火把花根直粉成型工艺以及真空干燥设备
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及火把花根片压片成型技术领域,尤其涉及一种火把花根直粉成型工艺以及真空干燥设备。
背景技术
火把花根片,临床上主要用于类风湿性关节炎、风湿性关节炎、慢性肾炎、红斑狼疮、跌打劳伤、皮肤瘙痒等,现代药理研究认为其具有抗炎、抗免疫抑制肿瘤作用。
目前火把花根片的生产均采用传统制剂成型工艺,将火把花根原料加适宜溶剂提取、醇沉、浓缩成浸膏,加适宜辅料制成颗粒,干燥,压片,即得。其工艺流程大致为:破碎→提取→浓缩→醇沉→静置过滤→浓缩收膏→制粒→总混→压片→包装。传统工艺的缺陷主要在于,浓缩收膏工序过于繁琐,在制片工艺过程中浸膏容易粘附收膏容器,即有效成分损失较多,不能保证药材资源的充分利用,生产工艺过程还有待优化。因此,本领域技术人员致力于开发一种能够减少火把花根片有效成分损失的火把花根片直粉压片成型工艺。
发明内容
针对现有技术中所存在的不足,本发明提供了一种火把花根直粉成型工艺以及真空干燥设备,其解决了现有技术中存在的传统工艺在压制成片工艺过程中效成分损失较多,不能保证药材资源的充分利用的问题。
根据本发明的实施例,一种火把花根直粉成型工艺,包括如下步骤:
(1)破碎:取一定量的火把花根,放在破碎机中,通过改变密闭空间中压强或者频率,使其破碎成小块;
(2)提取煎液:将破碎的火把花根片加入适量水,将煎液通入离心机中,控制环境温度升至80~100℃,再对其进行超声波振动,大火煎煮一定时间,最后过滤获得煎液,将上述过程重复操作若干次;
(3)浓缩煎液:合并各次的煎液,将合并的煎液过滤得到滤液,在温度50℃-70℃条件下把滤液浓缩成相对密度为1.05~1.07的清膏;
(4)静置过滤:在清膏中加入乙醇使其含醇量达70%~80%,在低温条件下静置12小时获得第二次滤液;
(5)直粉压片:将上述第二次滤液加入真空干燥设备内进行干燥,将干燥后的火把花根粉取出真空干燥设备加入淀粉、预胶化淀粉、滑石粉及硬脂酸镁,与火把花根片的重量比分别为0.104~0.109、0.02~0.05、0.01~0.02、0.003~0.005,使其混匀,最后压片制成一定量的火把花根片。
相比于现有技术,本发明具有如下有益效果:通过采用了直粉压片的工艺,省去了现有技术中浓缩收膏的工序,避免了药材中有效成分的损失;并且本工艺简化了现有的火把花根片生产工艺,将上述第二次滤液加入真空干燥设备内进行干燥,将干燥后的火把花根粉取出真空干燥设备加入淀粉、预胶化淀粉、滑石粉及硬脂酸镁,使其混匀,最后压片制成一定量的火把花根片,进一步提高了火把花根片的生产工艺。
进一步地,所述步骤(4)中,在清膏中加入乙醇使其含醇量达75%。
进一步地,第一次、第二次和第三次大火煎煮破碎的火把花的时间分别为1.5小时、1小时和1小时。
本发明还请求保护一种,用于火把花根片直粉压制的真空干燥设备,包括筒体、安装架以及电机,所述筒体用于盛装火把花根滤液,筒体倾斜设置且筒体两侧均通过连接轴连接至所述安装架上,其中一安装架上安装有所述电机,所述电机用于驱动筒体运转;
其中,所述筒体还包括可拆卸安装在筒体一端开设的进料口处的端盖,所述端盖包括盖体、驱动部件、滑动销以及压紧弹簧,所述盖体内开设有安装腔,所述驱动部件从盖体一侧伸入安装腔内且驱动部件与盖体螺纹连接,所述滑动销数量有两个且分别位于驱动部件两侧,所述滑动销远离驱动部件的一端弯折延伸并伸出安装腔外,滑动销伸出安装腔外的端部互相背离延伸,每一所述滑动销一侧分别连接有一所述压紧弹簧,在压紧弹簧作用下使得滑动销端部能与驱动部件侧面接触,并在操作所述驱动部件后其能推动两个滑动销远离以固定在进料口边沿,或互相靠近以将端盖从进料口取下。
