一种LED灯具的智能驱动器及其制造方法
文献发布时间:2023-06-19 11:14:36
技术领域
本发明属于LED照明技术领域,主要涉及一种LED灯具的智能驱动器及其制造方法。
背景技术
经过多年的发展,LED照明已经成为一种很成熟的照明技术。LED器件在工作状态下会产生大量的热,从而使LED器件的温度升高,而高温会缩短LED的寿命,同时降低LED的发光性能。为了避免LED温度过高,在做LED灯板结构设计时本领域技术人员通常考虑将LED灯具和驱动器件分开来设置。因此现有的LED灯具大多采用灯板和驱动板,灯板上主要为LED发光元件,采用低压驱动,驱动板上包括交流转直流模块、降压模块和驱动模块,灯板和驱动板一同安装在LED灯具壳体内部,导致灯具壳体的结构复杂,可靠性低,安装效率低。CN208295581U提供了一种内置驱动电路板的LED大灯灯泡,包括LED芯片、灯体、驱动电路板、散热片式散热器,风冷风扇以及后盖;所述驱动电路板设置于所述后盖中的槽中,所述驱动电路板通过所述导热胶安装固定于所述后盖中的槽中。上述专利技术通过将驱动电路板内置于后盖中,会增加整个灯泡的体积,且使灯具壳体的结构复杂,生产成本高,同时安装不便,可靠性降低。
因此,研究开发一种安装结构简单、装配方便,生产效率高的LED灯具具有较大的市场前景,而开发一种独立封装的LED灯具的智能驱动器及其制造方法显得尤为重要。
发明内容
本发明的目的是克服现有技术的不足,提供一种安装结构简单、装配方便,生产效率高的LED灯具用的智能驱动器,其安装于LED灯具壳体的外部或LED灯板外部,结构小巧,装配方便,生产效率高;且本发明通过二次注塑成型对信控板进行封装,并且优化了注塑成型的工艺参数,使封装的不良率降低。
为实现上述目的,本发明提供的技术方案如下:
一种LED灯具的智能驱动器,所述智能驱动器安装于LED灯具的壳体外部或LED灯板外部,
所述智能驱动器包括信控板、封装壳体和与信控板两端连接的电线,信控板的前端电线用于连接市电,后端电线用于连接LED灯板;所述信控板上集成有信控电路,所述信控电路自前端向后端的电路方向包括依次连接的交流转直流模块、降压模块和控制芯片;
所述封装壳体通过注塑成型的方式包覆封装所述信控板,封装壳体包括先后注塑成型的内层壳体和外层壳体,信控板位于内层壳体的内部;
所述交流转直流模块将市电转直流后直接连接后端电线用于向LED灯板供电;所述交流转直流模块与降压模块连接,降压模块降压后向控制芯片供电,控制芯片通过后端电线向LED灯板发送控制信号;
所述信控电路还包括天线,天线以薄膜电路的方式印刷于信控板的背面,所述天线与控制芯片连接;所述天线接收无线信号,通过控制芯片转成对应的不同功能的调制信号。
本发明把驱动器安装在灯具壳体外或LED灯板外部,从而把灯具发热部分电路灯板和非发热部分电路驱动电路分开,非发热电路做独立封装,独立于灯具之外,装配更简单。天线独立设置,少了灯具的信号干扰,信号强。分体设置,寿命更长,抗干扰能力更好。
