一种基于墙材生产线的窑车识别方法及系统
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及工业自动化控制行为优化领域,尤指一种基于墙材生产线的窑车识别技术。
背景技术
目前国内的砖瓦烧结工厂中,隧道窑成为了首选的砖瓦生产设备,这是我国砖瓦行业技术迅速发展进步的重要标志。但目前国内隧道窑生产过程自动化水平还普遍比较落后,现有的墙材制造生产线的窑车仍需要人工操作,对生产线设备还停留在手动控制阶段。摆渡车是整个砖窑生产过程中重要的运载工具,窑车作为运载砖的直接工具,辅助摆渡车完成了整个生产过程中的调度。在实际的生产过程中,摆渡车有比较高的使用频率,很多工艺过程还采用人工操作,墙材烧结的程度需要生产线工作人员的经验来判断,这种操作方式不能连续作业,导致工人劳动强度高,生产效率低,生产出来的墙板总是存在个别的缺陷。具体来说存在着如下的缺点:
1.人工的可靠性,准确性较低;
2.相对于自动化设备,人工的工作效率较低;
3.无法对窑厂所有的窑车现在处于哪个生产环节进行准确定位;
4.窑道内对于搭载不同材料的窑车烧结时间无法准确判断,从而影响烧结质量。
而要解决这一系列问题,急需要研制一种自动化程度较高的能连续作业的墙板生产线设备。
发明内容
为解决上述问题,本发明的主要目的在于,提供一种基于墙材生产线的窑车识别方法及系统。本发明主要是欲通过对现场生产环境的分析,从而能设计出一种基于墙材生产线的窑车识别技术的设计,拟解决在高噪声环境下树莓派通过摄像头识别的窑车编号信息稳定传输给PLC的问题。从而为上位机组态软件与烧结的节拍均衡算法提供数据。
为解决上述技术问题,本发明提供了一种基于墙材生产线的窑车识别系统及方法,其主要是包含:一个窑车标志牌,设置于窑车侧壁,以根据窑厂内窑车的总数对窑车进行编号;一个整体检测装置放置,设置于码坯线向空窑车上搬运制成的墙材的指定位置的侧边的检测区域;该整体检测装置放置,包含窑车标志牌检测装置,主要是由摄像头、树莓派、及PLC构成,其中树莓派对摄像头拍摄的图像进行车牌识别,并将数据及时返回给PLC,而树莓派向PLC发送的数据是用于上位机组态软件显示此时当前是哪个窑车正在码砖。主要是包含:步骤一、在窑车侧面设置窑车标志牌,该窑车标志牌是根据窑厂内窑车的总数对窑车进行编号;步骤二、由摄像头拍摄位于检测区域的窑车标志牌;步骤三、树莓派对摄像头拍摄的图像进行车牌识别,并将数据及时返回给PLC,而树莓派向PLC发送的数据是用于上位机组态软件显示此时当前是哪个窑车正在码砖。
其中较佳的是:在所述整体检测装置放置还包含有用于检测该检测区域中是否有窑车在等待的窑车到位检测装置,窑车到位检测装置中的检测开关检测到检测区域有窑车等待时,PLC接收到检测开关的输入信号,向树莓派发送唤醒信息。其中,窑车到位检测装置的检测区域中是否有窑车在等待的检测开关没有响应时,树莓派是处于休眠状态,而当检测到检测区域有窑车等待时,PLC接收到检测开关的输入信号,此时向树莓派发送唤醒信息,被唤醒后,树莓派进行车牌识别,并将数据及时返回给PLC,发送成功后则再次进入休眠状态。
其中较佳的是,位于检测区域处的PLC包含与树莓派进行数据传输的检测单元,该位于检测区域处的PLC具有三个作用:一是控制半车返回以及码坯线处的地爬车;二是接收上位机的信号,通过无线方式控制中间摆渡车的动作;三是接收树莓派传输的数据,并将数据发送至上位机组态软件用于显示。
其中较佳的是,所述窑车识别系统的检测单元硬件模块包括电源模块、CPU模块、数据传输模块及数据存储模块;电源模块输出电源供给CPU模块与数据传输模块及数据存储模块,数据存储模块用于保存历史数据信息,并将数据传输给CPU处理;数据传输模块接收CPUPLC发出的数据指令,而CPU接收PLC发出的指令后,接收树莓派发送的识别信息,并将信息封装为PLC可接收处理的信息,将数据发送给PLC,以完成了PLC与树莓派之间的通信。