进一步地,所述驱动部件包括螺杆、楔块以及分别固定在楔块两端的第一限位板和第二限位板,所述螺杆与固定在盖体一侧的螺母螺纹连接,螺杆位于安装腔内的一端抵在第一限位板上,所述楔块两侧设置为与所述滑动销端部配合的倾斜平面,且螺杆位于楔块大端处,以在安装腔外转动螺杆一端后所述楔块能沿着螺杆轴线方向移动。
进一步地,所述第一限位板周向与安装腔内壁为密封结构。
进一步地,所述滑动销伸出于安装腔外的端部与进料口边沿接触的一侧设置有圆角结构。
进一步地,筒体进料口处设置为平面结构,所述盖体靠近筒体的一侧设置有密封圈。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
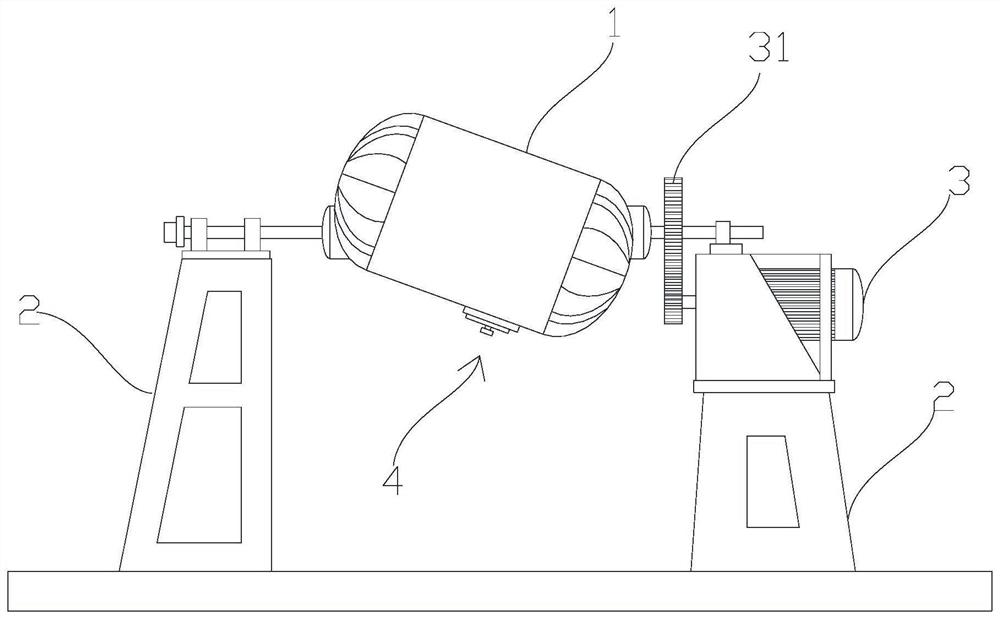
图1为本发明真空干燥设备主视图。
图2为本发明端盖剖视图。
上述附图中:筒体1、安装架2、电机3、齿轮31、端盖4、盖体41、螺母411、密封圈412、安装腔413、凹槽414、螺杆421、楔块422、第一限位板423、第二限位板424、滑动销43、圆角431、压紧弹簧44。
具体实施方式
下面通过附图以及具体实施例对本发明技术方案做详细的说明,应当理解本发明实施例以及实施例中的具体特征是对本发明技术方案的详细的说明,而不是对本发明技术方案的限定,在不冲突的情况下,本发明实施例以及实施例中的技术特征可以相互组合。
需要理解的是,在本发明实施例的描述中,“第一”、“第二”等词汇,仅用于区分描述的目的,而不能理解为指示或暗示相对重要性,也不能理解为指示或暗示顺序。在本发明实施例的描述中“多个”,是指两个或两个以上。
实施例1
本发明实施例提出了一种火把花根直粉成型工艺,包括如下步骤:
(1)破碎:取1000g的火把花根,放在破碎机中,通过改变破碎机的频率使火把花根片破碎成小块;本发明采用火把花根片直接破碎,相对于传统的切片后破碎的方式,简化了工艺;
(2)提取煎液:将破碎的火把花根片加入适量水,加水的量以没过破碎后的火把花根片为准,在离心机中中控制环境温度升至80℃,使其高速旋转,再对其进行超声波振动,大火煎煮一定时间,最后过滤获得煎液,将上述过程重复操作若干次,即获得第一次煎液;继续加水煎煮破碎的火把花根片,获得第二次煎液;继续加水煎煮破碎的火把花根片,获得第三次煎液;
(3)浓缩煎液:合并各次的煎液,将合并的煎液过滤得到滤液,将煎液中的滤渣过滤后,在温度50℃条件下把滤液浓缩成相对密度为1.05的清膏;具体为使用液体浓缩器,在减压环境下使处理提取后的煎液挥发成分蒸发,调节液体浓缩器上的流量调节阀,通过调节该流量调节阀的开度来控制处理空间的压力,将液体浓缩。
(4)静置过滤:在清膏中加入乙醇使其含醇量达70%,在低温条件下静置12小时获得第二次滤液;
(5)直粉压片:将上述第二次滤液从进料口中加入真空干燥设备进行干燥,通电后电机带动筒体进行转动,将干燥后的火把花根粉取出真空干燥设备加入淀粉、预胶化淀粉、滑石粉及硬脂酸镁,与火把花根片的重量比分别为0.104、0.02、0.01、0.003,将上述各个组分混匀,最后使用压片机压片制成一定量的火把花根片。
