜(31)附接到金属格栅上并且将压力施加在结构上,以在疏水性膜(31)与活性催化层(26)之间实现良好的接触。可以使用厚度为10到400微米的PTFE膜,可以从Saint Gobain或Gore商购。
注意到,可以采用不同顺序的步骤(图4中未示出),例如,可以首先将催化剂组合物(26)的层印刷在PTFE膜(31)上,然后将金属栅格集流器(23)按压到涂覆的PTFE膜中。不管步骤顺序如何,然后对由PTFE膜、催化活性层和集流器构成的得到的结构进行热处理,即在约240至320℃时进行烘烤烧结达1至60分钟。
现在更详细地描述将催化活性层(26)施加到网状物(21)上。如上文指出的,如WO2014/057483中的详细阐述的,优选地印刷催化活性层(26)。作为印刷技术的替代例,可以将由催化活性颗粒和粘合剂构成的催化剂组合物配制成糊剂,该糊剂可以由任何方便的技术直接分散在疏水性膜的中央区域之上,或者可以将催化剂和粘合剂以可旋涂在膜上的分散体的形式施加,然后将金属栅格集流器按压在涂覆的膜上。然后对结构热处理。
回到描述印刷技术,在含水的或有机载体(例如在易与水混溶的醇)中或其混合物中,通过将催化剂颗粒与一个或多个粘合剂充分混合来制备适用于本发明的可印刷组合物。如本文所使用的,术语“可印刷组合物”是指展示出必要的物理性质——例如应用于诸如筛网印刷、模版印刷、喷墨印刷和辊涂(roller-coating)的印刷技术的可流动性和触变性——的混合物。
在本发明的可印刷组合物中催化剂的浓度优选不小于1%,例如5%至80%(w/w)。在本发明的工艺中可操作的催化剂包括(但不限于)银颗粒,例如US 8,142,938中公开的与氧化锆相关联的银粉。这种特殊类型的银颗粒的特性如下:平均初级颗粒尺寸为40至60nm;平均团聚物尺寸为1至25μm;平均团聚物孔隙率约为38至45%,氧化锆含量为0.2至4%(w/w)并且比表面积为4至10m
用于促进氧还原的其他合适的催化剂包括铂、碳化钨、钴、二氧化锰、尖晶石型化合物、钙钛矿型化合物(即具有分子式ABO
在本发明的可印刷组合物中粘合剂的浓度优选不小于1%,例如1%至30%(w/w)。与催化剂颗粒组合以形成可印刷组合物的粘合剂可以是疏水的,并且可以用于若干有用的目的。粘合剂能够形成具有糊状稠度的均匀组合物。粘合剂可以是疏水的,使得它有助于形成本发明的电极组装件的一部分的PTFE片层的附接。粘合剂还可以有助于电化学反应地带的疏水特性,该电化学反应地带由固体催化剂(例如银颗粒)、碱性电解质和空气构成。合适的粘合剂包括氟化聚合物和共聚物,例如氟化乙烯丙烯共聚物(本文中缩写为“FEP”),其是六氟丙烯和四氟乙烯的共聚物,并且因此与所施加的PTFE分离体兼容。其他合适的粘合剂包括PVDF(聚二氟乙烯)、PFA(全氟烷氧基)、THV(四氟乙烯、六氟丙烯和偏二氟乙烯的共聚物)、聚乙烯(诸如,coathylene或三氟氯乙烯)。
可印刷的组合物还包含液体载体,其优选由含水的醇例如水和乙醇的混合物或水和异丙醇构成。优选地,水和醇以近似相等的体积使用。
