一种双机器人协作码垛集成设备、系统及方法
文献发布时间:2023-06-19 10:25:58
技术领域
本发明涉及瓷砖自动包装技术领域,具体涉及一种双机器人协作码垛集成设备、系统及方法。
背景技术
目前,工业领域都向着智能化、自动化方向发展,作为传统劳动密集型行业的陶瓷企业具有劳动强度大,工作环境恶劣等问题。在如今中国的人口红利逐渐消失,招工难度大的大背景下,陶瓷企业的人工成本急剧攀升。瓷砖的包装需要消耗大量的劳动力,作为瓷砖包装领域最后一道工序,码包及转运效率直接影响着整个包装的效率,影响着工人的劳动强度和工作时间。虽然近些年来码包机已经也取得了不少进步,但是还普遍存在着码包速度慢,码包形式或规格较单一,部份工序复杂无法实现自动化码包而采用人机混合作业,带来人员安全事故的风险,码包机结构复杂,占地大等不足之处,且无法实现码包,物流仓储一体化的智能集成系统。
针对整个陶瓷行业存在的多种问题,研制出一种结构紧凑、能够高效完成多种规格码垛、自动取送栈板及物流输送的智能码垛集成系统设备十分有必要。
发明内容
为了解决上述技术难题,本发明提供了一种双机器人协作码垛集成设备,包括多个承托倾斜装置、码包机器人、多个水平捆轧机、多条链式输送线、栈板取放机器人、第一栈板输送部件、栈板库、第二栈板输送部件以及汇流输送线等,具有结构紧凑、能够高效完成多种规格码垛、自动取送栈板及汇流输送的优点。
为实现上述发明目的,本发明采取的技术方案如下:
一种双机器人协作码垛集成设备,包括多个承托倾斜装置、码包机器人、多个水平捆轧机、多条链式输送线、栈板取放机器人、第一栈板输送部件、栈板库、第二栈板输送部件以及汇流输送线,所述多个承托倾斜装置分别与多条链式输送线对接,所述码包机器人设置于相邻两个承托倾斜装置之间,所述多个水平捆轧机分别设置于承托倾斜装置与链式输送线的连接处,所述栈板取放机器人设置于多条链式输送线之间用于抓取栈板后放置在所述链式输送线上,所述码包机器人将砖包抓取放置在所述栈板上码成砖垛,所述水平捆轧机用于码垛结束后在所述承托倾斜装置上方对砖垛进行捆扎,所述第一栈板输送部件、栈板库部件以及第二栈板输送部件依次连接,所述汇流输送线设置于链式输送线与第二栈板输送部件之间,所述链式输送线靠近第二栈板输送部件的一端与汇流输送线对接。
通过这样设置,多个承托倾斜装置分别与多条链式输送线对接,码包机器人设置于相邻两个承托倾斜装置之间,多个水平捆轧机分别设置于承托倾斜装置与链式输送线的连接处,栈板取放机器人设置于多条链式输送线之间用于抓取栈板后放置在链式输送线上,码包机器人将砖包抓取放置在栈板上码成砖垛,水平捆轧机用于码垛结束后在承托倾斜装置上方对砖垛进行捆扎,第一栈板输送部件、栈板库部件以及第二栈板输送部件依次连接,汇流输送线设置于链式输送线与第二栈板输送部件之间,链式输送线靠近第二栈板输送部件的一端与汇流输送线对接,各个部件之间联系密切,结构紧凑,栈板垛通过第一栈板输送部件存入栈板库,栈板出栈板库之后进入第二栈板输送部件,栈板取放机器人抓取第二栈板输送部件上的栈板然后放置到链式输送线上,经过链式输送线的输送,栈板到达承托倾斜装置,码包机器人将瓷砖包按照一定的规格进行码包,完成后水平捆轧机将码好的瓷砖包捆扎好,捆扎好的瓷砖包从承托倾斜装置离开,经过链式输送线,通过汇流输送线实现物流仓储对接从而实现高效完成多种规格码垛、自动取送栈板及智能物流仓储输送的目标。
作为优选,所述承托倾斜装置包括拍齐组件、顶升组件、导向输送组件、多个驱动组件以及承托机座,所述拍齐组件、顶升组件、导向输送组件、以及多个驱动组件均设置于承托机座上,所述导向输送组件位于承托机座上方中部,所述顶升组件位于导向输送组件下方,所述拍齐组件位于导向输送组件周侧,所述拍齐组件、顶升组件以及导向输送组件均与驱动组件相连且受驱动组件控制。