淀粉可以吸附许多有机化合物和无机化合物,直链淀粉和支链淀粉因分子形态不同具有不同的吸附性质。直链淀粉分子在溶液中分子伸展性好,很容易与一些极性有机化合物以及火把花根中的有效成分等通过氢键相互缔合,形成结晶性复合体而沉淀。淀粉的加入量不能太多,超过与火把花根片比重的0.2则淀粉颗粒开始吸水膨胀,达到一定温度后,淀粉颗粒突然迅速膨胀,继续升温,体积可达原来的几十倍甚至数百倍,导致淀粉的糊化。
滑石粉具有润滑性、耐火性、抗酸性、绝缘性、熔点高、化学性不活泼、遮盖力良好、柔软、光泽好、吸附力强等优良物理、化学特性,由于滑石的结晶构造是呈层状的,所以具有易分裂成鳞片的趋向和特殊的滑润性。滑石粉和硬脂酸镁的加入是为了稳定压片制成的火把花根片的性质的稳定性,以便制片包装后长时间运输,同样滑石粉和硬脂酸镁的加入量不能太多,超过0.01则对人体的副作用较大。
进一步地,所述步骤(4)中,向步骤(3)所得清膏中加入体积分数为90%的乙醇,边加边搅拌,乙醇加入速度为13000kg/min·m2,搅拌速度为25r/min,至乙醇含量达50%,静置;2℃低温环境中冷冻沉降后进行固液分离,过滤;在清膏中加入乙醇使其含醇量达75%。
酒精的加入是为了将火把花根中的有效成分溶入其中,以便提取,酒精会在后工序中挥发。
进一步地,第一次、第二次和第三次大火煎煮破碎的火把花根的时间分别为1.5小时、1小时和1小时,第一次煎煮的时间为1.50小时,使得火把花根能够完全被破碎,破碎后进一步进行第二次和第三次煎煮,时间短于第一次,均为1小时,以便后续工序彻底提取有效成分。
实施例1-实施例5见表1所示,采用提取煎液温度和提取煎液温度递增的方式进行设置,控制加入的酒精的量使得浓缩后的煎液含醇量也逐渐递增,得到如下两表格所示的实施例1-实施例5。对照组1-对照组3为未使用真空干燥设备的组数,对照组1-3中提取煎液温度、浓缩煎液温度以及浓缩煎液密度均与实施例1-5中的范围相同。
表2为实施例1-5以及对照组1-3的收膏量和收膏率,其中,收膏量为最后从真空干燥设备中获得的干粉的重量,而收膏率=收膏量/加入的火把花根片重量。
表1
表2
从表2中可以看出实施例1-5最终收膏率均大于对照组1-3,实施例1-实施例5使用真空干燥设备进行直粉压制成片,而对照组1-3使用传统工艺进行压制成片,损失了火把花根片中的一部分有效成分,得出目前的收膏率。
相比于现有技术,本发明具有如下有益效果:通过采用了直粉压片的工艺,省去了现有技术中浓缩收膏的工序,避免了药材中有效成分的损失;并且本工艺简化了现有的火把花根片生产工艺,将上述第二次滤液加入真空干燥设备内进行干燥,将干燥后的火把花根粉取出真空干燥设备加入淀粉、预胶化淀粉、滑石粉及硬脂酸镁,使其混匀,最后压片制成一定量的火把花根片,进一步提高了火把花根片运输的稳定性,以保证长时间的存放。
本发明浸膏收率可稳定在10%以上,而以传统方法制备,浸膏收率最高只达9%,并且质量不稳定,不能保证每个批次所制的浸膏都完全合格。较之传统的火把花根浸膏制备方法,制备等量浸膏,本发明方法的应用使原材料火把花根的用量大幅减少,同时因本发明方法所用乙醇浓度相对较低,致使乙醇的用量也大幅减少。综合各项,以本发明方法制备火把花根浸膏,还可以降低生产火把花根片的成本。
