一种连铸机自动排污装置及其使用方法
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及冶金机械技术领域,具体的说是涉及一种连铸机自动排污装置及其使用方法。
背景技术
板坯连铸机自动排污装置,传统方法使用沉淀池、化学除油器、热水池、冷水池、自清洗过滤器进行净化水质,以减少喷嘴堵塞率,实际生产中这种过滤方式只能去除水质中的大颗粒,其净化效果不理想,且由于二冷水的间断使用,在一关一开间,水的冲击力导致水管内壁附着的一些污垢脱落,堵塞喷嘴,导致冷却不均匀,降低了连铸坯内部质量和表面质量,给生产和操作带来很大的困难,同时也给公司造成巨大损失,为了降低生产和质量事故本发明提出了一种连铸机自动排污装置及其使用方法。
发明内容
本发明所要解决的技术问题是,针对以上现有技术存在的缺点提出一种连铸机自动排污装置及其使用方法,停机维护时使用此排污装置,避免了生产过程因二冷水水质差导致堵塞喷嘴、造成铸坯冷却不均,大大的提高了连铸坯质量,扩大了品种钢生产,提升了经济效益,结构简单,维护方便。
本发明解决以上技术问题的技术方案是:
一种连铸机自动排污装置,包括二冷水总管道,二冷水总管道的一侧设有控制箱,二冷水总管道的末端垂直连接有第一排污水管,第一排污水管通过气动阀连接至第二排污水管;二冷水总管道的前端设有扇形段设备,扇形段设备由依次设置的七根二冷水分管道组成,二冷水分管道均与二冷水总管道之间垂直设置;扇形段设备以及第二排污水管的下方对应设置有扇形段辊子,扇形段辊子的上方以及下方均设有一个光电管。
本发明进一步限定的技术方案是:
前述的连铸机自动排污装置,二冷水总管道、二冷水分管道、第一排污水管以及第二排污水管均采用金属材质。
前述的连铸机自动排污装置,气动阀与第一排污水管以及第二排污水管之间均使用螺栓紧固连接。
前述的连铸机自动排污装置,第一排污水管以及第二排污水管的直径为150mm。
前述的连铸机自动排污装置的使用方法,该使用方法为:连铸机自动排污装置在连铸机停机模式下自动打开,其开关由气动阀控制,气动阀信号采集于辊道两侧的一组光电管,当连铸机最后一炉生产结束,本组尾坯出扇形段辊子,二冷水各区阀门关闭,坯尾经过该光电管时,气动阀信号激活开启,设计开启时间,时间结束后自动关闭,该装置不经二冷区喷嘴直接从总管道进行排污。
前述的连铸机自动排污装置的使用方法,开启时间为5分钟。