通过将催化剂、粘合剂和液体载体组合在一起来制备可印刷的组合物。为此,粘合剂以含水的分散体的形式方便地施加,首先将该粘合剂与催化剂混合,然后添加水和醇并剧烈搅拌得到的组合物直至形成糊剂。混合可以间歇地中断,使组合物在每次中断后静置不超过60分钟。
应注意到,可印刷组合物中可以存在一个或多个附加配料,诸如导电粉末,例如碳、石墨、镍、涂覆镍的碳、碳化钨或钛的氧化物或氮化物。总体上,在可印刷组合物中所述(一个或多个)添加剂的重量浓度为0%至80%。
集流器的每单位面积的可印刷组合物的量优选为10mg/cm
回到图4,以相对较厚的疏水性支撑片层(例如,聚丙烯、聚乙烯、硅或较厚的PTFE片层)的形式的托盘(25)、集流器(23)以及厚度约为50微米至1mm的模板相互叠置在印刷机的工作表面上。然后将可印刷的组合物施加到不锈钢模版的表面上,然后将模板移除,并且将合适的覆盖物放置在集流器上方。然后在按压机中完成催化剂的压实。为此,将由机械托盘、负载有电极颗粒的集流器以及覆盖件构成的结构转移到按压机中,其中施加0.5-35吨的压力,将电极颗粒转变成嵌入集流器的中央区域内的压实的物质(mass)。然后将覆盖件从负载催化剂的集流器剥离,该集流器继而与机械托盘(例如,与聚丙烯片层)分离。得到的元件由集流器构成,该集流器具有固定在其中央区域内的催化剂颗粒。
应注意到,上方阐述的阶段包括若干步骤(例如,组装机械托盘和集流器,然后印刷催化剂制剂),并且这些步骤的顺序可以反转。例如,催化剂组合物(26)被直接印刷在机械托盘的表面上(例如,在聚丙烯片层(25)上)。然后将集流器(23)放置在印刷区域上,使得导电金属框(22)的侧面与所述印刷区域的侧面对准。然后将集流器按压在催化剂印刷的区域上,由此催化剂渗透到集流器的孔中。然后将临时的聚乙烯片层托盘从电极上拆卸,并且移除过多的电解质。
本发明的重要特征存在于,可印刷的组合物没有施加在集流器的整个中央区域之上。在印刷阶段,使用适当的遮蔽化在集流器的周边与填充有活性材料的区域的边界之间留有大约1-7mm的窄间隙。
上面阐述的操作,即催化剂的引入和压实以及疏水性膜的耦合也可以实质上同时进行,使得不需要使用临时的可移动托盘。在本发明的该变型中,疏水性PTFE膜被支撑在合适的衬底上,例如,PTFE膜较弱地与其附接的涂覆硅的衬底。将可印刷的组合物施加到PTFE膜的上部面上。然后将集流器放置在PTFE膜上(应注意,可印刷组合物的施加和集流器的放置可以相反的顺序实行),并在上面阐述的条件下按压得到的单栅格的阴极。
在按压机中压实之后,将电极组装件在最高可容许温度下进行烘烤烧结达约5至30分钟的时间段,该温度约为230℃-360℃,优选为230℃-300℃,更优选约为250℃-280℃。应注意到,疏水性PTFE膜不易承受烧结阶段遇到的条件,并且倾向于从集流器上脱离。PTFE膜到集流器的表面上的附接可以用以下方式来促进:机械方式,例如使用可释放的固定构件,例如将PTFE膜保持在电极组装件的周围的简单夹子;或者化学方式,通过将用于形成电极的可印刷组合物中存在的粘合剂的量增加的方式。特别地,在可印刷的组合物中使用FEP作为粘合剂允许相对较低的可操作烧结温度。