220V的高压市电从一端电线接入,进入交流转直流模块,然后所述交流转直流模块将220V的高压交流市电转换成310V的高压直流市电后分成两路输出,一路输入到降压模块,所述降压模块将310V的高压直流市电转换为3.3V的低压直流电为所述控制芯片供电,另一路通过另一端电线输出至LED灯板。交流转直流模块具体工作原理为:220V交流电经过桥式全波整流后,输出的直流电压为输入交流电压的0.9倍,约为198V;在输出段接有滤波电容,输出的空载直流电压约为输入的交流电压的
在本发明中,优选地,所述内层壳体的材质为硬胶,外层壳体的材质为硬胶或软胶;硬胶的材质为PVC、ABS或者PC中的一种,软胶的材质为硅橡胶。内层壳体采用硬胶,对信控板的密封效果好,外层壳体采用软胶,手感好,弹性好,安装方便。
在本发明中,优选地,所述外层壳体在两个端部对称设有长条通孔,两个端部的长条通孔的形状相同;所述外层壳体的形状为四面柱体、圆柱体、椭圆柱体、六边形柱体、八边形柱体中的一种。所述外层壳体在两端靠近电线的边缘设有凸台结构,两端的凸台结构大小、形状相同。外层壳体的形状可根据需要和美观设计成多种多样的,在端部设置长条通孔,方便查看内部内层壳体的状态。
本发明还提供一种LED灯具的智能驱动器的制造方法,所述智能驱动器包括信控板、封装壳体和与信控板两端连接的电线,所述封装壳体通过注塑成型的方式包覆封装所述信控板;所述封装壳体包覆封装信控板的工艺,包括如下步骤:
S1.内层壳体注塑成型:将信控板置于内层壳体模具的中部,往模具中注入第一胶水包裹住信控板,第一胶水冷却成固态相后脱模;
S2.外层壳体注塑成型:将S1获得的注塑半成品的温度降至80℃以下,置于外层壳体模具的中部,往模具中注入第二胶水包裹住内层壳体,第二胶水冷却成固态相后脱模。
本发明的封装工艺考虑到塑胶冷却后会缩水,因此采用一次注塑成型对封装壳体的外观不好控制,容易导致产品外观变形,故本发明采用二次注塑,第一次注塑的形变会被第二次注塑中和,第二次注塑的形变比较细微,在可控范围内。
本发明中具体的注塑过程为:
1、合模,将模具合上并夹紧,抵抗来自原料注射进模腔所产生的压力;
2、注射单元前进,合模完成后,注射单元前进,一直到喷嘴顶住模具;
3、注射充填,将熔融的原料注射进模腔,原料被压缩到一定的压力,模具被完整填充;
4、保压,熔融的原料在模具里冷却后会收缩,在填充完成后继续保持一定的注射压力,一直到进胶口固化,以防止产品缩水;
5、冷却,产品在型腔成型后,继续冷却,直到固化成型;
6、注射单元后退,等待下个循环;
7、开模,产品冷却完成后,合模的压力被释放而打开;
8、顶出,顶出机构将产品顶出,离开模具型腔。
在本发明中,优选地,采用的第一胶水和第二胶水的熔点为110~130℃,测试条件10KG/180℃下熔融指数为1.0600~1.0675g。上述第一胶水和第二胶水的熔点和熔融指数,注塑成型效果好,加工方便,且不会影响信控板上的电子元器件。