本发明还公开了一种应用于上述方案要的树莓派与PLC的数据传输模块的装置,其包含:电源模块、CPU模块、数据传输模块及数据存储模块;电源模块输出电源供给CPU模块与数据传输模块及数据存储模块,数据存储模块用于保存历史数据信息,并将数据传输给CPU处理;数据传输模块接收PLC发出的数据指令,而CPU接收PLC发出的指令后,接收树莓派发送的识别信息,并将信息封装为PLC可接收处理的信息,将数据发送给PLC,以完成PLC与树莓派之间的通信。
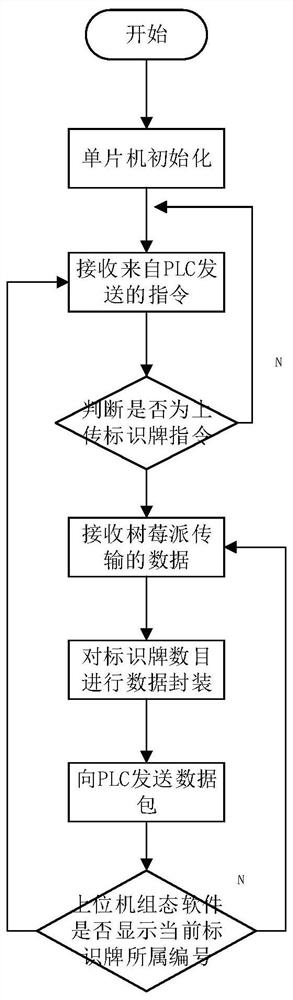
较佳的是所述数据传输模块功能的主要步骤如下:
(1)系统上电,进行CPU模块初始化;
(2)接收PLC发送的指令,判断是否为上传标识牌号码指令,如果不是该指令,请求再次发送指令;
(3)接收树莓派发送的数据,判断标识牌数目是否超过预定数值;
(4)对发送来的数据进行封装,将其封装为PLC可以识别的信息后,进行发送。
本发明有益效果在于,本发明以工业现场为研究对象,借助上述技术方案,能够在高噪声环境下树莓派通过摄像头识别的窑车编号信息稳定传输给PLC,从而为上位机组态软件与烧结的节拍均衡算法提供数据。保证了在生产流程中不会错失每一个生产步骤,当出现紧急情况或出现错误时也能更好的进行问题的追溯,准确的对问题窑车进行检测、维修。其在生产流程中能对窑车所搭载的墙材进行判断,也可以在整个生产流程中对指定的窑车进行追踪。
附图说明
图1为窑车在各窑道间的运转流程图;
图2本发明的窑车标志牌示意图;
图3本发明的墙材生产线的检测区域示意图;
图4本发明的窑车到位检测装置拓扑示意图;
图5本发明应用的总体系统框图;
图6本发明硬件框图;
图7本发明的系统流程图。
具体实施方式
下面通过实施例,并结合附图,对本发明的技术方案做进一步具体的说明。
本发明的主要技术构思在于通过对现场生产环境的分析,从而研发出一种基于墙材生产线的窑车识别技术,拟解决在高噪声环境下在树莓派(Raspberry Pi,简写为RPi)通过摄像头识别的窑车编号信息时稳定传输给PLC(可编程逻辑控制器)的问题。从而借此能实现为上位机组态软件与烧结的节拍均衡算法提供数据的目的·。
以下实施例用于说明本发明,但不用来限制本发明的范围。
本发明提供的一种基于墙材生产线的窑车识别方法的技术方案如下:
如图1所示,为窑车在各窑道间的运转流程图。工作中,窑车是通过地爬车、入道液压顶、入窑出窑摆渡车完成在各条窑道之间的运转以此来完成制砖过程中所有的工艺流程,各条窑道包括制坯、码坯道、自然干燥道、干燥窑、焙烧窑、卸砖道(卸车道)。地爬车是用来推动窑车完成窑车在自然干燥道从窑道头到窑道尾的运动。入道油顶将窑车分别送上干燥窑或焙烧窑。入窑出窑摆渡车完成窑车在各种窑道间的切换。
其工艺流程简述如下:
当卸砖道检测到窑车装载为空,由上位机调度系统调度西摆渡车到卸砖道,将空窑车摆渡至制坯、码坯道,原料经过三级粉碎后进入陈化库,在陈化库中增强原料的粘度后进行再次粉碎和注水的多级工序后,经过切坯、制坯后,自动码坯机将砖坯有序地堆放在由卸砖道调度来的空窑车上。
装载砖坯的窑车由中间摆渡车依次送往三个自然干燥窑道,装载砖坯的窑车由地爬车运送至自然干燥窑道出口端并被东摆渡车牵引送上已经等候的东摆渡车。
东摆渡车和干燥道油顶将窑车送入干燥窑进行干燥,之后在干燥窑中的窑车被干燥道油顶送至干燥道出口端,再由西摆渡车和焙烧窑油顶把窑车送入焙烧窑进行焙烧,砖坯焙烧好后,在焙烧窑中的窑车被焙烧窑油顶和东摆渡车送上东摆渡车,东摆渡车把窑车送至卸砖道,在卸砖道上进行卸砖操作,并进行质量检测,合格成品通过半自动卸砖机打包入库。已卸载完成的空窑车被地爬车送至卸砖道出口端并将空窑车送至空板回车道,当上位机调度系统检测到制坯、码坯环节需要空车运载时,东摆渡车将空板回车道的空窑车调度到制坯、码坯车道。整个生产工艺流程结束。
而在自动化生产线中,需要实时对每个窑车的施工流程进行监控,从而保证不会错失每一个生产步骤,并且在出现紧急情况或出现错误时也能更好的进行问题的追溯,能准确的对问题窑车进行检测、维修。
因此,发明人依照现场高温、高湿以及工业生产流程的特点,设计出了一种窑车标志牌,如图2所示,为本发明设计的窑车标志牌,以便可根据窑厂内窑车的总数对窑车进行编号,从而能对窑车所搭载的墙材进行判断,也可以在整个生产流程中对指定的窑车进行追踪。
