一种无时序多角度侧翻边成型模具
文献发布时间:2023-06-19 10:58:46
技术领域
本发明涉及一种侧翻边成型模具,特别是涉及一种汽车前、后盖外板零件可用的无时序多角度侧翻边成型模具。
背景技术
汽车制造中对于车身精度的要求越来越高,模具开发成本投入大。许多汽车部件都有侧翻边成型产品造型,对应的模具结构复杂,而侧翻边工艺内容往往由于模具空间不足而需增加一个或多个工序模具,此单序工艺占用模具空间大,结构复杂,加工难度大,且模具费用高。
中国专利201811347093.X本发明公开了一种冲压侧翻边模具,包括上模和下模,还包括:压料芯,设置在上模上,并向下凸起,且所述压料芯朝向所述下模的一侧形成第一倾斜面;上翻边镶块,固定设置于所述上模上;下翻边镶块,滑动地设置在所述下模上,并且所述下翻边镶块顶部形成第二倾斜面,与所述第一倾斜面配合,在所述压料芯的驱动下向第一方向滑动,想所述第一方向滑动的极限位置为:所述下翻边镶块与所述上翻边镶块抵压,实现对工件的翻边。但是该冲压侧翻边模具只能完成一个工序,不能实现多个不同工序的侧翻边工艺。
因此,需要一种可实现无时序多角度侧翻边的成型模具。
发明内容
鉴于以上所述现有技术的缺点,本发明的目的在于提供一种无时序多角度侧翻边成型模型,用于解决现有技术中在进行汽车侧翻边过程中磨具使用量多、费用高的问题。
为实现上述目的及其他相关目的,本发明提供一种无时序多角度侧翻边成型模具,包括上模、下模,其还包括置于下模上的活动凸模机构,所述活动凸模机构包括至少两个凸模块,所有凸模块构成侧翻边凸模;至少两组驱动机构,每组驱动机构驱动一个所述凸模块作升降运动,所述驱动机构包括驱动滑块以及驱动驱动滑块在所述下模上水平运动的驱动件,所述凸模块滑动置于所述驱动滑块上,且随驱动滑块水平运动作升降运动。
优选的,所述活动凸模机构包括两个相对设置的所述凸模块,以及置于两个凸模块之间滑动设置的活动凸块,所述活动凸块的两端分别与两个凸模块的端部相互衔接,所述活动凸块在驱动源驱动下作水平向运动。
优选的,所述活动凸块的驱动源为与所述上模相连的上模插刀。
优选的,所述活动凸块与回程弹簧相连。
优选的,所述驱动件为驱动气缸。
优选的,所述驱动滑块的顶部设有斜形滑面,所述凸模块的底部设有楔形滑块,所述楔形滑块与所述斜形滑面滑动接触配合。
优选的,所述凸模块与回程弹簧相连。
如上所述,本发明的一种无时序多角度侧翻边成型模具,具有以下有益效果:
将完成侧翻边的凸模机构分成多段独立运行的凸模块,同时凸模块之间两两无缝相接,其独立控制因此其运动无时序限制,无强制回程限制,凸模块之间运动能实现无干涉,无碰撞,提高了汽车外板零件侧翻边的效率,减少了汽车侧翻边过程中磨具使用数量、降低了成本。
附图说明
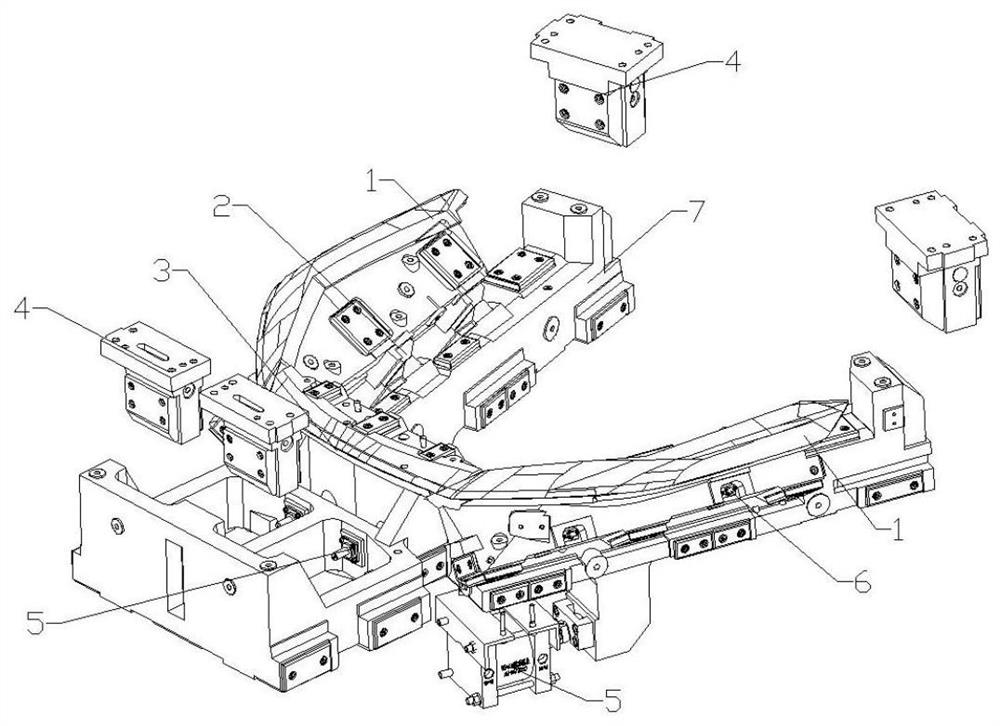
图1显示为本发明一种无时序多角度侧翻边成型模具结构示意图。
图2显示为本发明一种无时序多角度侧翻边成型模具的运动过程示意图。
1 凸模块
2 楔形滑块
3 活动凸块
4 上模插刀
5 驱动气缸
6 回程弹簧
7 驱动滑块
具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
如图1所示,本发明提供一种无时序多角度侧翻边成型模具,包括上模(未予图示)、下模(未予图示),其还包括置于下模上的活动凸模机构,所述活动凸模机构包括至少两个凸模块1,所有凸模块1构成侧翻边凸模;至少两组驱动机构,每组驱动机构驱动一个所述凸模块1作升降运动,所述驱动机构包括驱动滑块7以及驱动驱动滑块7在所述下模上水平运动的驱动件5,所述凸模块1滑动置于所述驱动滑块7上,且随驱动滑块7水平运动作升降运动。
