双导轨斜滑块和隧道滑块组合成型的模具
文献发布时间:2023-06-19 10:25:58
技术领域
本发明属于热塑性塑料成型模具领域,涉及双导轨斜滑块和隧道滑块组合成型的模具,主要应用于带有倒扣的塑料产品的注塑模具,尤其应用于塑料产品的倒扣需要在注塑模具的深腔中成型的情况。
背景技术
塑料产品广泛应用于我们的生活和生产中,其优点主要表现在重量轻、有多种实际应用功能、有良好的理化性能、良好的可塑性和可持续利用等,为了满足特定功能塑料产品往往设置有各种倒扣形状,对于塑料产品的倒扣需要在注塑模具的深腔中成型的情况,常规的滑块结构或斜顶结构无法实现注塑生产。
发明内容
本发明的目的是提供双导轨斜滑块和隧道滑块组合成型的模具,依靠弹簧、勾腿、双导轨斜滑块和隧道滑块的配合使用,实现塑料产品深腔倒扣的脱模防止拉伤,保证塑料产品生产稳定进行。
本发明要解决的技术问题是提供双导轨斜滑块和隧道滑块组合成型的模具,解决了带有倒扣的塑料产品注塑成型中的问题,尤其对于塑料产品的倒扣需要在注塑模具的深腔中成型时存在的问题,生产出达到技术要求和使用要求的塑料产品。
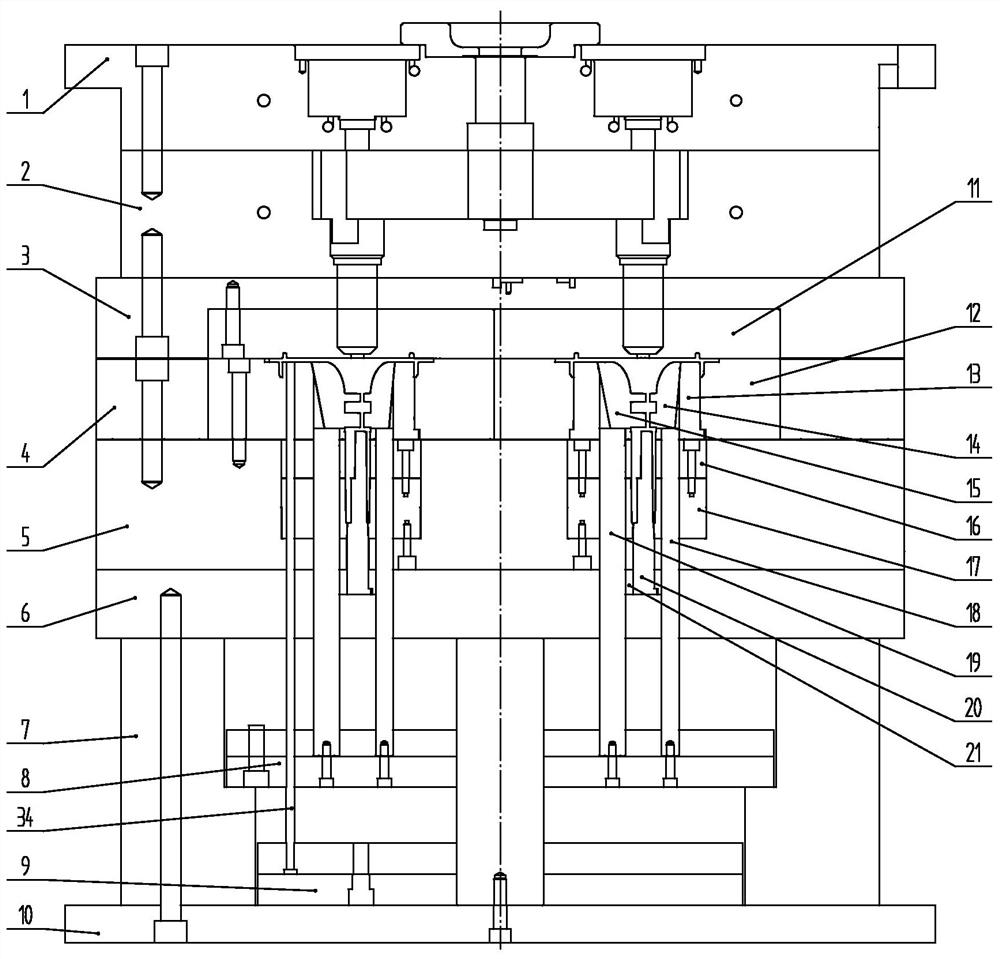
本发明的技术方案是:双导轨斜滑块和隧道滑块组合成型的模具其结构包括:定模底板1、热流道板2、定模板3、动模板4、动模垫板A5、动模垫板B6、方铁7、面针板组A8、面针板组B9、动模底板10、定模镶块11、动模镶块12、动模镶件A13、斜滑块A14、斜滑块B15、定位块A16、定位块B17、顶出杆A18、顶出杆B19、动模镶件B20、垫块21、压块22、勾腿23、弹簧A24、固定块A25、固定块B26、滑块芯子27、弹簧B28、导向块29、限位块30、固定块C31、弹簧C32、带肩螺栓33和圆顶杆34,其连接关系为,定模底板1与热流道板2面接触由螺栓锁紧固定,热流道板2与定模板3面接触由螺栓锁紧固定,定模底板1、热流道板2和定模板3由导正柱连接,动模垫板B6上设置有导柱,定模板3、动模板4和动模垫板A5上设置有导套,定模板3、动模板4、动模垫板A5和动模垫板B6由导柱导套连接,动模底板10与方铁7面接触由螺栓锁紧固定,方铁7与动模垫板B6面接触,方铁7、动模垫板B6与动模底板10由螺栓锁紧固定,面针板组A8与方铁7上设置的阶梯面接触并限位,面针板组B9与动模底板10面接触,定模镶块11与定模扳3面接触紧密配合由螺栓锁紧固定,动模镶件A13与动模镶块12面接触挂台限位,动模镶件A13、动模镶块12和动模板4面接触紧密配合,动模镶件A13、动模镶块12和动模垫板A5面接触由螺栓锁紧固定,斜滑块A14上设置有通腔和斜面,所述通腔上设置有两处凸台,顶出杆A18上设置有两处