通过这样设置,拍齐组件、顶升组件、导向输送组件、以及多个驱动组件均设置于承托机座上,导向输送组件位于承托机座上方中部,顶升组件位于导向输送组件下方,拍齐组件位于导向输送组件周侧,拍齐组件、顶升组件以及导向输送组件均与驱动组件相连且受驱动组件控制,使得承托倾斜装置具备规整砖包、承载砖垛以及转运砖垛的能力。
作为优选,所述拍齐组件包括两个扶垛架、三块对中板以及用于调整扶垛架与对中板位置的调节组件,所述导向输送组件远离链式输送线的一侧以及运动方向的左右两侧均设有对中板,所述扶垛架位于对中板远离导向输送组件的一侧,所述扶垛架位于导向输送组件远离链式输送线的一侧以及导向输送组件远离码包机器人的一侧。
通过这样设置,导向输送组件远离链式输送线的一侧以及运动方向的左右两侧均设有对中板,扶垛架位于对中板远离导向输送组件的一侧,扶垛架位于导向输送组件远离链式输送线的一侧以及导向输送组件远离码包机器人的一侧,扶垛架与对中板均配套设置有调节组件,一方面使得承托倾斜装置具备根据需要码包的瓷砖的大小调节相应尺寸的能力,另一方面提升了承托倾斜装置在瓷砖码包过程中安全性,有利于减少因码放不稳而导致砖包倾倒的情况发生。
作为优选,所述码包机器人包括码包机器人机座、第一工业机器人以及砖包夹具,所述第一工业机器人为六轴工业机器人,所述砖包夹具安装于第一工业机器人手臂末端。
通过这样设置,码包机器人包括码包机器人机座、第一工业机器人以及砖包夹具,第一工业机器人为六轴工业机器人,砖包夹具安装于第一工业机器人手臂末端,通过六轴工业机器人以及砖包夹具的配合使得码包机器人可以高效安全地将砖包码放在承托倾斜装置上,并码放成一定规格的砖垛。
作为优选,所述栈板取放机器人包括栈板取放机器人机座、第二工业机器人以及栈板夹具,所述第二工业机器人为四轴工业机器人,所述栈板夹具设置于第二工业机器人手臂末端。
通过这样设置,栈板取放机器人包括栈板取放机器人机座、第二工业机器人以及栈板夹具,第二工业机器人为四轴工业机器人,栈板夹具设置于第二工业机器人手臂末端,通过四轴工业机器人以及栈板夹具的配合使得栈板取放机器人可以方便地取放栈板。
作为优选,所述水平捆轧机包括带框、带仓、捆扎电机以及本体机架,所述带框沿重力方向滑动连接于本体机架,所述带框位于承托倾斜装置的上方,所述带仓设置于本体机架底部靠近链式输送线的位置,所述捆扎电机固定连接于带框。
通过这样设置,水平捆轧机包括带框、带仓、捆扎电机以及本体机架,带框沿重力方向滑动连接于本体机架,带框位于承托倾斜装置的上方,带仓设置于本体机架底部靠近链式输送线的位置,捆扎电机固定连接于带框,在码包机器人将砖包码成砖垛之后,带框沿着本体机架滑动到捆扎位置,水平捆轧机借助带仓储存的捆扎带将砖垛捆扎好,完成对砖垛的固定。
作为优选,所述链式输送线包括输送机架、多个链式输送电机、多根链条、多个对齐部件、多个传动部件以及多个导向部件,所述链式输送电机固定连接于输送机架侧面,所述多个导向部件均设置于输送机架中部,所述链条通过导向部件可拆卸连接于输送机架,所述链条通过传动部件与链式输送电机相连,所述对齐部件固定连接于输送机架,所述对齐部件相对设置于链条外侧。
通过这样设置,链式输送线包括输送机架、多个链式输送电机、多根链条、多个对齐部件、多个传动部件以及多个导向部件,链式输送电机固定连接于输送机架侧面,多个导向部件均设置于输送机架中部,链条通过导向部件可拆卸连接于输送机架,链条通过传动部件与链式输送电机相连,对齐部件固定连接于输送机架,对齐部件相对设置于链条外侧,使得链式输送线在保证输送功能不受影响的前提下,还具有调整所运输物品位置的作用,从而提高运输过程的安全性和稳定性。
作为优选,所述第一栈板输送部件包括第一栈板输送机架、第一栈板挡架、第一栈板输送线以及第一栈板输送电机,所述第一栈板输送线设置于第一栈板输送机架上,所述第一栈板输送电机与第一栈板输送线相连且为第一栈板输送线提供动力,所述第一栈板挡架固定连接于第一栈板输送机架,所述第一栈板挡架位于第一栈板输送线一侧。