进一步优选地,S1中,往模具中注入第一胶水时射胶的温度控制在155~165℃,注塑压力参数为:射压60MPa,保压30MPa,注射时间6~7s,注完后1s脱模;S2中,往模具中注入第二胶水时射胶的温度控制在140~150℃,注塑压力参数为:射压60MPa,保压30MPa,注塑的时间控制在2~3s内,注完后1s脱模。信控板上的电子元器件采用锡焊,锡焊不牢固,在高温和射胶冲击力影响下,容易损坏。本发明通过长期的实验研究,优化了注塑时的工艺参数,对射胶温度、压力、时间进行了优化,避免对电子元器件的损伤,将不良率降到最低。
在本发明中,优选地,第一胶水与第二胶水的质量比为1-2:2,内层壳体的厚度小于等于外层壳体的厚度。第二胶水的质量较多,可以用来弥补第一层胶水固化成型时可能存在的缺陷如没有完全包裹住的信控板裸露部分,使能够完全密封信控板。
在本发明中,优选地,在内层壳体模具对应信控板的上下两侧面的中部位置设置注胶口,同时内层壳体模具内设置有多个顶针,顶针用于注塑成型时形成内层壳体的排气孔,排气孔的孔径能够供空气分子通过,但第二胶水不能渗入。信控板上的电路模块都是没有明显发热功耗的电气元件,微弱的发热量足以通过封装壳体散热,但为了增加使用寿命,通过模具上顶针的设计形成排气孔,排气孔的孔径能够供空气分子通过,但第二胶水不能渗入,成型后成为散热孔,从而散掉部分热量。
在本发明中,优选地,所述内层壳体模具和外层壳体模具的外部均连接有冷却装置。冷却装置使模具内的熔融胶水快速冷却固化,提高生产效率。
与现有技术相比,本发明的有益效果:
1、本发明把驱动器安装在LED灯具壳体外或LED灯板外部,从而把灯具发热部分电路灯板和非发热部分电路驱动电路分开,非发热电路做独立封装,独立于灯具之外,结构小巧,装配更简单。同时天线独立设置,少了灯具的信号干扰,信号强。上述驱动器和LED灯板的分体设置,使用寿命更长,抗干扰能力更好。
2、本发明的封装工艺考虑到塑胶冷却后会缩水,采用一次注塑成型对封装壳体的外观不好控制,容易导致产品外观变形,故本发明采用二次注塑,第一次注塑的形变会被第二次注塑中和,第二次注塑的形变比较细微,在可控范围内。
3、本发明通过长期的实验研究,调整了封装工艺注塑时的工艺参数,对射胶温度、压力、时间等进行了优化,避免对信控板上电子元器件造成损伤,将不良率降到最低。
附图说明
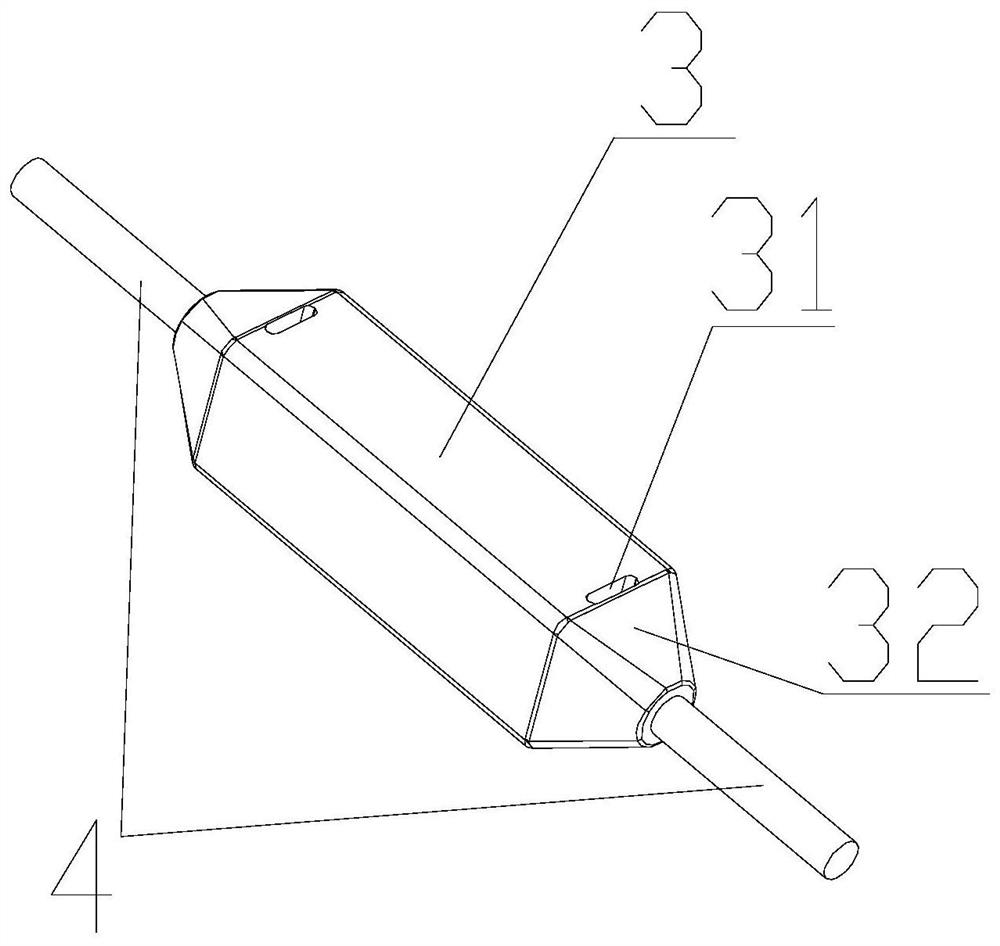
图1是实施例1的整体结构示意图;
图2是实施例1的正面结构示意图;
图3是实施例1除去外层壳体的结构示意图;
图4是实施例1内部结构示意图;
图5是实施例1的原理图;
图6是实施例1的交流转直流模块的电路图;
图7是实施例1的降压模块的电路图;
图8是实施例1的控制芯片的电路图;
图9是实施例2的整体结构示意图;
图10是实施例3的整体结构示意图;
图11是实施例4的整体结构示意图;
图12是实施例5的整体结构示意图。
附图中的标记所对应的技术特征为:1-信控板,2-内层壳体,21-排气孔,3-外层壳体,31-长条通孔,32-凸台结构,4-电线。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合说明书附图和具体实施例,对本发明进一步详细说明,但本发明要求的保护范围并不局限于实施例。