导轨,斜滑块A14上设置的凸台与顶出杆A18上设置的导轨面接触滑动配合,斜滑块B15和顶出杆B19的连接方式与斜滑块A14和顶出杆A18的连接方式相同,斜滑块A14上设置的斜面和斜滑块B15上设置的斜面分别与动模镶件A13面接触滑动配合,斜滑块A14和斜滑块B15与定位块A16间隙配合,顶出杆A18和顶出杆B19与定位块A16面接触滑动配合,顶出杆A18和顶出杆B19与定位块B17面接触滑动配合,定位块A16和定位块B17面接触靠销钉定位由螺栓锁紧固定,定位块A16和定位块B17与动模垫板A5面接触紧密配合由螺栓锁紧固定,顶出杆A18、顶出杆B19与动模垫板B6间隙配合,顶出杆A18、顶出杆B19与面针板组A8面接触由螺栓锁紧固定,动模镶件B20与定位块B17面接触并配合,动模镶件B20与垫块21面接触挂台限位,垫块21与动模垫板B6面接触紧密配合由螺栓锁紧固定,压块22与定模扳3面接触紧密配合由螺栓锁紧固定,勾腿23与动模板4面接触紧密配合靠挂台限位由螺栓锁紧固定,勾腿23和压块22之间安装有阻尼销,阻尼销由螺栓固定在勾腿23上,弹簧A24与动模板4间隙配合,弹簧A24与勾腿23面接触并限位,滑块芯子27与固定块C31面接触紧密配合由挂台限位,滑块芯子27头部与动模镶件B20面接触并封料,导向块29与固定块C31面接触销钉定位由螺栓锁紧固定,固定块A25上设置有通槽,固定块B26上设置有凸台,固定块A25和固定块B26面接触靠凸台限位由螺栓锁紧固定,滑块芯子27、固定块C31和导向块29作为一个整体与固定块A25和固定块B26配合后形成的方穴面接触滑动配合,限位块30与固定块A25面接触由螺栓锁紧固定,开模状态下对导向块29进行限位,勾腿23与固定块A25面接触滑动配合,勾腿23与导向块29斜面楔紧配合,弹簧C32与动模板4间隙配合,弹簧C32与定模扳3面接触,带肩螺栓33与面针板组B9面接触挂台连接,带肩螺栓33与面针板组A8螺栓连接,圆顶杆34与动模镶件A13面接触滑动配合,圆顶杆34与动模板4、动模垫板A5、动模垫板B6和面针板组A8间隙配合,圆顶杆34与面针板组B9间隙配合由挂台连接并限位。
双导轨斜滑块和隧道滑块组合成型的模具的工作原理为:利用弹簧C32弹力的作用实现定模扳3和动模板4先分离,阻尼销和弹簧A24的配合作用实现定模扳3和动模板4开模时勾腿23做直线运动,勾腿23对导向块29的楔紧力去除,在弹簧B28弹力的推动下滑块芯子27滑动与动模镶件B20分离,同时脱离塑料产品上的第一倒扣,顶出时在成型机的作用下,利用带肩螺栓33的支撑作用实现面针板组A8和面针板组B9先同步顶出,斜滑块A14和斜滑块B15分别在顶出杆A18和顶出杆B19的作用下做斜滑运动脱离塑料产品的第二倒扣,此时圆顶杆34做直线顶出运动,当面针板组A8与动模垫板B6接触时,面针板组A8停止运动,斜滑块A14和斜滑块B15停止斜滑,面针板组B9带动圆顶杆34继续做直线顶出运动,实现产品的完全顶出。
