一种手机镜片组装加工的涂胶机及使用方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及手机镜片安装技术领域,具体涉及一种手机镜片组装加工的涂胶机及使用方法。
背景技术
在手机镜片加工过程中,需将镜片盖与镜头架上,目前,有两种盖镜片的方式,一是通过人工进行盖镜片,二是通过机器自动盖镜片,现有自动盖镜片机器存在以下技术问题,
(1)不同规格的手机镜片对应不同的镜片架,将镜片和镜片架均放置在装置中,会造成部分规格差别较大镜片与镜片架无法对准;
(2)现有的点胶装置采用点胶头对镜片进行点胶,点胶头进行点胶之后会出现头部堵塞胶液的情况;
(3)现有的点胶装置针对某一种规格的镜片和镜片架进行涂胶,不适用于与规定镜片和镜片架差别较大的镜片和镜片架使用,限制了涂胶机的使用范围。
发明内容
为此,本发明提供一种手机镜片组装加工的涂胶机及使用方法,有效的解决了现有技术中的部分规格差别较大镜片与镜片架无法对准、点胶头进行点胶之后会出现头部堵塞胶液的情况和不适用于其他规格的镜片和镜片架使用的问题。
为解决上述技术问题,本发明具体提供下述技术方案:一种手机镜片组装加工的涂胶机,包括工作台、设置在所述工作台上且对手机镜片进行暂时固定的镜片固定装置和对镜片架进行固定的镜架固定装置,所述镜片固定装置和所述镜架固定装置之间设置有对镜片进行涂胶的点胶装置;
所述点胶装置包括设置在所述镜片固定装置和所述镜架固定装置之间的固定架和滑动设置在所述固定架上的弧形连接板,所述弧形连接板上通过角度调节件连接有点胶组件,所述弧形连接板连接有第一气缸;
所述镜架固定装置包括嵌设安装在所述固定架上的连接架和设置在连接架侧边且对所述连接架进行平移的平移组件,所述连接架下端设置有对镜架进行夹置的夹置臂。
作为本发明的优选方案,所述第一气缸通过连接弧杆与所述弧形连接板转动连接,所述固定架上设置有供所述弧形连接板滑动的圆形滑架,所述点胶组件包括安装在所述弧形连接板上的点胶柱和连接在所述点胶柱下端端的点胶头,所述点胶柱和所述点胶头内均设置有出胶腔,所述点胶柱上设置有储胶舱,所述储胶舱上端设置有第一连接杆,所述第一连接杆上端转动连接有水平板,所述水平板上端连接有第二气缸,所述第二气缸安装在所述固定架上。
作为本发明的优选方案,所述储胶舱内滑动设置有储胶箱,所述储胶箱上端与所述第一连接杆连接,所述储胶箱下侧边开设有通胶口,所述储胶舱下端设置为锥形内壁,所述储胶箱下方两端连接有倾斜导胶板,所述储胶箱下端中间连接有第二连接杆,所述第二连接杆上安装有与所述出胶腔下端内壁契合的挤压柱,所述挤压柱下端连接有挤压头,所述挤压头延伸至所述出胶腔外,所述出胶腔内设置为锥形。
作为本发明的优选方案,所述弧形连接板上开设有供所述点胶组件安装的安装孔,所述角度调节件包括固定在所述安装孔内的上安装环和下安装环,所述上安装环和所述下安装环之间转动安装有转动环,所述转动环啮合有第一调节齿轮,所述转动环内设置有调节腔,所述转动环内侧壁均贯穿设置有若干个固定柱,相对的一对所述固定柱均固定连接有安装弧板,所述点胶柱侧端面通过安装螺栓固定在所述安装弧板上。
作为本发明的优选方案,所述固定柱上固定安装有第二调节齿轮,相邻所述第二调节齿轮相互啮合,所述第二调节齿轮上方啮合有第三调节齿轮,所述第三调节齿轮通过连接轴连接有第四调节齿轮,所述连接轴贯穿设置在所述转动环内壁上。
