一种基于飞秒激光可控刻蚀的薄膜材料图案化加工方法
文献发布时间:2023-06-19 11:30:53
技术领域
本发明属于微纳加工技术领域,具体涉及一种基于飞秒激光可控刻蚀的高 精度薄膜材料快速图案化加工方法。
背景技术
目前薄膜材料的图案化主要采用的是掩膜工艺或光刻工艺。掩膜法是将金 属掩膜版紧密贴合在基底上,在镀膜的过程中材料会直接沉积在掩膜版的空白 区域并直接完成图案化。这种方法十分简便,但是由于掩膜版本身的起伏,薄 膜图案化的精度较低。
光刻工艺是在基底上利用紫外光固化光刻胶获得图案化的结构,利用镀膜 工艺制备目标涂层,再利用去胶液溶解光刻胶以获得与图案一致的目标涂层结 构。大致的工艺流程包括:(1)涂胶-即在基底上形成厚度均匀、附着性强、 没有缺陷的光刻胶薄膜;(2)前烘-经过旋涂后的光刻胶薄膜依旧残留有一定 含量的溶剂,经过较高温度的烘烤,可以将溶剂尽可能低挥发除去;(3)曝光 -对光刻胶进行光照,光照部分与非光照部分产生溶解性的差异;(4)显影& 坚膜-即将产品浸没于显影液之中,此时正性胶的曝光区和负性胶的非曝光区则 会在显影中溶解;(5)刻蚀-光刻胶下方的材料受到刻蚀。光刻工艺最大的优 势在于可以获得极高的加工精度,但工艺复杂,光刻胶的种类和厚度、目标涂 层的镀膜方式和参数以及剥离过程都会对最后的加工效果和材料性能产生影 响,制备周期长,同时会产生大量废水和有毒物质。
近年来可穿戴设备迅速发展,极大地方便了人们的生活,市场规模急速增 长。2017年可穿戴设备中国市场的出货量约为6000万台,占全球市场的 50-60%,2018年中国可穿戴设备市场出货量为7321万台,同比增长28.5%, 并且5G的应用将使得可穿戴设备迅速普及,成为物联网的重要入口与应用终 端。目前可穿戴设备正朝着小型化和智能化发展,这就对其中关键元器件的性 能提出了更高的要求,这就迫切要求我们开发出一种高效高精度的薄膜材料图 案化技术,进一步提升器件的阵列密度。除了传统的掩膜法和光刻工艺,基于 激光薄膜材料图案化的新技术也备受人们的广泛关注。
发明内容
为了解决现有技术存在的上述问题,本发明提供了一种基于飞秒激光可控 刻蚀的高精度薄膜材料快速图案化加工方法。本发明所述图案化加工方法,加 工精度高,图案尺寸误差可达±3%以内;工艺简单,加工效率高;利用紫外飞 秒激光的冷加工特性,降低对薄膜的热损伤;精确控制激光能量,不会对基底 材料产生损伤;不使用任何有毒试剂,环保安全。
本发明所采用的技术方案为:
一种基于飞秒激光可控刻蚀的高精度薄膜材料快速图案化加工方法,包括 如下步骤:
(1)薄膜制备:在基底上沉积一层薄膜材料;
(2)利用飞秒激光在步骤(1)所述薄膜材料上进行刻蚀图案化;
(3)将步骤(2)图案化的材料置于酒精中进行超声清洗,烘干后,即得 图案化的薄膜材料。
步骤(1)中,采用磁控溅射、蒸镀或电镀法在基底上制备薄膜材料。
步骤(1)中,所述薄膜材料为金属薄膜或非金属薄膜,所述薄膜材料的厚 度为1-40μm。本发明所述的基于飞秒激光可控刻蚀的高精度薄膜材料快速图 案化加工方法,能够实现对各种薄膜材料进行图案化加工,包括但并不限于各 种金属薄膜、半导体薄膜、氧化物陶瓷薄膜、石墨烯等。进一步,本发明所述 图案化加工方法能够实现对生长在各种类型基底上的薄膜材料进行加工,包括 但并不限于SiO
步骤(2)中,所述飞秒激光采用直写方式进行刻蚀。
步骤(2)中,所述图案化的形状为点阵列、线阵列、圆阵列中任意一种或 两种以上上述阵列的组合。
所述飞秒激光器输出的激光脉宽设置为290fs-10ps,重复频率设置为 50-100kHz,单脉冲能量设置为7.5-37.5μJ,激光能量密度为0-5000mJ/cm
步骤(2)中,对图案进行刻蚀处理时,需要先对刻蚀区域进行填充处理, 填充线条间隙为10-20μm。
步骤(2)中,采用飞秒激光加工系统在所述薄膜材料上进行刻蚀图案化。