本发明的有益效果是:本模具通过弹簧A24弹力的作用和阻尼销摩擦力的作用,实现了勾腿23的直线运动,通过弹簧B28弹力的作用促使滑块芯子27做横向直线运动,脱离塑料产品第一倒扣,通过顶出杆A18和顶出杆B19对斜滑块A14和斜滑块B15的推动作用,在斜滑块A14和斜滑块B15上设置的双导轨的导向作用下斜滑,脱离塑料产品第二倒扣,解决了带有倒扣的塑料产品模具成型中的问题,尤其适用于塑料产品的倒扣处于注塑模具深腔中的情况,节约了模具成本,简化了模具结构,工作平稳可靠,有效利用模具空间,提高了生产效率。
附图说明
以下结合附图,以实施例具体说明。
图1是双导轨斜滑块和隧道滑块组合成型的模具的组装示意图一。
图2是双导轨斜滑块和隧道滑块组合成型的模具的组装示意图二。
图3是双导轨斜滑块和隧道滑块组合成型的模具的组装示意图三。
图4是双导轨斜滑块和隧道滑块组合成型的模具的内部组件示意图四。
图5是双导轨斜滑块和隧道滑块组合成型的模具的内部组件示意图五。
图6是双导轨斜滑块和隧道滑块组合成型的模具的内部组件剖切示意图六。
图中:1定模底板;2热流道板;3定模板;4动模板;5动模垫板A;6动模垫板B;7方铁;8面针板组A;9面针板组B;10动模底板;11定模镶块;12动模镶块;13动模镶件A;14斜滑块A;15斜滑块B;16定位块A;17定位块B;18顶出杆A;19顶出杆B;20动模镶件B;21垫块;22压块;23勾腿;24弹簧A;25固定块A;26固定块B;27滑块芯子;28弹簧B;29导向块;30限位块;31固定块C;32弹簧C;33带肩螺栓;34圆顶杆。
具体实施方式
下面结合技术文字和附图详细叙述发明的具体实施例。
装配模具时,定模底板1与热流道板2面接触,螺栓穿过定模底板1将其与热流道板2锁紧固定,定模镶块11配装在定模板3加工好的型腔内,螺栓穿过定模镶块11将其与定模板3锁紧固定,螺栓穿过定模板3将其与热流道板2锁紧固定,压块22配装在定模扳3加工好的沉孔内,螺栓穿过压块22将其与定模扳3锁紧固定(见图1)。动模镶件A13配装在动模镶块12加工好的通腔内由挂台限位,斜滑块A14和斜滑块B15配装在动模镶件A13加工好的斜腔内,动模镶件A13、动模镶块12、斜滑块A14和斜滑块B15作为一个整体配装在动模板4加工好的通腔内,阻尼销配装在勾腿23上加工好的沉孔内并由螺栓锁紧定位,螺栓穿过勾腿23上加工好的螺栓过孔,弹簧A24穿在螺栓上,勾腿23和弹簧A24作为一个整体配装在动模板4加