通过这样设置,第一栈板输送部件包括第一栈板输送机架、第一栈板挡架、第一栈板输送线以及第一栈板输送电机,第一栈板输送线设置于第一栈板输送机架上,第一栈板输送电机与第一栈板输送线相连且为第一栈板输送线提供动力,第一栈板挡架固定连接于第一栈板输送机架,第一栈板挡架位于第一栈板输送线一侧,通过第一栈板输送机架、第一栈板挡架、第一栈板输送线以及第一栈板输送电机之间的协作配合,可将成垛的栈板运送到栈板库存放。
作为优选,所述栈板库包括栈板库机架、栈板顶升部件、栈板库输送线、栈板夹持部件以及栈板库输送电机,所述栈板库输送线设置于栈板库机架上,所述栈板库输送电机与栈板库输送线相连且为栈板库输送线提供动力,所述栈板夹持部件固定栈板库机架,所述栈板夹持部件相对设置于栈板库输送线两侧,所述栈板顶升部件固定栈板库机架,所述栈板顶升部件设置于栈板库机架上栈板库输送线中下方位置,所述栈板顶升部件通过二级行程气缸,可以达到完成多个顶升行程距离。
通过这样设置,栈板库包括栈板库机架、栈板夹持部件、栈板库输送线、栈板顶升部件以及栈板库输送电机,栈板库输送线设置于栈板库输送机座上,栈板库输送电机与栈板库输送线相连且为栈板库输送线提供动力,栈板夹持部件固定连接于栈板库机架,栈板夹持部件相对设置于栈板库输送线两侧,栈板顶升部件固定连接于栈板库机架,栈板顶升部件设置于栈板库机架上栈板库输送线中下方位置,栈板顶升部件可以对成垛的栈板进行夹持,栈板顶升部件开始下降,同时附着堆叠栈板垛的第一个单个栈板同时下降到栈板库的输送部件上,输送到第二栈板输送部件,便于栈板取放机器人夹取,如此动作循环直到切完进入栈板库的栈板垛。
作为优选,所述第二栈板输送部件包括第二栈板输送机架、第二栈板输送线以及第二栈板输送电机,所述第二栈板输送线设置于第二栈板输送机架上,所述第二栈板输送电机与第二栈板输送线相连且为第二栈板输送线提供动力。
通过这样设置,第二栈板输送部件包括第二栈板输送机架、第二栈板输送线以及第二栈板输送电机,第二栈板输送线设置于第二栈板输送机架上,第二栈板输送电机与第二栈板输送线相连且为第二栈板输送线提供动力,使得流出栈板库的栈板在通过第二栈板输送部件的输送之后抵达便于栈板取放机器人抓取的位置,方便栈板取放机器人将栈板转移到链式输送线。
本发明同时公开了一种双机器人协作码垛集成系统,包括多个上述的码垛集成设备,相邻两个所述的双机器人协作码垛集成设备之间的汇流输送线对接形成系统汇流输送线,系统汇流输送线的一侧设置所述双机器人协作码垛集成设备的第一栈板输送部件、栈板库以及第二栈板输送部件,系统汇流输送线的另一侧设置所述双机器人协作码垛集成设备的承托倾斜装置、码包机器人、水平捆轧机、链式输送线以及栈板取放机器人。
通过这样设置,将多个码垛集成设备集成在一起,相邻两个码垛集成设备之间的汇流输送线对接形成系统汇流输送线,系统汇流输送线的一侧设置双机器人协作码垛集成设备的第一栈板输送部件、栈板库以及第二栈板输送部件,系统汇流输送线的另一侧设置双机器人协作码垛集成设备的承托倾斜装置、码包机器人、水平捆轧机、链式输送线以及栈板取放机器人,使得码垛集成设备的工作效率得到大幅度提升。
本发明还公开一种应用上述双机器人协作码垛集成设备的码垛方法,包括以下步骤:
S1、准备栈板:单块栈板堆叠成的栈板垛经叉车放到第一栈板输送部件并输送进入栈板库;
S2、切分单个栈板:栈板顶升部件将堆叠的栈板垛向上顶升使其离开栈板库输送线,然后栈板夹持部件将栈板垛中从栈板顶升部件顶升方向上的第二个单个栈板的位置夹持后,栈板垛中位于最底层的栈板随所述栈板顶升部件开始下降,附着在栈板顶升部件的栈板下降到栈板库输送线上,完成单个栈板的切分,栈板库切分的单块栈板经栈板库输送线输送到第二栈板输送部件的待取位置,如此动作循环直到切完进入栈板库的栈板垛;
