复合激光切割装置
文献发布时间:2023-06-19 11:03:41
技术领域
本发明涉及锂电池制造技术领域,具体而言,涉及一种复合激光切割装置。
背景技术
目前,锂电池的生产大体包括极片制造、电芯制作以及电池组装三部分。在这三个大的工序中,激光切割是其中的关键工艺,主要包括正负极的激光极耳切割成型、激光极片切割、激光极片分条,以及隔膜的激光切割。
目前激光切割技术在负极极片切割和极耳切割领域的应用有着较成熟并趋于稳定的趋势。但在切割正极极片时,会存在着切不断或热影响区较大、熔珠、毛刺较明显的情况,上述情况均可引起电池过热、短路、爆炸等危险问题。这是因为正极具有不同材料层,其中涂布层相对较厚,且压实密度较高,需要较高的功率密度将其熔断。而铝箔或铜箔层熔点相对较低,所需功率密度较低。两者光吸收系数不同且在能量需求上的不匹配,导致单纯的增大、降低功率都无法达到较好的切割效果。
发明内容
本发明的目的包括,例如,提供了一种复合激光切割装置,其能够使得正极切割效果好,熔珠少、热影响区小,且能够减小毛刺,达到较好的切割效果。
本发明的实施例可以这样实现:
第一方面,本发明提供一种复合激光切割装置,包括承载结构、第一激光器和第二激光器,所述承载结构具有一用于承载极片的承载位,所述第一激光器和所述第二激光器均设置在所述承载结构上,所述第一激光器用于向所述承载位发射第一激光束,以使所述第一激光束作用在所述极片上,所述第二激光器用于向所述承载位发射第二激光束,以使所述第二激光束作用在所述极片上,且所述第一激光束和所述第二激光束的波长不同,以适应切割所述极片内的不同材料。
在可选的实施方式中,所述复合激光切割装置还包括合束器,所述第一激光器和所述第二激光器均位于所述承载位的同一侧,所述合束器设置在所述承载位的一侧,并位于所述第一激光束和所述第二激光束的出光路径之上,所述第一激光束和所述第二激光束经过所述合束器复合后相重合,并射向所述承载位。
在可选的实施方式中,所述合束器包括合束透镜,所述合束透镜具有相对的折射侧和反射侧,所述折射侧与所述第一激光器的出光侧相对应,所述反射侧与所述第二激光器的出光侧相对应,所述第一激光束经过所述合束器折射后射向所述承载位,所述第二激光束经过所述合束器反射后射向所述承载位,经过折射后的所述第一激光束和经过反射后的所述第二激光束的轴线相重合。
在可选的实施方式中,所述复合激光切割装置还包括扫描聚焦器,所述扫描聚焦器设置在所述承载位与所述合束器之间,用于将复合后的所述第一激光束和所述第二激光束聚焦作用在极片上。
在可选的实施方式中,所述扫描聚焦器采用前聚焦振镜或后聚焦振镜。
在可选的实施方式中,所述复合激光切割装置还包括第一调焦器和第二调焦器,所述第一调焦器设置在所述第一激光器的出光侧,用于调节所述第一激光束的焦距,所述第二调焦器设置在所述第二激光器的出光侧,用于调节所述第二激光束的焦距。
在可选的实施方式中,所述第一调焦器包括第一壳体、同轴间隔设置的第一透镜和第二透镜,所述第一透镜和所述第二透镜活动设置在所述第一壳体内,所述第一激光束依次通过所述第一透镜和所述第二透镜,且所述第一透镜和所述第二透镜之间的间距可调,以调节所述第一激光束的焦距;所述第二调焦器包括第二壳体、同轴间隔设置的第三透镜和第四透镜,所述第三透镜和所述第四透镜活动设置在所述第二壳体内,所述第二激光束依次通过所述第三透镜和所述第四透镜,且所述第三透镜和所述第四透镜之间的间距可调,以调节所述第二激光束的焦距。
在可选的实施方式中,所述第一激光束的焦点和所述第二激光束的焦点之间的距离小于预设距离L,所述预设距离L用于与所述极片相适配。
在可选的实施方式中,所述第一激光器和所述第二激光器分别设置在所述承载位的两侧,所述第一激光束用于作用在所述极片的一侧表面,所述第二激光束用于作用在所述极片的另一侧表面。