作为本发明的优选方案,所述镜片固定装置包括转动设置在所述工作台上的转动柱和连接在所述转动柱上的转动架,所述转动柱下端连接有转动电机,所述转动架上放置有若干个放置镜片的扇形固定座,所述工作台上设置有第三气缸,所述扇形固定座下端开设有供所述第三气缸安装的卡槽,所述扇形固定座上开设有放置槽,所述放置槽内转动安装有安装座,所述安装座内两侧壁贯穿有伸缩柱,所述伸缩柱上连接有夹置板,所述伸缩柱上远离所述夹置板的一端延伸至所述安装座内且连接有第四气缸,所述伸缩柱上缠绕设置有第一复位弹簧;
所述放置槽内开设有调节槽,所述调节槽内转动安装有转动齿轮柱,所述安装座底端连接有与所述转动齿轮柱内部卡接的卡接齿轮柱,所述安装座内设置有与所述转动齿轮柱啮合的第五调节齿轮。
作为本发明的优选方案,所述转动架两侧边分别设置有送料舱和出料舱,所述送料舱内设置有送料通道,所述出料舱内设置有出料通道,所述送料通道内设置有一对送料夹,所述送料夹上端延伸至所述送料舱外且连接有第五气缸,所述送料夹之间连接有第二复位弹簧,所述出料通道内设置有一对出料夹,所述出料夹上端延伸至所述出料舱外且连接有第六气缸,所述出料夹之前连接有第三复位弹簧,所述送料通道从上到下半径逐渐增大,所述出料通道从上到下半径逐渐减小。
作为本发明的优选方案,所述平移组件包括嵌设在所述固定架上的第七气缸和第八气缸,所述第七气缸和所述第八气缸分别连接在所述连接架两侧。
作为本发明的优选方案,所述第一调节齿轮、所述第四调节齿轮和所述第五调节齿轮均连接有微型驱动电机,所述微型驱动电机和所述转动电机均连接有控制器,所述第一气缸、第二气缸、第三气缸、第四气缸、第五气缸、第六气缸、第七气缸和第八气缸均与所述控制器连接。
作为本发明的优选方案,手机镜片组装加工的涂胶机的使用方法包括如下几步:
步骤一,将镜片放置在所述送料夹上,所述控制器控制所述第五气缸将所述送料夹上的镜片送至所述安装座上;
步骤二,所述控制器控制所述转动电机运行,所述转动电机带动所述转动柱转动,将所述扇形固定座带至所述点胶组件正下方;
步骤三,所述控制器控制所述微型驱动电机带动所述第一调节齿轮和所述第四调节齿轮转动,对所述点胶头的角度进行调节;
步骤四,所述微型驱动电机带动第五调节齿轮转动,所述安装座转动带动镜片转动,所述第二气缸带动所述点胶组件运行对镜片上端面进行圆周点胶;
步骤五,所述第一气缸带动所述弧形连接板滑动,对所述镜片的外侧圆周面进行点胶,点胶完成之后所述第七气缸和所述第八气缸带动所述连接架进行平移;
步骤六,所述第三气缸运行带动所述扇形固定座向上移动至与镜片架胶合,所述第三气缸向下移动带动完成胶合的镜片和镜片架回到所述转动架上,所述转动电机继续带动所述转动柱转动,所述第六气缸带动所述出料夹将镜片和镜片架取出,相邻所述扇形固定座上未进行胶合的镜片重复步骤三及之后的步骤。
本发明与现有技术相比较具有如下有益效果:
(1)本发明在镜片固定装置和镜架固定装置之间设置点胶装置,在进行点胶之前将点胶头内的胶液一次性挤出,避免了胶液堵塞在头部情况的发生;
(2)本发明在工作台上设置镜架固定装置,其中,通过调节平移组件对连接架进行平移与镜片上下对应,便于镜架和镜片的胶合;
(3)本发明通过角度调节件对点胶组件进行角度调节,对不同规格的镜片的外端面进行点胶,本发明适用于各种规格的镜片和镜架使用,使用范围较广。
附图说明
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
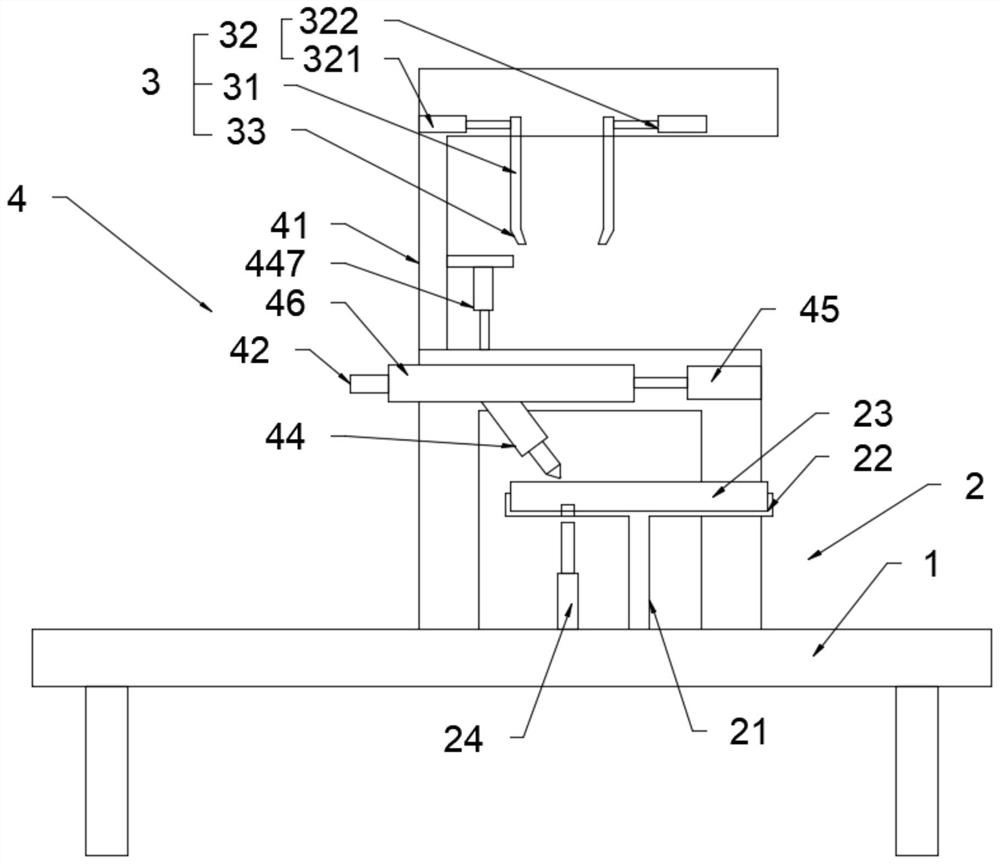
图1为本发明实施例提供的一种手机镜片组装加工的涂胶机及使用方法的结构示意图;
图2为本发明实施例中的点胶组件的结构示意图;
图3为本发明实施例中的点胶装置的结构示意图;
图4为本发明实施例中的角度调节组件的部分结构示意图;
图5为本发明实施例中的转动齿轮柱和卡接齿轮柱的卡接示意图;