采用本发明的技术方案有益效果是:通过本发明的技术方案:在连铸机停机时二冷水的开关排污过程可以有效降低喷嘴堵塞率。利用连铸机停机状态二冷水各区阀门自动关闭后,启动二冷水自动排污装置气动阀,在一关一开过程中,利用水的较大冲击力对二冷水总管进行冲洗,使附着在水管内壁的污垢自行脱落,有效降低再次开浇过程二冷水冲击力将管壁污垢带入二冷水各区导致喷嘴堵塞、二次冷却不均匀、连铸坯质量不合格,大大的降低了生产质量事故,提高了铸坯质量和经济效益。此装置有效地避免了因二冷水水质差造成喷嘴堵塞导致连铸坯质量合格率下降。
附图说明
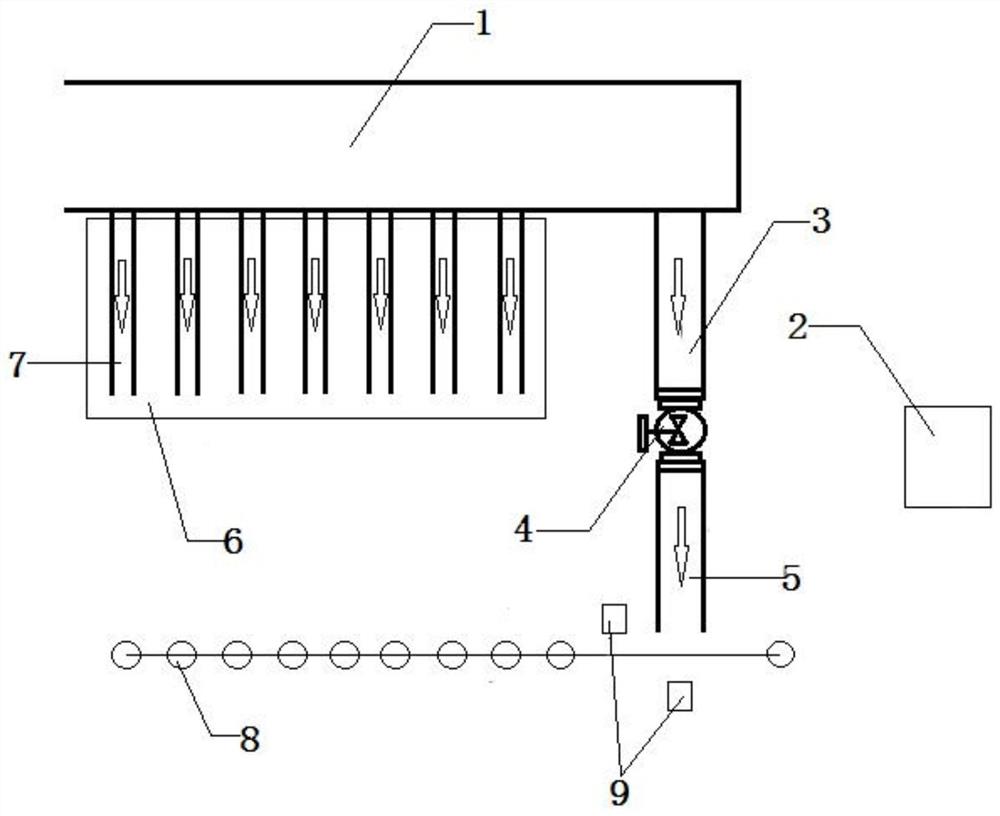
图1为本发明的结构示意图;
其中:1-二冷水总管道,2-控制箱,3-第一排污水管,4-气动阀,5-第二排污水管,6-扇形段设备,7-二冷水分管道,8-扇形段辊子,9-光电管。
具体实施方式
实施例1
本实施例提供的一种连铸机自动排污装置,包括二冷水总管道1,二冷水总管道1的一侧设有控制箱2,二冷水总管道1的末端垂直连接有第一排污水管3,第一排污水管3通过气动阀4连接至第二排污水管5;二冷水总管道1的前端设有扇形段设备6,扇形段设备6由依次设置的七根二冷水分管道7组成,二冷水分管道7均与二冷水总管道1之间垂直设置;扇形段设备6以及第二排污水管5的下方对应设置有扇形段辊子8,扇形段辊子8的上方以及下方均设有一个光电管9;二冷水总管道1、二冷水分管道7、第一排污水管3以及第二排污水管5均采用金属材质;气动阀4与第一排污水管3以及第二排污水管5之间均使用螺栓紧固连接;第一排污水管3以及第二排污水管5的直径为150mm;连铸机自动排污装置在连铸机停机模式下自动打开,其开关由气动阀控制,气动阀信号采集于辊道两侧的一组光电管,当连铸机最后一炉生产结束,本组尾坯出扇形段辊子,二冷水各区阀门关闭,坯尾经过该光电管时,手动控制不启动气动阀排污,并随机抽取5日喷嘴堵塞率及铸坯低倍数据:
表1
;
由表1可以看出,喷嘴堵塞率均在3.47%-5.13%之间,低倍合格率在92%以上,C类偏析比率均在68.81%-76.61%之间。
实施例2
本实施例提供的一种连铸机自动排污装置,包括二冷水总管道1,二冷水总管道1的一侧设有控制箱2,二冷水总管道1的末端垂直连接有第一排污水管3,第一排污水管3通过气动阀4连接至第二排污水管5;二冷水总管道1的前端设有扇形段设备6,扇形段设备6由依次设置的七根二冷水分管道7组成,二冷水分管道7均与二冷水总管道1之间垂直设置;扇形段设备6以及第二排污水管5的下方对应设置有扇形段辊子8,扇形段辊子8的上方以及下方均设有一个光电管9;
二冷水总管道1、二冷水分管道7、第一排污水管3以及第二排污水管5均采用金属材质;气动阀4与第一排污水管3以及第二排污水管5之间均使用螺栓紧固连接;第一排污水管3以及第二排污水管5的直径为150mm;