下述实施例所采用的原料如无特殊说明,均为市售。
实施例1:
一种LED灯具的智能驱动器,所述智能驱动器安装于LED灯具壳体的外部或LED灯板的外部,
所述智能驱动器包括信控板1、封装壳体和连接信控板1两端的电线4;连接信控板两端的电线4,其中一端连接LED灯板,另一端连接市电;所述信控板1上集成有信控电路,所述信控电路自前端向后端的电路方向包括依次连接的交流转直流模块、降压模块和控制芯片;所述交流转直流模块将市电转直流后直接连接后端电线用于向LED灯板供电;所述交流转直流模块与降压模块连接,降压模块降压后向控制芯片供电,控制芯片通过后端电线向LED灯板发送控制信号。所述信控电路还包括天线,天线以薄膜电路的方式印刷于信控板的背面,所述天线与控制芯片连接;所述天线用于接收外部设备的无线信号(例如天猫精灵、遥控器以及移动APP发出的无线信号),通过控制芯片转成对应的不同功能的调制信号。天线独立设置,少了灯具的信号干扰,信号强。上述驱动器和LED灯板的分体设置,使用寿命更长,抗干扰能力更好。
所述封装壳体通过注塑成型的方式包覆封装所述信控板1,封装壳体包括先后注塑成型的内层壳体2和外层壳体3,信控板1位于内层壳体2的内部。所述封装壳体包覆封装信控板的工艺,包括如下步骤:
S1.内层壳体注塑成型:将信控板置于内层壳体模具的中部,往模具中注入注塑用ABS胶水包裹住信控板,注入时射胶的温度控制在160℃,注塑压力参数为:射压60MPa,保压30MPa,注射时间6s,注完后1s脱模;
S2.外层壳体注塑成型:将S1获得的注塑半成品的温度降至80℃以下,置于外层壳体模具的中部,往模具中注入注塑用ABS胶水包裹住内层壳体,注入时射胶的温度控制在145℃,注塑压力参数为:射压60MPa,保压30MPa,注塑的时间控制在2~3s内,注完后1s脱模。
注塑用ABS胶水的熔点为120℃,测试条件10KG/180℃下熔融指数为1.0675g。注塑用ABS胶水,注塑成型效果好,且注塑温度不高,减少对信控板的损伤,加工方便。优化了注塑时的工艺参数,对射胶温度、压力、时间进行了优化,将不良率降到最低。
在内层壳体模具对应信控板的上下两侧面的中部位置设置注胶口,同时内层壳体模具内设置有多个顶针,顶针用于注塑成型时形成内层壳体的排气孔,排气孔的孔径能够供空气分子通过,但第二胶水不能渗入。如图3所示,所述内层壳体2在两个端部设有排气孔21,排气孔21的尺寸能够供空气分子通过,但胶水不能渗入。内层壳体设置排气孔,可散掉信控板产生的热量。
所述外层壳体3的形状为四面柱体,在两端靠近电线的边缘设有凸台结构32。两端的凸台结构32的大小、形状相同。所述外层壳体3在两个端部对称设有长条通孔31,两个端部的长条通孔31的形状相同。外层壳体设置长条通孔,方便查看内部内层壳体的状态。
在本具体实施方式中,内层壳体与外层壳体使用的胶水质量比为1:1.5,所述内层壳体2的厚度小于外层壳体3的厚度,内层壳体2的形状与外层壳体3的形状相同。