本发明还请求保护一种用于火把花根片直粉压制的真空干燥设备,如图1和图2所示,包括筒体1、安装架2以及电机3,所述筒体1用于盛装火把花根滤液,筒体1壁为多层结构的设计,筒体1倾斜设置且筒体1两侧均通过连接轴连接至所述安装架2上,安装架2则固定在底座上,筒体1倾斜设置使得筒体1内的液体能从筒体1一端流到筒体1另一端,从而更快地干燥,其中一安装架2上安装有所述电机3,电机3输出轴固定有齿轮31,齿轮31和筒体1一侧连接轴上的齿轮31啮合,电机3驱动筒体1运转,使得筒体1均匀受热;其中,所述筒体1还包括可拆卸安装在筒体1一端开设的进料口处的端盖4,进料口用于通入第二次滤液,进料前将筒体1内抽成真空状态,筒体1远离电机3一端的连接轴为空心结构,连接轴远离筒体1的一端连接至真空泵处,以便将筒体1抽成真空。连接轴可以分成两个管道,在干燥时筒体1内的蒸汽会从连接轴另一个管道内通向蒸汽管道,吸收筒体1中的蒸汽。所述端盖4包括盖体41、驱动部件、滑动销43以及压紧弹簧44,所述盖体41内开设有安装腔413,盖体41为圆板状其圆周处设置有至少两个凹槽414,凹槽414用于操作人员放置指尖,便于安装端盖4,所述驱动部件从盖体41一侧伸入安装腔413内且驱动部件与盖体41螺纹连接,将盖体41安装在筒体1后,驱动部件位于筒体1外部以便操作,所述滑动销43数量有两个且分别位于驱动部件两侧,所述滑动销43远离驱动部件的一端弯折延伸并伸出安装腔413外,滑动销43伸出安装腔413外的端部互相背离延伸,滑动销43用于将盖体41固定在筒体1上,滑动销43整体呈“L”形结构,滑动销43侧面抵在安装腔413内壁上,从而滑动销43可以沿着安装腔413内壁滑动,滑动方向为沿着盖体41的直径方向,并且两个滑动销43在同一直线上,每一所述滑动销43一侧分别连接有一所述压紧弹簧44,压紧弹簧44用于推动各自连接的滑动销43抵在驱动部件侧面,并在操作所述驱动部件后其能推动两个滑动销43远离以固定在进料口边沿,反向操作驱动部件两个滑动销43会互相靠近以将端盖4从进料口取下。
进一步地,所述驱动部件包括螺杆421、楔块422以及分别固定在楔块422两端的第一限位板423和第二限位板424,所述螺杆421与焊接在盖体41一侧的螺母411螺纹连接,螺杆421位于安装腔413内的一端抵在第一限位板423上,使得转动螺杆421的端部后螺杆421会移向楔块422会远离楔块422,所述楔块422两侧设置为与所述滑动销43端部配合的倾斜平面,且螺杆421位于楔块422大端处,以在安装腔413外转动螺杆421一端后所述楔块422能沿着螺杆421轴线方向移动,在实际制造时,第一限位板423为四边形结构从而限制楔块422沿其轴线方向转动,当楔块422移动后会推动其两侧的滑动销43移动。
进一步地,所述第一限位板423周向与安装腔413内壁为密封结构,通过在第一限位板423一周套设橡胶垫与安装腔413内壁密封的方式,避免蒸汽从端盖4处泄露。
进一步地,所述滑动销43伸出于安装腔413外的端部与进料口边沿接触的一侧设置有圆角431结构,这样做的目的是为了当滑动销43互相远离后,能够将盖体41推向筒体1,从而盖体41和筒体1之间形成密封结构。筒体1进料口处设置为平面结构,使得盖体41侧面能够与筒体1更好接触实现密封,所述盖体41靠近筒体1的一侧设置有密封圈412,使得密封性更好。
在使用时,转动本发明的螺杆421调整两个滑动销43的距离,使得滑动销43能够伸入进料口内,再反向转动螺杆421,螺杆421滑动销43互相远离,其端部的圆角431抵在进料口的内沿,进料口内沿沿着圆角431滑动直至紧贴在盖体41侧面的密封圈412上,停止旋转螺杆421,取下端盖4时将反向旋转螺杆421即可。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
- 火把花根直粉成型工艺以及真空干燥设备
- 一种直列式电池真空干燥设备