工好的方穴内,螺栓将勾腿23锁紧固定由勾腿23上设置的挂台限位;动模镶件B20配装在垫块21加工好的型腔内由挂台限位,动模镶件B20和垫块21作为整体配装在动模垫板B6加工好的型腔内,螺栓穿过动模垫板B6将垫块21锁紧固定,定位块A16和定位块B17配装,螺栓穿过定位块A16将其与定位块B17锁紧固定,定位块A16和定位块B17作为一个整体配装在动模垫板A5加工好的型腔内,螺栓穿过动模垫板A5将定位块B17锁紧固定(见图2)。滑块芯子27配装在固定块C31加工好的型腔内,销钉配装在导向块29和固定块C31上加工好的销孔内对其限位,螺栓穿过固定块C31将其与导向块29固定,固定块A25与固定块B26配装并由螺栓固定,滑块芯子27、固定块C31和导向块29作为一个整体配装在固定块A25与固定块B26组装后形成的通腔内,限位块30配装在固定块A25上加工好的阶梯台面上(见图3、4)。螺栓穿过限位块30将其与固定块A25锁紧固定,弹簧B28套装在滑块芯子27上,固定块A25与固定块B26组件作为一个整体配装在动模垫板A5加工好的隧道内(见图2)。圆顶杆34配装在面针板组B加工好的顶杆孔内由挂台限位,顶出杆A18和顶出杆B19配装在面针板组A8加工好的沉孔内,螺栓穿过面针板组A8将其锁紧固定,带肩螺栓33穿过面针板组B9与面针板组A8锁紧固定(见图3)。动模底板10与方铁7面接触,螺栓穿过动模底板10将其与方铁7锁紧固定;顶出杆A18和顶出杆B19穿过动模板4、动模垫板A5和动模垫板B6与斜滑块A14和斜滑块B15分别配装,圆顶杆34穿过动模板4、动模垫板A5和动模垫板B6与动模镶件A13配装;螺栓穿过动模板4将其与动模垫板A8锁紧固定,螺栓穿过动模底板10和方铁7将其与动模垫板B6锁紧固定(见图1)。
模具运动过程为:注塑完成后,在弹簧C32弹力的作用下,定模扳3和动模板4首先分离,在阻尼销和弹簧A24的作用下勾腿23推动导向块29滑动,弹簧B28弹力推动固定块C31做直线运动脱离塑料产品上的第一倒扣,成型机推动面针板组B9做直线运动,在带肩螺栓33的作用下,面针板组A8随同面针板组B9一起做直线运动,圆顶杆34和斜滑块A14、斜滑块B15共同作用于塑料产品,斜滑块A14和斜滑块B15脱离塑料产品上的第二倒扣,当面针板组A8与动模垫板B6面接触时停止运动,面针板组B9在成型机的作用下继续前进从而圆顶杆34将塑料产品从型腔中顶出。
以上所述是本发明的优越实施方式,应当指出,对于本发明所属技术领域的技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
- 双导轨斜滑块和隧道滑块组合成型的模具
- 双导轨斜滑块和隧道滑块组合成型的模具