S3、输送栈板:取放机器人将单块栈板从第二栈板输送部件抓取并移送到链式输送线,拍齐对中后再经由链式输送线进入承托倾斜装置,承托倾斜装置开始对栈板进位定位,顶升组件缩回使栈板保持倾斜角度,并由倾斜方向的两侧扶垛架向上伸出,保持在栈板)两侧边缘处于扶垛状态,等待码包机器人进行瓷砖的砖包码放;
S4、砖包的码放以及捆扎:码包机器人按预定规格将砖包在倾斜状态栈板上码放成砖垛,在瓷砖砖垛码放完成后,水平捆轧机开始下降,水平捆轧机下降到砖垛上端位置,顶升组件顶升,使砖垛保持水平位置,水平捆轧机开始捆轧第一条带,捆轧完成后,通过调节组件改变扶垛架的位置,使得扶垛架与地面平齐,水平捆轧机下降到砖垛中间位置进行捆扎,捆轧完成后,水平捆轧机下降到砖垛下端位置进行捆扎,捆轧完成后,水平捆轧机开始上升至码包机器人工作区域安全高度上方,砖垛捆扎完成;
S5、砖垛运输:捆扎好的砖垛通过承托倾斜装置的导向输送组件进入链式输送线,再经过链式输送线的输送,通过汇流输送线送入仓库;
S6、重复过程S1到S5,循环作业。
作为优选,所述步骤S2中栈板顶升部件由气缸驱动,所述栈板顶升部件的顶升高度有两个,一个顶升的高度位置是与栈板夹持部件下端面持平的位置一,另外一个顶升的高度位置是栈板夹持部件下方距离栈板夹持部件下端面一个栈板高度的位置二,具体切分过程包括以下步骤:
S21、第一块栈板切分过程:栈板顶升部件上升到位置二,栈板夹持部件夹持栈板垛,栈板顶升部件下降回位的同时将所述第一块栈板也带着下降到栈板库输送线上,完成第一块栈板的切分;
S22、中间栈板切分过程:栈板顶升部件上升到位置一,栈板夹持部件释放栈板垛,栈板顶升部件下降到位置二,栈板夹持部件夹持栈板垛,栈板顶升部件下降回位的同时将此时栈板垛中最底下的栈板也带着下降到栈板库输送线上,如此循环中间栈板切分过程,完成中间栈板的切分;
S23、最后一块栈板切分过程:栈板顶升部件上升到位置一,栈板夹持部件释放栈板垛,栈板顶升部件下降回位的同时将所述最后一块栈板也带着下降到栈板库输送线上,完成最后一块栈板切分。
相对于现有技术,本发明取得了有益的技术效果:
1、通过将多个承托倾斜装置分别与多条链式输送线对接,码包机器人设置于相邻两个承托倾斜装置之间,多个水平捆轧机分别设置于承托倾斜装置与链式输送线的连接处,栈板取放机器人设置于多条链式输送线之间用于抓取栈板后放置在链式输送线上,码包机器人将砖包抓取放置在栈板上码成砖垛,水平捆轧机用于码垛结束后在承托倾斜装置上方对砖垛进行捆扎,第一栈板输送部件、栈板库部件以及第二栈板输送部件依次连接,汇流输送线设置于链式输送线与第二栈板输送部件之间,链式输送线靠近第二栈板输送部件的一端与汇流输送线对接,各个部件之间联系密切,结构紧凑,栈板垛通过第一栈板输送部件存入栈板库,栈板出栈板库之后进入第二栈板输送部件,栈板取放机器人抓取第二栈板输送部件上的栈板然后放置到链式输送线上,经过链式输送线的输送,栈板到达承托倾斜装置,码包机器人将瓷砖包按照一定的规格进行码包,完成后水平捆轧机将码好的瓷砖包捆扎好,捆扎好的瓷砖包从承托倾斜装置离开,经过链式输送线,通过汇流输送线对接物流仓储从而实现高效完成多种规格码垛、自动取送栈板及智能物流输送的目标;
2、通过设置包括拍齐组件、顶升组件、导向输送组件、多个驱动组件以及承托机座的承托倾斜装置,使得承托倾斜装置具备规整砖包、承载砖垛以及转运砖垛的能力,其中拍齐组件包括两个扶垛架、三块对中板以及用于调整扶垛架与对中板位置的调节组件,使得承托倾斜装置具备根据需要码包的瓷砖的大小调节相应尺寸的能力;
3、通过设置包括码包机器人机座、第一工业机器人以及砖包夹具的码包机器人,其中第一工业机器人为六轴工业机器人,砖包夹具安装于第一工业机器人手臂末端,通过六轴工业机器人以及砖包夹具的配合使得码包机器人可以高效安全地将砖包码放在承托倾斜装置上,并码放成一定规格的砖垛;