所述飞秒激光加工系统的结构包括依次连接设置的飞秒激光器、光密度连 续可调的光学衰减片、光学反射镜片、振镜加工系统、加工控制系统和位移平 台;
利用所述飞秒激光器发出紫外激光对薄膜材料进行刻蚀加工;
所述光学衰减片放置于所述飞秒激光器的激光光路中,与激光路径垂直, 以精准控制激光的单脉冲能量;
所述光学反射镜片设置多个,激光经所述多个光学反射镜片反射后进入振 镜加工系统中实现聚焦;
所述加工控制系统用于导入绘制图案的图纸,完成图案对准;
所述位移平台用于夹持固定并精确移动待加工的薄膜材料。
所述飞秒激光器发出紫外激光的波长为343nm。
所述光学衰减片的衰减效率为从17%-99.85%连续可调;
激光经振镜加工系统进行聚焦后的激光光斑直径为10μm。
本发明的有益效果为:
(1)本发明所述的基于飞秒激光可控刻蚀的高精度薄膜材料快速图案化加 工方法,通过先在基底上沉积一层薄膜材料,再利用飞秒激光在薄膜材料上进 行刻蚀图案化,最后将图案化的材料置于酒精中进行超声清洗后烘干,即得图 案化的薄膜材料。本发明所述图案化加工方法,加工精度高,图案尺寸误差可 达±3%以内;工艺简单,加工效率高;利用紫外飞秒激光的冷加工特性,降低 对薄膜的热损伤;精确控制激光能量,不会对基底材料产生损伤;不使用任何 有毒试剂,环保安全。
(2)本发明所述的基于飞秒激光可控刻蚀的高精度薄膜材料快速图案化加 工方法,采用飞秒激光加工系统在所述薄膜材料上进行刻蚀图案化,所述飞秒 激光加工系统利用可变光密度的光学衰减片对激光能量进行精确控制,针对不 同材料的损伤阈值调整激光能量,调制激光能量至高于薄膜材料的损伤阈值并 低于基底材料的损失阈值,聚焦完成后开始加工,实现对薄膜的选择性加工。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施 例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述 中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付 出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明实施例1所述飞秒激光加工系统的结构示意图;
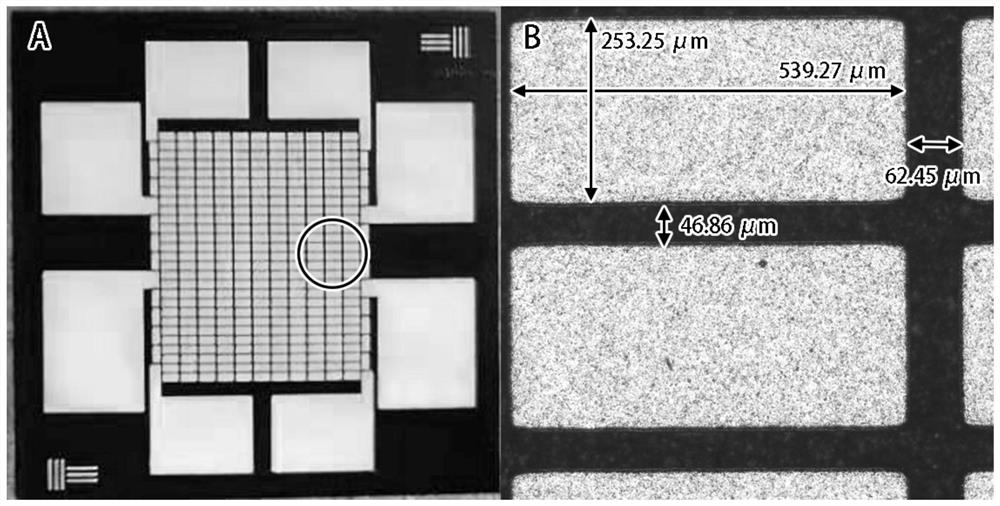
图2为本发明实施例1所述图案化的金属电极薄膜材料的结构表征图,其 中,图A为图案化电极整体结构,图B为图A中所圈区域的局部放大图及尺 寸表征;
图3为本发明实施例3所述图案化的碲化铋热电臂的结构表征图;
图4为本发明实施例4所述图案化的薄膜热敏电阻的结构表征图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方 案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不 是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创 造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
实施例1
本实施例提供一种基于飞秒激光可控刻蚀的薄膜温差发电器件的图案化电 极加工方法,具体如下:
(1)薄膜制备
在厚度为380μm的AlN基底上采用电镀法沉积一层电极层,所述电极层 由下至上依次包括钛粘结层(50nm)、铜导电层(7.2μm)、镍阻挡层(5.2μm) 和金接触层(100nm);
所述电极的外围尺寸为16mm*16mm,电极图案个数为324个,图案尺寸 为540μm*260μm,图案横向和纵向的间隔分别为60μm和40μm;进行刻蚀处 理前,先对加工图纸中需要刻蚀区域进行填充处理,间隔填充线条的间距为 16μm;