连铸机自动排污装置在连铸机停机模式下自动打开,其开关由气动阀控制,气动阀信号采集于辊道两侧的一组光电管,当连铸机最后一炉生产结束,本组尾坯出扇形段辊子,二冷水各区阀门关闭,坯尾经过该光电管时,气动阀信号激活开启,设计开启时间,时间结束后自动关闭,该装置不经二冷区喷嘴直接从总管道进行排污,设定气动阀开启关闭一次动作时间5分钟,并随机抽取5日喷嘴堵塞率及铸坯低倍数据:
表2
;
由表2可以看出,喷嘴堵塞率均在2.17%-3.48%之间,低倍合格率在95.77%以上,C类偏析比率均在75%-85.35%之间。
实施例3
本实施例提供的一种连铸机自动排污装置,包括二冷水总管道1,二冷水总管道1的一侧设有控制箱2,二冷水总管道1的末端垂直连接有第一排污水管3,第一排污水管3通过气动阀4连接至第二排污水管5;二冷水总管道1的前端设有扇形段设备6,扇形段设备6由依次设置的七根二冷水分管道7组成,二冷水分管道7均与二冷水总管道1之间垂直设置;扇形段设备6以及第二排污水管5的下方对应设置有扇形段辊子8,扇形段辊子8的上方以及下方均设有一个光电管9;
二冷水总管道1、二冷水分管道7、第一排污水管3以及第二排污水管5均采用金属材质;气动阀4与第一排污水管3以及第二排污水管5之间均使用螺栓紧固连接;第一排污水管3以及第二排污水管5的直径为150mm;
连铸机自动排污装置在连铸机停机模式下自动打开,其开关由气动阀控制,气动阀信号采集于辊道两侧的一组光电管,当连铸机最后一炉生产结束,本组尾坯出扇形段辊子,二冷水各区阀门关闭,坯尾经过该光电管时,气动阀信号激活开启,设计开启时间,时间结束后自动关闭,该装置不经二冷区喷嘴直接从总管道进行排污,设定气动阀开启关闭一次动作时间8分钟,并随机抽取5日喷嘴堵塞率及铸坯低倍数据:
表3
;
由表3可以看出,喷嘴堵塞率均在2.16%-3.07%之间,低倍合格率在97.23%以上,C类偏析比率均在80.47%-90.21%之间。
综上,在连铸机停机时二冷水的开关排污过程可以有效降低喷嘴堵塞率。利用连铸机停机状态二冷水各区阀门自动关闭后,启动二冷水自动排污装置气动阀,在一关一开过程中,利用水的较大冲击力对二冷水总管进行冲洗,使附着在水管内壁的污垢自行脱落,有效降低再次开浇过程二冷水冲击力将管壁污垢带入二冷水各区导致喷嘴堵塞、二次冷却不均匀、连铸坯质量不合格,大大的降低了生产质量事故,提高了铸坯质量和经济效益。此装置有效地避免了因二冷水水质差造成喷嘴堵塞导致连铸坯质量合格率下降。
除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
- 一种连铸机自动排污装置及其使用方法
- 一种网状包裹式轨道型的清扫和吸水的全自动智能化环保无排污的洗车装置的使用方法