4、通过设置包括带框、带仓、捆扎电机以及本体机架的水平捆轧机,其中带框沿重力方向滑动连接于本体机架,带框位于承托倾斜装置的上方,带仓设置于本体机架底部靠近链式输送线的位置,捆扎电机固定连接于带框,在码包机器人将砖包码成砖垛之后,带框沿着本体机架滑动到捆扎位置,水平捆轧机借助带仓储存的捆扎带将砖垛捆扎好,完成对砖垛的固定;
5、通过设置包括输送机架、多个输送电机、多根链条、多个对齐部件、多个传动部件以及多个导向部件的链式输送线,其中输送电机固定连接于输送机架侧面,多个导向部件均设置于输送机架中部,链条通过导向部件可拆卸连接于输送机架,链条通过传动部件与输送电机相连,对齐部件固定连接于输送机架,对齐部件相对设置于链条外侧,使得链式输送线在保证输送功能不受影响的前提下,还具有调整所运输物品位置的作用,从而提高运输过程的安全性和稳定性;
6、通过设置包括栈板取放机器人机座、第二工业机器人以及栈板夹具的栈板取放机器人,其中第二工业机器人为四轴工业机器人,栈板夹具设置于第二工业机器人手臂末端远离栈板取放机器人机座的一端,通过四轴工业机器人以及栈板夹具的配合使得栈板取放机器人可以方便地取放栈板;
7、通过设置互相配合的,包括第一栈板输送机架、栈板夹持部件、第一栈板输送线以及第一栈板输送电机的第一栈板输送部件,包括栈板库机架、栈板顶升部件、栈板库输送线、栈板顶升部件以及栈板库输送电机的栈板库,还有包括第二栈板输送机架、第二栈板输送线以及第二栈板输送电机的第二栈板输送部件,使得成垛的栈板经过第一栈板输送部件进入栈板库存放,然后经过栈板库的切分,以每次一块的频次离开栈板库流入第二栈板输送部件,接着通过第二栈板输送部件的输送之后抵达便于栈板取放机器人抓取的位置,最后通过栈板取放机器人将栈板转移到链式输送线。
附图说明
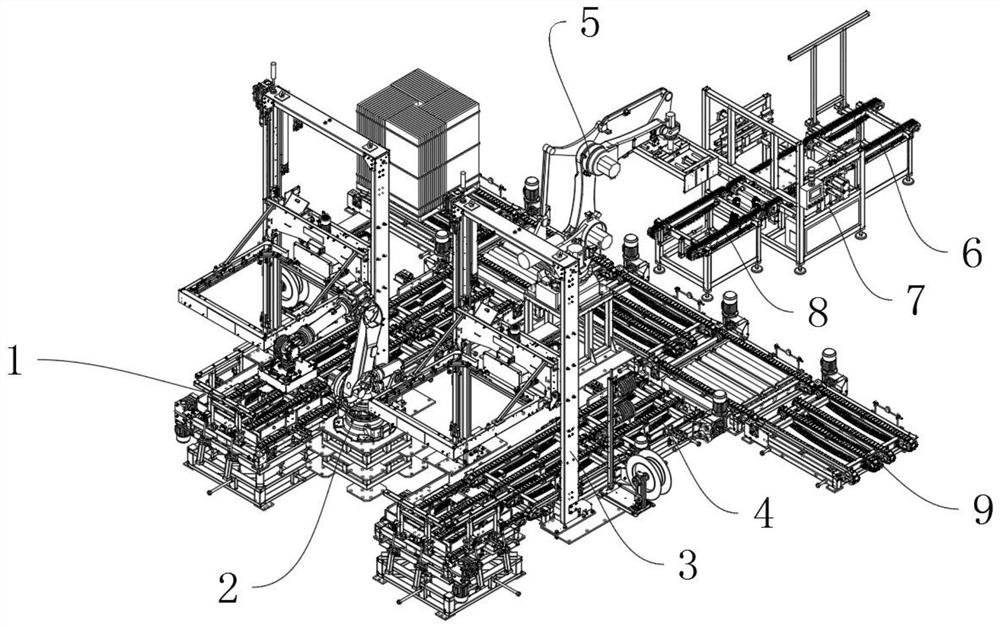
图1是本发明实施例一的整体示意图;
图2是本发明中承托倾斜装置的结构示意图;
图3是本发明中码包机器人的结构示意图;
图4是本发明中水平捆轧机的结构示意图
图5是本发明中链式输送线的结构示意图
图6是本发明中栈板取放机器人的结构示意图
图7是本发明中第一栈板输送部件的结构示意图
图8是本发明中栈板库的结构示意图
图9是本发明中第二栈板输送部件的结构示意图
图10是本发明中汇流输送线的结构示意图
图11是本发明中实施例二的工作状态示意图
图12是本发明中实施例三的结构示意简图;
图13是本发明中实施例二中栈板顶升部件的顶升高度示意简图。
其中,各附图标记所指代的技术特征如下:
1、承托倾斜装置;11、拍齐组件;111、扶垛架;112、对中板;113、调节组件;1131、对中块;114、限位板;12、顶升组件;13、导向输送组件;14、驱动组件;15、承托机座;2、码包机器人;21、码包机器人机座;22、第一工业机器人;23、砖包夹具;3、水平捆轧机;31、带框;32、带仓;33、捆扎电机;34、本体机架;4、链式输送线;41、输送机架;42、链式输送电机;43、链条;44、对齐部件;45、传动部件;46、导向部件;5、栈板取放机器人;51、栈板取放机器人机座;52、第二工业机器人;53、栈板夹具;6、第一栈板输送部件;61、第一栈板输送机架;62、第一栈板挡架;63、第一栈板输送线;64、第一栈板输送电机;7、栈板库;71、栈板库机架;72、栈板顶升部件;73、栈板库输送线;74、栈板夹持部件;75、栈板库输送电机;8、第二栈板输送部件;81、第二栈板输送机架;82、第二栈板输送线;83、第二栈板输送电机;9、汇流输送线;91、换向装置;92、运送装置;9R、第一栈板输送部件,栈板库以及第二栈板输送部件;9L、承托倾斜装置,码包机器人,水平捆轧机,链式输送线以及栈板取放机器人;101、砖包;102、砖垛;103、栈板;104、栈板垛;P1、位置一;P2、位置二。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例对本发明进行进一步详细说明,但本发明要求保护的范围并不局限于下述具体实施例。