本实施例的原理如下(如附图5~8所示):220V的高压市电从一端电线接入,进入交流转直流模块,然后所述交流转直流模块将220V的高压交流市电转换成310V的高压直流市电后分成两路输出,一路输入到降压模块,所述降压模块将310V的高压直流市电转换为3.3V的低压直流电为所述控制芯片供电,另一路通过另一端电线输出至LED灯板。
实施例2:
本发明的实施方式之一,如图9所示,本实施例的主要技术方案与实施例1基本相同,在本实施例中未作解释的特征,采用实施例1中的解释,在此不再进行赘述。本实施例与实施例1的区别在于:
所述外层壳体的形状为圆柱体,在两端靠近电线的边缘设有凸台结构;
所述封装壳体包覆封装信控板的工艺,包括如下步骤:
S1.内层壳体注塑成型:将信控板置于内层壳体模具的中部,往模具中注入注塑用PVC胶水包裹住信控板,注入时射胶的温度控制在185℃,注塑压力参数为:射压70MPa,保压40MPa,注射时间8s,注完后2s脱模;
S2.外层壳体注塑成型:将S1获得的注塑半成品的温度降至130℃以下,置于外层壳体模具的中部,往模具中注入注塑用PVC胶水包裹住内层壳体,注入时射胶的温度控制在180℃,注塑压力参数为:射压70MPa,保压40MPa,注塑的时间控制在3~4s内,注完后1s脱模;
注塑用PVC胶水的熔点为170℃左右。
实施例3:
本发明的实施方式之一,如图10所示,本实施例的主要技术方案与实施例1基本相同,在本实施例中未作解释的特征,采用实施例1中的解释,在此不再进行赘述。本实施例与实施例1的区别在于:
所述外层壳体的形状为椭圆柱体,在两端靠近电线的边缘设有凸台结构;
所述封装壳体包覆封装信控板的工艺,包括如下步骤:
S1.内层壳体注塑成型:将信控板置于内层壳体模具的中部,往模具中注入注塑用PC胶水包裹住信控板,注入时射胶的温度控制在260℃,注塑压力参数为:射压80MPa,保压40MPa,注射时间8s,注完后2s脱模;
S2.外层壳体注塑成型:将S1获得的注塑半成品的温度降至180℃以下,置于外层壳体模具的中部,往模具中注入注塑用PC胶水包裹住内层壳体,注入时射胶的温度控制在250℃,注塑压力参数为:射压80MPa,保压40MPa,注塑的时间控制在3~4s内,注完后1s脱模;
注塑用PC胶水的熔点为230℃。
实施例4
本发明的实施方式之一,如图11所示,本实施例的主要技术方案与实施例1基本相同,在本实施例中未作解释的特征,采用实施例1中的解释,在此不再进行赘述。本实施例与实施例1的区别在于:所述外层壳体的形状为六边形柱体,在两端靠近电线的边缘设有凸台结构。
实施例5
本发明的实施方式之一,如图12所示,本实施例的主要技术方案与实施例1基本相同,在本实施例中未作解释的特征,采用实施例1中的解释,在此不再进行赘述。本实施例与实施例1的区别在于:所述外层壳体的形状为八边形柱体,在两端靠近电线的边缘设有凸台结构。
根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。
- 一种LED灯具的智能驱动器及其制造方法
- 一种LED灯具的半成品及该LED灯具的制造方法