(2)采用飞秒激光加工系统在步骤(1)所述薄膜材料上进行刻蚀图案化, 所述图案化的形状为线阵列结构;所述飞秒激光采用直写方式进行刻蚀;
所述飞秒激光加工系统的结构如图1所示,包括依次连接设置的飞秒激光 器、光密度连续可调的光学衰减片、光学反射镜片、振镜加工系统、加工控制 系统和真空吸附位移平台;其中,利用所述飞秒激光器发出波长为343nm的紫 外激光对薄膜材料进行刻蚀加工;所述光学衰减片放置于所述飞秒激光器的激 光光路中,与激光路径垂直,以精准控制激光的单脉冲能量;所述光学衰减片 的衰减效率为从17%-99.85%连续可调;所述光学反射镜片设置多个,激光经所 述多个光学反射镜片反射后进入振镜加工系统中实现聚焦,激光经振镜加工系 统进行聚焦后的激光光斑直径为10μm;所述加工控制系统用于导入绘制图案 的图纸,完成图案对准;所述真空吸附位移平台用于夹持固定待加工的薄膜材 料。
本实施例中,将一片20mm*20mm的电极薄膜材料固定放置在真空吸附 位移平台上,随后将图纸导入到加工控制系统中,完成图案对准;飞秒激光脉 宽设置为290fs,重复频率设置为100kHz,单脉冲能量设置为15μJ,激光能 量密度为668.79mJ/cm
加工完成后,将图案化电极的外围边框图纸导入到加工控制系统中,移除 激光光路中的衰减片,并将激光单脉冲能量设置为37.5μJ,激光能量密度为 47770.7mJ/cm
(3)将加工后的材料置于酒精溶液中超声10min,进行表面清洗,烘干后, 即得图案化的电极薄膜,如图2所示。
实施例2
本实施例提供一种基于飞秒激光可控刻蚀的薄膜温差发电器件的图案化电 极加工方法,具体如下:
(1)薄膜制备
在厚度为380μm的AlN基底上采用电镀法沉积一层电极层,所述电极层由 上至下依次包括钛粘结层(100nm)、铜导电层(35μm)、镍阻挡层(6μm) 和金接触层(200nm);
所述电极的外围尺寸为16mm*16mm,电极图案个数为324个,图案尺寸 为540μm*260μm,图案横向和纵向的间隔分别为60μm和40μm;进行刻蚀处 理前,先对加工图纸中需要刻蚀区域进行填充处理,间隔填充线条的间距为 20μm;
(2)采用飞秒激光加工系统在步骤(1)所述薄膜材料上进行刻蚀图案化, 所述图案化的形状为线阵列结构;所述飞秒激光采用直写方式进行刻蚀;
所述飞秒激光加工系统的结构如图1所示,包括依次连接设置的飞秒激光 器、光密度连续可调的光学衰减片、光学反射镜片、振镜加工系统、加工控制 系统和真空吸附位移平台;其中,利用所述飞秒激光器发出波长为343nm的紫 外激光对薄膜材料进行刻蚀加工;所述光学衰减片放置于所述飞秒激光器的激 光光路中,与激光路径垂直,以精准控制激光的单脉冲能量;所述光学衰减片 的衰减效率为从17%-99.85%连续可调;所述光学反射镜片设置多个,激光经所 述多个光学反射镜片反射后进入振镜加工系统中实现聚焦,激光经振镜加工系 统进行聚焦后的激光光斑直径为10μm;所述加工控制系统用于导入绘制图案 的图纸,完成图案对准;所述真空吸附位移平台用于夹持固定待加工的薄膜材 料。
本实施例中,将一片20mm*20mm的电极薄膜材料固定放置在真空吸附 位移平台上,随后将图纸导入到加工控制系统中,完成图案对准;飞秒激光脉 宽设置为290fs,重复频率设置为100kHz,单脉冲能量设置为17.5μJ,激光 能量密度为780.26mJ/cm
加工完成后,将图案化电极的外围边框图纸导入到加工控制系统中,移除 激光光路中的衰减片,并将激光单脉冲能量设置为37.5μJ,激光能量密度为 47770.7mJ/cm
(3)将加工后的材料置于酒精溶液中超声10min,进行表面清洗,烘干后, 即得图案化的电极薄膜。
实施例3
本实施例提供一种基于飞秒激光可控刻蚀的薄膜温差发电器件的N型碲化 铋热电臂加工方法,具体如下:
(1)薄膜制备
在实施例1所述电极薄膜上采用磁控溅射法制备一层N型碲化铋热电薄 膜,厚度为4.8μm;