在可选的实施方式中,所述第一激光器的出光方向和所述第二激光器的出光方向不共线,以使所述第一激光束和所述第二激光束之间呈夹角设置。
本发明实施例的有益效果包括:
本发明实施例提供了一种复合激光切割装置,其采用了第一激光器和第二激光器,且第一激光器发射的第一激光束和第二激光器发射的第二激光束的波长不同,从而能够适应切割极片内的不同材料,增加材料对激光的吸收率,提高能量转换效率,从而使得热影响区更小,熔珠、毛刺更少,切割效果更佳。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
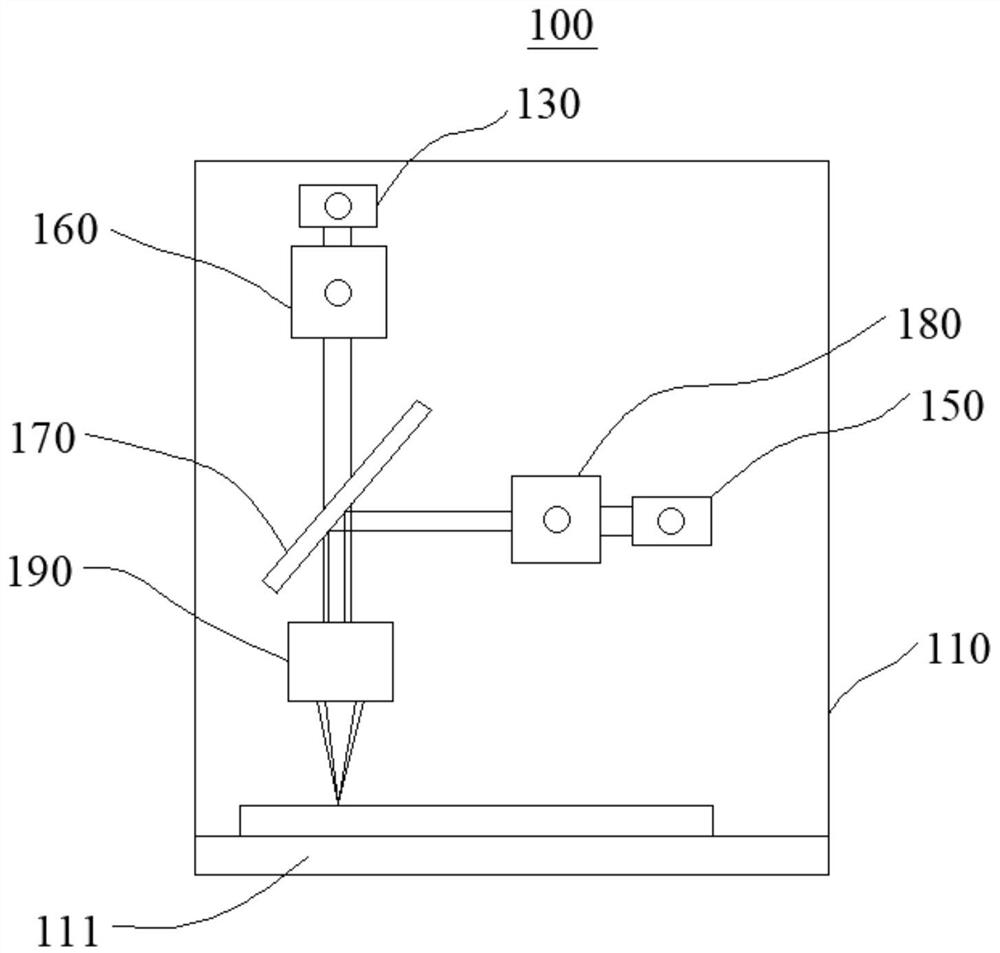
图1为本发明第一实施例提供的复合激光切割装置的整体结构示意图;
图2为本发明第一实施例提供的复合激光切割装置的局部结构示意图;
图3为本发明第二实施例提供的复合激光切割装置的结构示意图。
图标:100-复合激光切割装置;110-承载结构;111-承载位;130-第一激光器;150-第二激光器;160-第一调焦器;161-第一壳体;163-第一透镜;165-第二透镜;170-合束器;180-第二调焦器;181-第二壳体;183-第三透镜;185-第四透镜;190-扫描聚焦器;200-极片。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
正如背景技术中所公开的,现有技术中通常采用的是单激光器的模式对极片进行切割,针对正极片时,由于正极片的涂布层较厚,且压实密度较高,需要较高的功率密度将其熔断,而铝箔或铜箔层的熔点相对较低,所需的功率密度较低,并且二者的光吸收系数不同,在能量需求上不匹配,使得难以使用单束激光实现对不同材料的良好切割,单纯的增大、降低功率都无法达到较好的切割效果。
为了解决上述问题,本发明提供了一种新型的复合激光切割装置,采用双激光模式,且两束激光的波长不同,能够适应切割极片内的不同材料,能够使得正极切割效果好,熔珠少、热影响区小,且能够减小毛刺,达到较好的切割效果。需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
第一实施例
参见图1和图2,本实施例提供的复合激光切割装置100,采用双激光模式,且两束激光的波长不同,能够适应切割极片200内的不同材料,能够使得正极切割效果好,熔珠少、热影响区小,且能够减小毛刺,达到较好的切割效果。
本实施例提供的复合激光切割装置100,适用于激光切割设备,该复合激光切割装置100包括承载结构110、第一激光器130、第二激光器150、合束器170和扫描聚焦器190,承载结构110具有一用于承载极片200的承载位111,第一激光器130和第二激光器150均设置在承载结构110上,第一激光器130用于向承载位111发射第一激光束,以使第一激光束作用在极片200上,第二激光器150用于向承载位111发射第二激光束,以使第二激光束作用在极片200上,且第一激光束和第二激光束的波长不同,以适应切割极片200内的不同材料。合束器170位于第一激光束和第二激光束的光路上,用于复合第一激光束和第二激光束,并将复合后的激光作用在极片200的表面。扫描聚焦器190设置在承载位111与合束器170之间,用于将复合后的第一激光束和第二激光束聚焦作用在极片200上。
需要说明的是,本实施例中提供的复合激光切割装置100,主要用于对正极片200进行切割,以达到良好的切割效果。当然,在锂电池制作生产过程中的其他具有复合材料的样品,也可以利用本实施例提供的复合激光切割装置100进行切割,在此不作具体限定。