根据上述阐述的本发明的变型,将可商购的疏水性膜附接到电极以形成电极组装件。然而,在某些情况下,例如当发现商购的膜展示出高收缩率或当需要改善催化剂层和疏水层之间的接触时,代替使用膜,而在电极上原位形成疏水涂层可以是有利的。在WO 2014/057483中描述了相关的技术。
电极包括:用于促进氧还原的催化剂,该催化剂优选由如上阐述的与氧化锆相关联的银构成;以及粘合剂,该粘合剂优选为FEP,其中催化剂与粘合剂之间的重量比优选为不小于6:1。例如,催化活性组合物含有的粘合剂的量为4至15%,更优选为5至14%,甚至更优选为5至13%(w/w)。
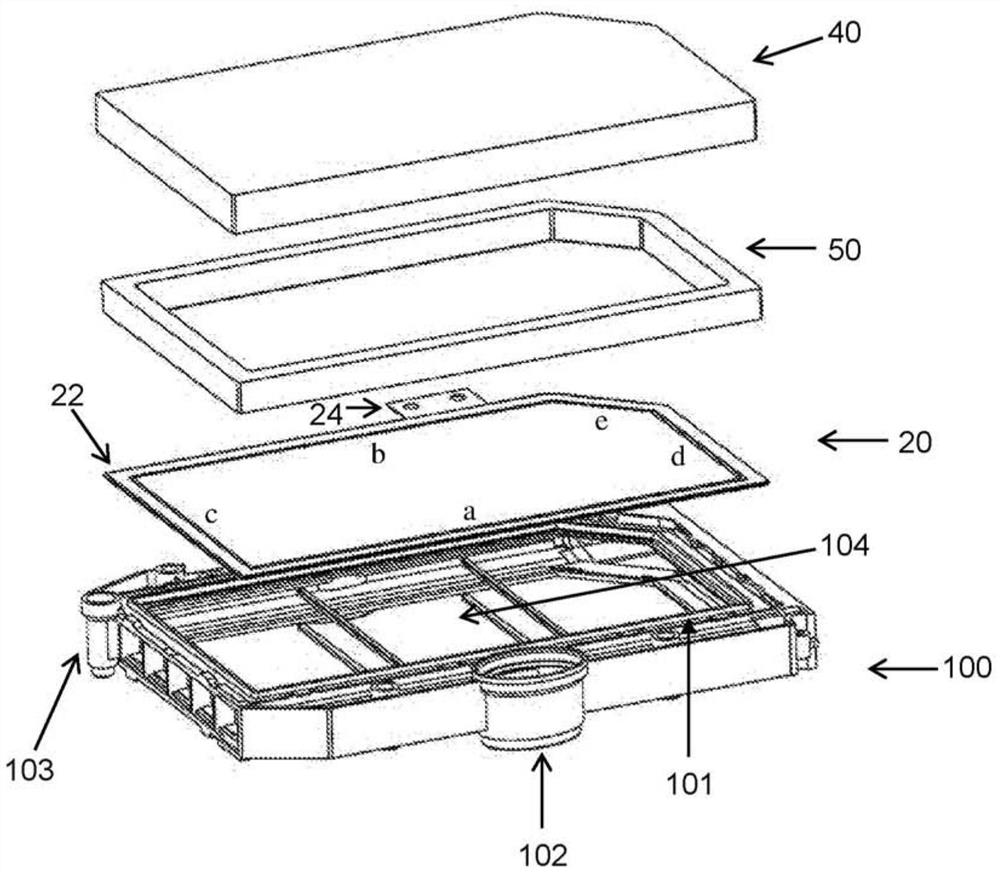
现在转到图5,其提供了参与该工艺的最后步骤的关键元件的示意性异构视图,即,通过借助于按压机(40)和热靴(50)将熔融的热塑性塑料并入到空气阴极的无催化剂的区域中的孔中来将空气阴极(20)结合到电池框(100)的步骤。
在图5所示的特定实施例中,空气阴极的几何形状与先前在图4中所示的矩形的集合形状略微不同。相对的平行的边(相互)不相等;因此,空气阴极的形状是五边形(尽管不是等边的)。另一个区别在于,整个集流器框22围绕着空气阴极。注意,图5中未示出空气阴极(20)的催化活性表面,因为它面向从按压机(40)的位置放置在空气阴极下方的电池框(100)。
电池框(100)由诸如聚丙烯的热塑性塑料制成,包括用碳或玻璃纤维增强的等级。在金属-空气蓄电池操作期间,可以承受热碱性电解质和升高的工作温度的其他合适热塑性塑料包括:聚乙烯、FEP、FPA、聚苯醚树脂和聚苯乙烯的掺合物(可从Sabic购得的NorylTM)和聚氯乙烯(PVC)。
电池框(100)的设计是相当常规的,除了它表征为存在凸起的部位(101),该凸起的部位在几何形状上与PTFE膜的无催化剂的边限区域相同。如上提及的,框(100)通常例如通过注塑成型为一体。图5中示出的主要常规部件包括:电解质入口(102),以将电解质供应到电池腔中;圆柱形通道(102)的直径为~30–40mm;连接器(103)位于电池框的一个角处;阳极入口(104),即用于将可消耗的铝阳极引入由电池框(100)限定的腔的中间。应注意到,通常使用由一对阴极组装件(20)构成的阵列,一个阴极组装件如图5所示定位在电池框(100)的上部面上,并且另一个阴极组装件覆盖电池框的底部(未示出),其中在一对阴极之间的空间中插入铝阳极;在这种情况下,电池框(100)的每个相对侧都包括凸起的部位(101),以能够在每个侧上焊接阴极(20)。如上提及的,框(100)通常例如通过注塑模制成一体,但是框(100)和凸起的部位(101)可以展示出不同的熔融流动性;即,由其制成框(100)的主体的聚丙烯等级的熔融流动指数(MFI)为10至20g/10min(ASTM D1238,在230℃/2.16kg时),然而迫使渗透到PTFE孔隙中的聚丙烯(101)的MFI可以更大,例如大于30g/10min,或大于40g/10min,或大于50g/10min。