实施例一
参考图1,本实施例公开了一种双机器人协作码垛集成设备,包括多个承托倾斜装置1、码包机器人2、多个水平捆轧机3、多条链式输送线4、栈板取放机器人5、第一栈板输送部件6、栈板库7、第二栈板输送部件8以及汇流输送线9,在本实施例中,承托倾斜装置1、水平捆轧机3以及链式输送线4的数量都为二且均沿同一直线对称设置,承托倾斜装置1分别与链式输送线4对接,码包机器人2设置于两个承托倾斜装置1之间,两个水平捆轧机3分别设置于承托倾斜装置1与链式输送线4的连接处,水平捆轧机3用于码垛结束后直接在承托倾斜装置1上方对砖垛102进行捆扎,第一栈板输送部件6、栈板库部件7以及第二栈板输送部件8依次连接,栈板取放机器人5设置于两条链式输送线4之间,两条链式输送线4通过栈板取放机器人5连通第二栈板输送部件8,汇流输送线9与链式输送线4靠近栈板取放机器人5的一端对接。
参考图2,承托倾斜装置1包括拍齐组件11、顶升组件12、导向输送组件13、两个驱动组件14以及承托机座15,拍齐组件11、顶升组件12、导向输送组件13、以及两个驱动组件14均设置于承托机座15上,导向输送组件13位于承托机座15上方中部,顶升组件12位于导向输送组件13下方,拍齐组件11位于导向输送组件13周侧,拍齐组件11、顶升组件12以及导向输送组件13均与驱动组件14相连且受驱动组件14控制。拍齐组件11包括扶垛架111、对中板112、用于调整扶垛架111与对中板112位置的调节组件113以及限位板114,调节组件113还包括对中块1131,导向输送组件13远离链式输送线4的一侧以及运动方向的左右两侧均设有对中板112,扶垛架111位于对中板112远离导向输送组件13的一侧,扶垛架111位于导向输送组件13远离链式输送线4的一侧以及导向输送组件13远离码包机器人2的一侧,限位板114的竖直截面呈L形,限位板114位于导向输送组件13靠近链式输送线4的一侧,导向输送组件13具体为链式传送带,限位板114设置于导向输送组件13的两根链条之间,对中块1131位于远离码包机器人2的那块对中板112的外侧。工作时,首先通过导向输送组件13以及驱动组件14将栈板运入,然后通过拍齐组件11与顶升组件12调整栈板到便于码包的位置(栈板四角最低处与两个扶垛架111的夹角在同一处),码包结束后再通过导向输送组件13以及驱动组件14将码放有码好砖垛的栈板运离。
参考图1与图3,码包机器人2包括码包机器人机座21、第一工业机器人22以及砖包夹具23,第一工业机器人22为六轴工业机器人,砖包夹具23可拆卸连接于工业机器人手臂末端。工作时,六轴工业机器人借助砖包夹具23将砖包码放到放置于承托倾斜装置1上的栈板。
参考图4,水平捆轧机3包括带框31、带仓32、捆扎电机33以及本体机架34,带框31沿重力方向滑动连接于本体机架34,带仓32设置于本体机架34底部靠近链式输送线4的位置,捆扎电机33固定连接于带框31。工作时,带框31从停放位置滑动到捆扎位置,捆扎电机33驱动带仓32内存储的捆扎带对码垛好的砖包进行捆扎,完成捆扎后带框31返回停放位置,在本实施例中,水平捆轧机3是型号为HS-001的水平式捆轧机。
参考图5,链式输送线4包括输送机架41、链式输送电机42、链条43、对齐部件44、传动部件45以及导向部件46,链式输送电机42固定连接于输送机架41侧面,导向部件46设置于输送机架41中部,链条43通过导向部件46可拆卸连接于输送机架41,链条43通过传动部件45与链式输送电机42相连,对齐部件44固定连接于输送机架41,对齐部件44相对设置于链条43外侧。工作时,链式输送电机42通过传动部件45驱动链条43在导向部件46的引导下运动,带动链条43上方存放的物品运动,对齐部件44将链条43上方存放的物品对齐,保证物品输送过程的稳定性。