在本实施例中,根据材料和加工工艺要求选取激光器,可以选取并联合束激光器,也可以选取两个不同类型的激光器,包括固体激光器、光纤激光器、连续激光器、脉冲纳秒激光器、脉冲皮秒激光器、紫外激光器、红外激光器、绿光激光器等,根据不同的工艺要求选取不同的激光器组合,同时激光器的主波段进行深度切割,次波段激光束进行热传导,具备预热处理作用,结合两种激光束的切割优势,其切割调节更灵活,切割效果更好。此外,本实施例采用了第一激光器130和第二激光器150,且第一激光器130发射的第一激光束和第二激光器150发射的第二激光束的波长不同,从而能够适应切割极片200内的不同材料,增加材料对激光的吸收率,提高能量转换效率,从而使得热影响区更小,熔珠、毛刺更少,切割效果更佳。
需要说明的是,本实施例中第一激光器130发射的第一激光束的波长与涂布层相适配,即涂布层的光吸收系数与第一激光束的波长相匹配,使得涂布层对第一激光束的吸收率更高,且对第二激光束的吸收率相对较低。同时,第二激光器150发射的第二激光束的波长与铝箔或铜箔相适配,即铝箔或铜箔的光吸收系数与第二激光束的波长相适配,使得铝箔或铜箔对第二激光束的吸收率相对较高,且对第一激光束的吸收率相对较低。这种设置方式,使得在切割涂布层时,第一激光束其主要作用,在切割铝箔或铜箔的时候第二激光束其主要作用。综合来说,两束激光共同切割正极极片200不仅仅是加大了功率密度,其可以针对铝箔和涂布层的吸收系数选用性能不同的激光器,结合两种激光器的切割优势,分别调节参数,增加材料对激光的吸收率,提高能量转换效率。
在本实施例中,承载结构110为激光切割设备的机架,其中第一激光器130和第二激光器150均设置在机架上,具体可参考现有的激光切割装置,在此不详细介绍。
需要说明的是,本实施例中合束器170、扫描聚焦器190均可以固定设置在机架上,从而实现合束器170以及扫描聚焦器190的固定。
在本实施例中,第一激光器130和第二激光器150均位于承载位111的同一侧,合束器170设置在承载位111的一侧,并位于第一激光束和第二激光束的出光路径之上,第一激光束和第二激光束经过合束器170复合后相重合,并射向承载位111。具体地,第一激光器130和第二激光器150均位于承载位111的上侧,且第一激光器130设置在合束器170的上侧,第二激光器150设置在合束器170的右侧。
合束器170包括合束透镜,合束透镜具有相对的折射侧和反射侧,折射侧与第一激光器130的出光侧相对应,反射侧与第二激光器150的出光侧相对应,第一激光束经过合束器170折射后射向承载位111,第二激光束经过合束器170反射后射向承载位111,经过折射后的第一激光束和经过反射后的第二激光束的轴线相重合。具体地,第一激光束由第一激光器130向下射出后经过合束透镜折射并继续向下,经过扫描聚焦器190聚焦后作用在极片200上,第二激光束由第二激光器150向左射出后经过合束透镜反射并向下,经过扫描聚焦器190聚焦后作用在极片200上,合束透镜起到将第一激光束和第二激光束复合在一起,且轴线重合后由扫描聚焦器190聚焦后作用在极片200上。
在本实施例中,扫描聚焦器190采用前聚焦振镜或后聚焦振镜,具体可根据扫描范围的需求决定。其中前聚焦振镜为3D振镜,并结合聚焦透镜实现前聚焦模式,即三轴动态聚焦系统。后聚焦振镜为2D振镜,并结合场镜实现后聚焦模式,即两轴扫描振镜。关于前聚焦振镜和后聚焦振镜的基本结构和实现原理,可参考现有的激光扫描振镜技术。
在本实施例中,复合激光切割装置100还包括第一调焦器160和第二调焦器180,第一调焦器160设置在第一激光器130的出光侧,用于调节第一激光束的焦距,第二调焦器180设置在第二激光器150的出光侧,用于调节第二激光束的焦距。具体地,第一调焦器160设置在合束器170与第一激光器130之间,对由第一激光器130射出的第一激光束进行调焦,第二调焦器180设置在合束器170与第二激光器150之间,对由第二激光器150射出的第二激光束进行调整。