将阴极组装件(20)放置在塑料框(100)上,使得PTFE上的无催化剂的区域(27)在位置上与限定凸起的部位(101)的热塑性塑料的突出轮缘重合。塑料轮缘(101)的宽度为3-5mm,而暴露的PTFE的表面,即无催化剂的区域(27)的表面略微较大,优选地宽度为4-8mm。轮缘的高度为1-3mm。
将阴极放置在具有模具(50)(由铝制成的热靴)的热按压机中,该模具在几何形状和尺寸上对应于凸起的部位(101)。因此,模具(50)的每一侧的宽度等于或略微小于暴露的无催化剂的区域的宽度。靴模具(50)优选地由铝制成。热靴的温度高于塑料框的熔融温度(例如,在PP的情况下,热靴的优选温度范围可以是140℃-280℃)。如上提及的,电极的催化剂侧面向框,而PTFE侧则朝向按压机暴露。热释放衬垫可以用来防止热靴粘在PTFE膜上。优选的选择是PTFE的0.15mm浸渍玻璃布。
按压机(40)被激活,并将加热的模具(50)按压在电极上。可以控制按压压力以及压实距离以建立焊接头压力,同时允许按压头随着塑料轮缘热塑性塑料熔融而延伸。优选的压力通常为1至100kg/cm
用于代替直接热焊接的热焊接系统包括超声焊接、无线电波焊接、脉冲焊接、感应焊接、溶剂焊接或激光焊接。
在焊接工艺期间,热塑性塑料熔融并流过网状物或扩展的金属(即,图4中的集流器23;图5中未示出,因为它面向框100),并在无催化剂的区域27中一定程度上填充PTFE孔。熔融的热塑性塑料流入PTFE孔,并且它的凝固将PTFE膜和热塑性塑料结合。可以看出的是,从热塑性轮缘上撕下PTFE膜时,PTFE的残余物保留在轮缘上,这指示PTFE与热塑性轮缘的良好的粘附。热塑性塑料可以含有常规添加剂,例如机械性能改性剂,处理改性剂等。
在焊接工艺期间,焊接靴的足印非常薄(通常为几毫米)。通常建议消除向有源电极区域的热流动。流入电极的活性区域的热可能会损坏催化剂,并引起催化剂的氧化或PTFE膜从活性电极上脱层。我们发现,将散热器放置在电极的有效区域上方以吸收从热靴流过催化剂的过多的热量是有利的。最简单的方法可以是用水浸湿的垫;但是优选的方法是金属散热器,其具有冷却的低温液体流过金属以确保低温和有效的热吸收率。
作为图5中所示方法的替代例(基于形成模制塑料电池框(100)整体部件的凸起的热塑性部位(轮缘101)),人们可以考虑预切割的聚丙烯件,其在形状和大小上对应于轮缘(101)。可以将该件放置在常规的电池框(100)和阴极组装件(20)之间;在如上所述的施加热和压力的情况下,将实现熔融聚丙烯的流动和渗透到PTFE膜的孔隙中的相同效应。
以这种方式生产的电极在封闭电路中在80℃时已经暴露于30%氢氧化钾溶液中。系统的压力在50mbar至300mbar之间任意地改变。来自电池的电解质流的出现追踪焊接线的泄漏。这些电极已经实现超过300个工作小时,没有任何泄漏的迹象。