本发明将完成侧翻边的凸模机构分成多段独立运行的凸模块1,即两个以上的凸模块1,同时凸模块1之间两两无缝相接,其独立控制因此其运动无时序限制,无强制回程限制,凸模块之间运动能实现无干涉,无碰撞,提高了汽车外板零件侧翻边的效率,减少了汽车侧翻边过程中磨具使用数量、降低了成本。
具体的,本实施例中活动凸模机构包括两个相对设置的所述凸模块1,以及置于两个凸模块1之间滑动设置的活动凸块3,所述活动凸块3的两端分别与两个凸模块1的端部相互衔接,所述活动凸块3在驱动源驱动下作水平向运动。本实施例中实现侧翻边的活动凸模机构其分为三段,且三段中的两段为凸模块1,其相对设置,作斜向升降运动,而另一段位于中间即活动凸块3,其作水平向运动,因此三段相互独立,可不同时序运动,无干涉。
本实施例中为实现凸模块1的升降运动,本实施例中凸模块1的底部设有楔形滑块2,所述驱动滑块7上部设有与所述楔形滑块2相配合的斜面,当驱动滑块7在上述驱动件5的驱动下作水平运动时,驱动滑块7上的斜面驱动楔形滑块2即凸模块1运动,以此通过斜面与楔形滑块2的配合实现了将水平运动转换为升降运动。上述驱动件5为驱动气缸。
凸模块1与驱动滑块7的配合不限于此,只需满足可实现驱动滑块7作水平运动时凸模块1作升降运动即可。
本实施例中两个凸模块1之间设置有活动凸块3,且所述活动凸块3的两端分别与两个凸模块1的端部相互衔接,所述活动凸块3和凸模块1上均设置有回程弹簧6。本实施例中活动凸块3的驱动源为设于上模上的上模插刀4,当上模向下运动时,上模插刀4伴随向下运动进而驱动活动凸块3作水平向运动。
如图2所示,为本实施例一种无时序多角度侧翻边成型模具中侧翻边冲压过程示意图,活动凸块3为水平运动凸模,具体工作过程是,在冲压时,上模插刀4与上模同步下压,上模插刀4与活动凸块3相配合构成斜楔机构,上模插刀4的斜面与活动凸块3的斜面接触,当上模插刀4下压时,能够推动活动凸块3朝向箭头S3所示方向移动。冲压完成后,上模插刀4与上模同步上升,活动凸块3在回程弹簧6的作用下回到原来位置。
凸模块1为斜向上运动凸模,具体工作过程是,驱动气缸推动驱动滑块7水平运动,沿着箭头S2所示方向,驱动滑块7上设置有凸模块1,驱动滑块7推动凸模块1,沿着箭头S1所示方向斜向上运动;特别的,当驱动气缸失效时,上模插刀4也可作为驱动滑块7的驱动源,以确保驱动滑块7能驱动凸模块1运动到工作状态,起安全作用。具体过程为,在冲压时,上模插刀4与上模同步下压,上模插刀4与凸模块1相配合构成斜楔机构,上模插刀4 的斜面与凸模块1的斜面接触,当上模插刀4下压时,能够推动凸模块1沿着箭头S1所示方向斜向上运动。冲压完成后,上模插刀与上模同步上升,凸模块1在自重和回程弹簧6的作用下沿箭头S1相反方向斜向下运动。
综上所述,本发明一种无时序多角度侧翻边成型模具,该模具增加了构成侧翻边凸模机构的子模块数量(即上述凸模块和活动凸模),上述凸模块和活动凸模之间两两无缝相接,无运动时序限制,无强制回程限制,上述凸模块和活动凸模之间运动能实现无干涉,无碰撞,提高了汽车外板零件侧翻边的效率,减少了汽车侧翻边过程中磨具使用数量、降低了成本。所以,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 一种无时序多角度侧翻边成型模具
- 一种薄壁件侧孔翻边成型模具