在本实施例中,第一调焦器160包括第一壳体161、同轴间隔设置的第一透镜163和第二透镜165,第一透镜163和第二透镜165活动设置在第一壳体161内,第一激光束依次通过第一透镜163和第二透镜165,且第一透镜163和第二透镜165之间的间距可调,以调节第一激光束的焦距。具体地,第一透镜163和第二透镜165均为活动设置,可手动或者通过电机等方式实现第一透镜163和第二透镜165的间距的调整,实现第一激光束焦距的微调。
第二调焦器180包括第二壳体181、同轴间隔设置的第三透镜183和第四透镜185,第三透镜183和第四透镜185活动设置在第二壳体181内,第二激光束依次通过第三透镜183和第四透镜185,且第三透镜183和第四透镜185之间的间距可调,以调节第二激光束的焦距。具体地,第三透镜183和第四透镜185均为活动设置,可手动或者通过电机等方式实现第三透镜183和第四透镜185的间距的调整,实现第二激光束焦距的微调。
在本实施例中,第一激光束的焦点和第二激光束的焦点之间的距离小于预设距离L,预设距离L用于与极片200相适配。具体地,预设距离L与极片200的厚度相当,通过设置第一激光束的焦点和第二激光束的焦点间距,使得第一激光束和第二激光束的焦点均能够落在极片200之上,保证切割效果。第一调焦器160和第二调焦器180可以实现第一激光束和第二激光束的共焦,实际切割正极极片200时可以采用两束激光共焦、非共焦两种方式,根据切割效果分别调节两束光的焦点,两束激光的离焦量要小于极片200的厚度,以保证切割效果。
需要说明的是,在第一调焦器160和第二调焦器180的调焦作用下,本实施例中第一激光束和第二激光束可以实现共焦或非共焦的激光切割方式,当采用共焦模式时,第一激光束和第二激光束的焦点重合,共同作用在极片200上的同一位置。当采用非共焦模式时,可以将第一激光束的焦点上移至涂布层,将第二激光束的焦点下移至铝箔或铜箔层,从而取得更好的分别切割效果。
还需要说明的是,本实施例中第一调焦器160和第二调焦器180可以设置在机架上实现固定,也可以分别集成在第一激光器130和第二激光器150上,实现出光调焦。
在本实施例中,第一激光器130和第二激光器150根据切割效果可以使用延时出光或同步出光两种模式,其中延时的时间间隔可调,根据预热效果不同,设置第一激光器130和第二激光器150的出光延时时间。
本实施例提供复合激光切割装置100,根据设计需求、工艺要求,选取并联合束激光器,或两个不同类型激光器组合。并联合束激光器由第一激光器130和第二激光器150组成,其中第一激光器130和第二激光器150可以发射两种不同波长的第一激光束和第二激光束,根据极片200材料的光吸收系数选取两束光的波长、功率等性能参数。第一激光束和第二激光束经扫描聚焦器190聚焦作用于极片200。其中主波段光束进行深度切割,次波段激光束进行热传导,具备预热处理作用。采用第一激光器130和第二激光器150时,第一激光束和第二激光束通过合束器170复合在一起,使第一激光束和第二激光束的轴线在同一空间上重合,第一激光束和第二激光束的波长和发散角不同,导致其经扫描聚焦器190后焦点不在同一水平面,通过调节第一透镜163和第二透镜165的距离可以微调第一激光束的焦距,通过调节第三透镜183和第四透镜185的距离可以微调第二激光束的焦距,调节第一调焦器160和第二调焦器180可以实现第一激光束和第二激光束共焦。实际切割正极极片200时可以采用两束光共焦、非共焦两种方式,根据切割效果分别调节两束光的焦点,第一激光束和第二激光束的离焦量要小于极片200的厚度。