图6图示了由主要热塑性塑料(即,凸起的聚丙烯区域;在图6中指示为PP肋)和热熔融聚烯烃(优选为珠的形式;指示为聚烯烃珠)构成的组合,用于空气阴极到电池框的焊接。图6图示了电池框的横截面;可以看出的是,电池框的相对侧中的每一个包括凸起的聚丙烯部位和热熔融聚烯烃的组合,以能够在每个侧上焊接阴极,如上所解释的。热熔融聚烯烃施加为使得它环绕凸起的聚丙烯部位,例如,创建环绕凸起的聚丙烯部位的
示例
制备1
可印刷催化剂制剂
将银催化剂(70克;如在US 8,142,938中所述制备)与10克的FEP(以含水的分散体的形式从杜邦(Dupont)购得的,TE-9568)混合。将混合物置于旋转摇床中1小时。然后,将水(20克)和异丙醇(20克)添加到混合物中,并允许摇床旋转25分钟的附加时间段。允许得到的组合物静置1小时,然后再混合25分钟。得到的组合物展示出良好的流动性和触变性,并且适合用作可印刷材料。
制备2
可印刷催化剂制剂
将银催化剂(70克;按US 8,142,938中所述制备)和70克镀镍的碳颗粒(60%w/w,诸如从Sulzer商购的E-2701或E-2702)与14克FEP混合(可从杜邦以含水的分散体的形式购得,TE-9568)。将混合物置于旋转摇床中1小时。然后将水(40克)和乙醇(40克)添加到混合物中,并允许摇床附加地旋转25分钟。使得到的组合物静置1小时,然后再混合25分钟。这样形成的组合物展示出良好的流动性和触变性,并且适合用作可印刷材料。
示例1
具有施加到PTFE膜的边限区域上的热塑性塑料的空气电极组装件
500μm厚的铜片层被切割为形成五边形的框(图5中的元件22)。导电片24(2.5cm×3cm)附接到铜件的一侧。然后通过无电镀的镍电镀将铜片镀有镍,从而形成约20微米厚的镍涂层。
然后,通过点焊(电阻焊)将镀镍的五边形铜框22焊接到镍网状物的边缘。
在焊接到电池框之前,允许电极冷却至室温。
设置如图5所示。将具有PTFE的暴露的区域的电极组装件(20)放置在聚丙烯的热塑性框(100)上。电极组装件的具有其上施加的催化剂层的一面面向热塑性框,因此在图5中未示出;朝向外侧是PTFE膜。框可以填充有塑料或金属插件,使得塑料当暴露于高压和高温时不会弯曲变形。
在电极上方放置基于聚四氟乙烯(Teflon)的片层[可从
示例2
具有施加到PTFE膜的边限区域上的热塑性塑料的空气电极组装件重复示例1的步骤,除了如下所述实行的最后步骤以外。
设置如图5所示。将具有PTFE的暴露的区域的电极组装件(20)放置在聚丙烯的热塑性框(100)上。电极组装件的具有其上施加的催化剂层的一面面向热塑性框,因此在图5中未示出;朝向外侧是PTFE膜。框可以填充有塑料或金属插件,使得塑料当暴露于高压和高温时不会弯曲变形。
如图6所示,将聚烯烃热熔融珠施加在框的外周上,使得聚丙烯升高的区域(101)向内,向外更多是热熔融圈,(肋指示从框的表面突出的聚丙烯壁)。这种结构提供了更牢固的机械焊接与附加的防漏屏障的组合。
在电极上方放置基于聚四氟乙烯(Teflon)的片层[可从
- 电极烧结体、层压电子零件、内电极糊、电极烧结体的制备方法、层压电子零件的制备方法
- 电极组装件及其制备方法