所述热电臂层的整体外围尺寸为10mm*10mm,热电臂个数为324个,尺 寸为200μm*200μm,热电臂横向和纵向的间隔为100μm;进行刻蚀处理前,先 对加工图纸中需要刻蚀区域进行填充处理,间隔填充线条的间距为16μm;
(2)采用飞秒激光加工系统在步骤(1)所述薄膜材料上进行刻蚀图案化, 所述图案化的形状为线阵列结构;
所述飞秒激光加工系统的结构如图1所示,包括依次连接设置的飞秒激光 器、光密度连续可调的光学衰减片、光学反射镜片、振镜加工系统、加工控制 系统和真空吸附位移平台;其中,利用所述飞秒激光器发出波长为343nm的紫 外激光对薄膜材料进行刻蚀加工;所述光学衰减片放置于所述飞秒激光器的激 光光路中,与激光路径垂直,以精准控制激光的单脉冲能量;所述光学衰减片 的衰减效率为从17%-99.85%连续可调;所述光学反射镜片设置多个,激光经所 述多个光学反射镜片反射后进入振镜加工系统中实现聚焦,激光经振镜加工系 统进行聚焦后的激光光斑直径为10μm;所述加工控制系统用于导入绘制图案 的图纸,完成图案对准;所述真空吸附位移平台用于夹持固定待加工的薄膜材 料。
本实施例中,将一片20mm*20mm的薄膜样品固定放置在真空吸附位移 平台上,随后将图纸导入到加工控制系统中,完成图案对准;飞秒激光脉宽设 置为290fs,重复频率设置为100kHz,单脉冲能量设置为7.5μJ,激光能量密 度为47.77mJ/cm
(3)将图案化的材料置于酒精溶液中超声10min,进行表面清洗,烘干后, 即得图案化的N型碲化铋热电臂,如图3所示。
实施例4
本实施例提供一种基于飞秒激光可控刻蚀的薄膜热敏电阻加工方法,具体 如下:
(1)薄膜制备
在厚度为380μm的AlN基底上采用热蒸镀法沉积一层Cu薄膜,所述薄膜 的厚度为1.2μm;
所述热电臂层的整体外围尺寸为2.2mm*2.2mm,电极线宽为30μm;进 行刻蚀处理前,先对加工图纸中需要刻蚀区域进行填充处理,间隔填充线条的 间距为10μm;
(2)采用飞秒激光加工系统在步骤(1)所述薄膜材料上进行刻蚀图案化, 所述图案化的形状为线阵列和圆阵列复合结构;
所述飞秒激光加工系统的结构如图1所示,包括依次连接设置的飞秒激光 器、光密度连续可调的光学衰减片、光学反射镜片、振镜加工系统、加工控制 系统和真空吸附位移平台;其中,利用所述飞秒激光器发出波长为343nm的紫 外激光对薄膜材料进行刻蚀加工;所述光学衰减片放置于所述飞秒激光器的激 光光路中,与激光路径垂直,以精准控制激光的单脉冲能量;所述光学衰减片 的衰减效率为从17%-99.85%连续可调;所述光学反射镜片设置多个,激光经所 述多个光学反射镜片反射后进入振镜加工系统中实现聚焦,激光经振镜加工系 统进行聚焦后的激光光斑直径为10μm;所述加工控制系统用于导入绘制图案 的图纸,完成图案对准;所述真空吸附位移平台用于夹持固定待加工的薄膜材 料。
本实施例中,将一片10mm*10mm的薄膜样品固定放置在真空吸附位移 平台上,随后将图纸导入到加工控制系统中,完成图案对准;飞秒激光脉宽设 置为10ps,重复频率设置为100kHz,单脉冲能量设置为15μJ,激光能量密度 为780.26mJ/cm
(3)将图案化的材料置于酒精溶液中超声10min,进行表面清洗,烘干后, 即得图案化的薄膜热敏电阻,如图4所示。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于 此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到 变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应 以所述权利要求的保护范围为准。
- 一种基于飞秒激光可控刻蚀的薄膜材料图案化加工方法
- 一种基于飞秒激光处理和湿法刻蚀的硅微结构加工方法