参考图1与图6,栈板取放机器人5包括栈板取放机器人机座51、第二工业机器人52以及栈板夹具53,第二工业机器人52为四轴工业机器人,栈板夹具53设置于第二工业机器人52手臂末端。工作时,四轴工业机器人借助栈板夹具53将栈板从第二栈板输送部件8抓取并放置到链式输送线4上。
参考图7,第一栈板输送部件6包括第一栈板输送机架61、第一栈板挡架62、第一栈板输送线63以及第一栈板输送电机64,第一栈板输送线63设置于第一栈板输送机架61上,第一栈板输送电机64与第一栈板输送线63相连且为第一栈板输送线63提供动力,第一栈板挡架62固定连接于第一栈板输送机架61,第一栈板挡架62位于第一栈板输送线63一侧。工作时,工作人员借助叉车将成垛的栈板放置到第一栈板输送线63上,第一栈板输送电机64驱动第一栈板输送线63将成垛的栈板送入栈板库7,栈板库7通过切分模式快速将叠垛栈板切分为单块栈板。
参考图1与图8,栈板库7包括栈板库机架71、栈板顶升部件72、栈板库输送线73、栈板夹持部件74以及栈板库输送电机75,栈板库输送线73设置于栈板库机架71上,栈板库输送电机75与栈板库输送线73相连且为栈板库输送线73提供动力,栈板顶升部件72固定连接于栈板库机架71,栈板顶升部件72相对设置于栈板库输送线73中间下方,栈板夹持部件74固定连接于栈板库机架71,栈板夹持部件74设置于栈板库机架71两侧的位置,成垛的栈板在栈板夹持部件74和栈板顶升部件72的切分下,分成单个栈板,离开栈板库7,栈板库输送电机75驱动栈板库输送线73将栈板转运到第二栈板输送部件8位置。
参考图1与图9,第二栈板输送部件8包括第二栈板输送机架81、第二栈板输送线82以及第二栈板输送电机83,第二栈板输送线82设置于第二栈板输送机架81上,第二栈板输送电机83与第二栈板输送线82相连且为第二栈板输送线82提供动力。工作时,第二栈板输送电机83驱动第二栈板输送线82将来自栈板库7的栈板输送到便于栈板取放机器人5抓取的位置。
参考图1与图10,汇流输送线9包括换向装置91与运送装置92,汇流输送线9的运动方向与链式输送线4的运动方向互相垂直,换向装置91与链式输送线4靠近栈板取放机器人5的一端对接。工作时,码垛并捆扎好的砖包经由链式输送线4运送到换向装置91处,经过换向后由运送装置92运至仓库。
实施例二:
参照图11,本实施例为应用实施例一的码垛方法实施例,包括以下过程:
S1、准备栈板:单块栈板103堆叠成的栈板垛104经叉车放到第一栈板输送部件6,栈板垛104通过第一栈板输送部件6进入栈板库后7,开始进行切分。第一栈板输送部件6配备有一个栈板垛运动提醒装置,用于提示栈板垛通过第一栈板输送部件进入栈板库这一过程;
S2、切分单个栈板:栈板顶升部件72将堆叠的栈板垛104向上顶升使其离开栈板库输送线73,然后栈板夹持部件74将栈板垛104中从栈板顶升部件72顶升方向上的第二个单个栈板103的位置夹持后,栈板垛104中位于最底层的栈板随所述栈板顶升部件72开始下降,附着在栈板顶升部件72的栈板下降到栈板库输送线73上,完成单个栈板的切分,栈板库7切分的单块栈板103经栈板库输送线73输送到第二栈板输送部件8的待取位置。该步骤中通过栈板顶升部件72和栈板夹持部件74配合工作,对栈板垛104进行切分。具体地,栈板顶升部件72由气缸驱动,栈板顶升部件72的顶升高度有两个,参照图13,一个顶升的高度位置是与栈板顶升部件72的夹具下端面持平的位置一P1,另外一个顶升的高度位置是栈板顶升部件72的夹具下方距离夹具下端面一个栈板103高度的位置二P2。栈板顶升部件72配备有一个余量检测装置,用于在栈板库7的栈板夹持部件74所夹持的栈板103只剩下最后一块时,提醒第一栈板输送部件6将单块栈板103堆叠成的栈板垛104输送到栈板库7,具体切分过程包括以下步骤:
S21、第一块栈板切分过程:栈板顶升部件72上升到位置二P2,栈板夹持部件74夹持栈板垛104,栈板顶升部件72下降回位的同时将所述第一块栈板103也带着下降到栈板库输送线73上,完成第一块栈板的切分;
S22、中间栈板切分过程:栈板顶升部件72上升到位置一P1,栈板夹持部件74释放栈板垛,栈板顶升部件72下降到位置二P2,栈板夹持部件74夹持栈板垛104,栈板顶升部件72下降回位的同时将此时栈板垛104中最底下的栈板103也带着下降到栈板库输送线73上,如此循环中间栈板切分过程,完成中间栈板的切分;
S23、最后一块栈板切分过程:栈板顶升部件72上升到位置一P1,栈板夹持部件74释放栈板垛,栈板顶升部件72下降回位的同时将所述最后一块栈板103也带着下降到栈板库输送线73上,完成最后一块栈板103切分。
S3、输送栈板:栈板库7切分的单块栈板103经栈板库输送线73输送到第二栈板输送部件8的待取位置后,栈板取放机器人5将单块栈板103从第二栈板输送部件8抓取并移送到链式输送线4,拍齐对中后再经由链式输送线4进入承托倾斜装置1,承托倾斜装置1开始对栈板103进位定位,具体定位过程为:首先限位板114将栈板103靠近链式输送线4一侧的位置通过自身的L形结构确定,然后扶垛架111中远离靠近链式输送线4的一个通过同位置的对中板112将栈板103远离链式输送线4一侧的位置确定,并与限位板114配合将栈板103在链式输送线4的运动方向上锁定,接着通过对中板112中靠近码包机器人2的那块将栈板103在靠近码包机器人2的位置通过抵接确定,最后通过对中块1131将栈板103在远离码包机器人2的位置通过抵接确定,并与限位板114配合将栈板103在垂直于链式输送线4的运动方向上锁定。顶升组件12缩回使栈板103保持倾斜角度,并由倾斜方向的两侧扶垛架111向上伸出,保持在栈板103两侧边缘处于扶垛状态,等待码包机器人2进行瓷砖的砖包101码放;
S4、砖包101的码放以及捆扎:码包机器人2按预定规格将砖包101在倾斜状态栈板103上码放成砖垛102,在瓷砖砖垛102码放完成后,水平捆轧机3开始下降,水平捆轧机3下降到第一条带(砖垛上端位置),顶升组件12顶升,使砖垛102保持水平位置,水平捆轧机3开始捆轧第一条带,捆轧完成后,通过调节组件113改变扶垛架111的位置,使得扶垛架111与地面平齐,水平捆轧机3下降到第二条带(砖垛中间位置)进行捆扎,捆轧完成后,水平捆轧机3下降到第三条带(砖垛下端位置)进行捆扎,捆轧完成后,水平捆轧机3开始上升至上端(机器人工作区域安全高度上方),砖垛102捆扎完成;
S5、砖垛运输:捆扎好的砖垛102通过承托倾斜装置1的导向输送组件13进入链式输送线4,再经过链式输送线4的输送,通过汇流输送线9送入仓库;
S6、重复过程S1到S5,循环作业。
实施例三:
参照图12,本实施例公开了一种双机器人协作码垛集成系统,包括五个实施例一所公开的双机器人协作码垛集成设备,相邻两个的双机器人协作码垛集成设备中的汇流输送线9对接形成系统汇流输送线,系统汇流输送线的一侧设置双机器人协作码垛集成设备的第一栈板输送部件、栈板库以及第二栈板输送部件9R,系统汇流输送线的另一侧设置双机器人协作码垛集成设备的承托倾斜装置、码包机器人、水平捆轧机、链式输送线以及栈板取放机器人9L。
根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对发明构成任何限制。
- 一种双机器人协作码垛集成设备、系统及方法
- 一种双机器人协作码垛集成设备以及系统