综上所述,本实施例提供的复合激光切割装置100,采用第一激光器130和第二激光器150同侧发射激光,利用第一激光束和第二激光束共同切割正极极片200,其并不仅仅是加大了功率密度,还可以针对铝箔和涂布层的吸收系数选用性能不同的激光器,结合两种激光器的切割优势,分别调节参数,增加材料对激光的吸收率,提高能量转换效率。光路、工艺参数调节更灵活,热影响区更小,熔珠、毛刺更少,切割效果更佳。具体地,本实施例提供的复合激光切割装置100,具有以下技术效果:(1)针对正极极片200的铝箔和涂布层的光吸收系数分别选型激光的波长功率等性能参数,不仅结合两种激光的切割优势还提高了能量转换效率。(2)光路调节、工艺参数设置更灵活,不仅可以分别调节功率、频率等基本参数,第一激光束和第二激光束的切割位置与焦点的灵活调节也改善了切割效果。(3)双光束激光切割正极极片200,不仅能切断极片200,而且热影响区小,熔珠、毛刺少,整体切割效果更佳。
第二实施例
参见图3,本实施例提供了一种复合激光切割装置100,其基本结构和原理及产生的技术效果和第一实施例相同,为简要描述,本实施例部分未提及之处,可参考第一实施例中相应内容。
在本实施例中,复合激光切割装置100包括承载结构110(图未示)、第一激光器130、第二激光器150和扫描聚焦器190,承载结构110具有一用于承载极片200的承载位111,第一激光器130和第二激光器150均设置在承载结构110上,第一激光器130用于向承载位111发射第一激光束,以使第一激光束作用在极片200上,第二激光器150用于向承载位111发射第二激光束,以使第二激光束作用在极片200上,且第一激光束和第二激光束的波长不同,以适应切割极片200内的不同材料。扫描聚焦器190设置在承载位111与合束器170之间,用于将复合后的第一激光束和第二激光束聚焦作用在极片200上。
在本实施例中,第一激光器130和第二激光器150分别设置在承载位111的两侧,第一激光束用于作用在极片200的一侧表面,第二激光束用于作用在极片200的另一侧表面。具体地,第一激光器130设置在极片200的上侧,第二激光器150设置在极片200的下侧,从而分别从极片200的上侧和下侧进行切割,能够迅速切断极片200,保证切割效果。
在本实施例中,第一激光器130的出光方向和第二激光器150的出光方向不共线,以使第一激光束和第二激光束之间呈夹角设置。具体地,第一激光束和第二激光束之间的夹角在150°-170°之间,且第一激光器130的出光方向和第二激光器150的出光方向可调,使得第一激光束和第二激光束之间的角度可调,其角度不仅保证切割效果,还保护了第一激光器130和第二激光器150,避免第一激光束进入第二激光器150,也避免了第二激光束进入第一激光器130。
在本实施例中,扫描聚焦器190为两个,两个扫描聚焦器190分别与第一激光器130和第二激光器150相对应,从而实现第一激光束的扫描聚焦和第二激光束的扫描聚焦。
本实施例提供的复合激光切割装置100,与同侧切割相同,根据工艺要求和铝箔、涂布层等材料的光吸收系数,选取第一激光器130和第二激光器150。不同的是,第一激光器130和第二激光器150位于极片200的不同侧,分别与极片200呈一定角度,角度可调,其角度不仅保证切割效果,还保护了激光器,避免激光进入激光器。第一激光束和第二激光束可以聚焦于同一位置,也可以错位聚焦于同一平面的不同位置,错位间距与聚焦光斑直径有关,其大小要小于聚焦光斑直径。同样,第一激光束和第二激光束可以采用共焦和非共焦的两种模式进行切割,离焦量小于极片200厚度。根据切割效果选用延时出光或同步出光两种模式。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 一种移送模组、激光复合切割装置及激光切割机
- 激光切割屏蔽导线的屏蔽线的激光切割装置和利用该激光切割装置激光切割屏蔽线的方法