根据树莓派检测图片并分析出最终结果的时间,在考虑到不破坏整条生产线的结构的条件下,在本具体实施方案中,是把整体检测装置放置在如图3所示的检测区域。
在窑车到达码坯线指定位置时,由于需要在空窑车上搬运刚刚制成的墙材,需要停留较长的时间(约20分钟),这段时间为树莓派识别标识牌以及处理图像信息以及发送数据提供了保障。但由于生产现场一直处于高温、高湿的条件下,因此一方面,需要及时做散热处理的树莓派的稳定工作状态难以得到充足的保障,另一方面,如果在检测区域没有窑车时,树莓派却仍然处于一直进行高速的图像采集以及处理的状态,难免会造成一定的资源浪费,因此,在本具体实施例中,是在检测区域内安装了检测开关(在此以光电开关为例),以此来检测检测区域是否有窑车在等待。
如图4所示,为本发明的窑车到位检测装置示意图,该窑车到位检测装置包含有检测该检测区域中是否有窑车在等待的检测开关。如果检测开关没有响应,则树莓派便一直处于休眠状态,而当检测到检测区域有窑车等待时,PLC接收到检测开关的输入信号,此时向树莓派发送唤醒信息。被唤醒后,树莓派进行车牌识别,并将数据及时返回给PLC,发送成功后则再次进入休眠状态,而树莓派向PLC发送的数据是用于上位机组态软件显示此时当前是哪个窑车正在码砖。
与树莓派进行数据传输的PLC位于检测区域处,此处的PLC具有三个作用:一是控制半车返回以及码坯线处的地爬车;二是接收上位机的信号,通过无线方式控制中间摆渡车的动作;三是接收树莓派传输的数据,并将数据发送至上位机组态软件用于显示。
在检测区域处的PLC,接收上位机的信号后,通过无线方式控制中间摆渡车,检测区域PLC的485通信作为主站,中间摆渡车处PLC作为通信从站,接收主站发送的信息并执行,树莓派发送检测数据时,将TTL信号转换为485信号连接至检测区域的PLC,这样就出现了一个问题,树莓派无法作为从站与检测区域的PLC进行通信,因为树莓派无法进行站点号的设定,而当树莓派作为主站,检测区域的PLC作为从站时,此时检测区域的PLC无法主动向中间摆渡车发送消息,由此接收到上位机发出的指令后无法向中间摆渡车发出动作命令,发生了相应的消息堵塞。
由此需设计一种基于工业现场的树莓派与PLC通信模块。需解决的问题主要有树莓派从站的设立,双方通信协议的确定。
为此,本系统以现场PLC通信协议为基础,对原有的modbus协议进行裁剪,运用的功能主要有读出寄存器内容(功能码为0x 03),其通信协议的数据位为树莓派进行图像处理后并分析得出的二进制码。
如图5所示,为本发明的整体系统框图。如图6所示为本发明的硬件框图,其中硬件模块包括电源模块、CPU模块、数据传输模块,数据存储模块。软件的设计包括上述通信协议的设定。
在此,首先介绍硬件设计,电源模块输入为PLC机柜的220V,输出为3.3v,输出电源供给单片机与数据接收与传输模块。数据存储模块,保存历史数据信息,并将数据传输给CPU处理。显示模块主要负责的任务是查看模块的供电是否正常。数据传输模块一方面接收PLC发出的数据指令,此指令多为查询指定寄存器的指令,另一方面,CPU接收PLC发出的指令后,接收树莓派发送的识别信息,将信息封装为PLC可接收处理的信息,将数据发送给PLC。完成了PLC与树莓派之间的通信。
而如图7所示,为本发明的数据传输模块功能的实现流程图。其主要步骤如下:
(1)系统上电,进行CPU模块初始化;
(2)接收PLC发送的指令,判断是否为上传标识牌号码指令,如果不是该指令,请求再次发送指令;
(3)接收树莓派发送的数据,判断标识牌数目是否超过预定数值;
(4)对发送来的数据进行封装,将其封装为PLC可以识别的信息后,进行发送。
综上所述,本发明主要提供了以下的技术内容:
(1)给出了窑厂检测窑车方式的方法;
(2)提供了一种基于工业现场的树莓派与PLC的数据传输模块的实现方案。
以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解,依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明的权利要求范围当中。
- 一种基于墙材生产线的窑车识别方法及系统
- 一种基于二维码的用于喷涂生产线的工件识别系统及识别方法