图6为本发明实施例中的镜片固定装置的部分结构示意图;
图7为本发明实施例中的镜片固定装置的剖面图;
图8为本发明实施例中的送料舱和出料舱的结构示意图。
图中的标号分别表示如下:
1-工作台;2-镜片固定装置;3-镜架固定装置;4-点胶装置;5-送料舱;6-出料舱;7-送料通道;8-出料通道;9-送料夹;10-第五气缸;11-第二复位弹簧;12-出料夹;13-第六气缸;14-第三复位弹簧;
21-转动柱;22-转动架;23-扇形固定座;24-第三气缸;25-放置槽;26-安装座;27-伸缩柱;28-夹置板;29-第四气缸;210-转动齿轮柱;211-卡接齿轮柱;212-第五调节齿轮;
31-连接架;32-平移组件;33-夹置臂;
41-固定架;42-弧形连接板;43-角度调节件;44-点胶组件;45-第一气缸;46-圆形滑架;
321-第七气缸;322-第八气缸;
431-上安装环;432-下安装环;433-转动环;434-第一调节齿轮;435-固定柱;436-安装弧板;437-第二调节齿轮;438-第三调节齿轮;439-第四调节齿轮;
441-点胶柱;442-点胶头;443-出胶腔;444-储胶舱;445-第一连接杆;446-水平板;447-第二气缸;448-储胶箱;449-倾斜导胶板;4410-第二连接杆;4411-挤压柱;4412-挤压头。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,本发明提供了一种手机镜片组装加工的涂胶机,包括工作台1、设置在工作台1上且对手机镜片进行暂时固定的镜片固定装置2和对镜片架进行固定的镜架固定装置3,镜片固定装置2和镜架固定装置3之间设置有对镜片进行涂胶的点胶装置4。
本发明的主要创新点为镜架固定装置3和点胶装置4,点胶装置4在进行点胶时将点胶头内的胶液一次性挤出到镜片上,避免了胶液堵塞在头部情况的发生,并且可以对点胶组件44进行角度调节,镜架固定装置3可对镜架进行平移以与点胶后的镜片处于同一竖直方向。
其中,点胶装置4包括设置在镜片固定装置2和镜架固定装置3之间的固定架41和滑动设置在固定架41上的弧形连接板42,弧形连接板42上通过角度调节件43连接有点胶组件44,弧形连接板42连接有第一气缸45;第一气缸45通过连接弧杆与弧形连接板42转动连接,固定架41上设置有供弧形连接板42滑动的圆形滑架46,第一气缸45可通过连接弧杆带动弧形连接板42在圆形滑架46上做圆周运动,对镜片外周面进行点胶。
如图2所示,点胶组件44包括安装在弧形连接板42上的点胶柱441和连接在点胶柱441下端端的点胶头442,点胶柱441和点胶头442内均设置有出胶腔443,点胶柱441上设置有储胶舱444,储胶舱444上端设置有第一连接杆445,第一连接杆445上端转动连接有水平板446,水平板446上端连接有第二气缸447,第二气缸447安装在固定架41上,第二气缸447可以推动水平板466向下移动。
为了对胶水进行储藏,储胶舱444内滑动设置有储胶箱448,储胶箱448储藏胶水,储胶箱448上端与第一连接杆445连接,储胶箱448下侧边开设有通胶口,储胶舱444下端设置为锥形内壁,储胶箱448下方两端连接有倾斜导胶板449,储胶箱448下端中间连接有第二连接杆4410,第二连接杆4410上安装有与出胶腔443下端内壁契合的挤压柱4411,挤压柱4411下端连接有挤压头4412,挤压头4412延伸至出胶腔443外,出胶腔443内设置为锥形。
点胶组件44的主要点胶过程为,第二气缸447带动水平板446向下移动,储胶箱448在储胶舱444内向下滑动,储胶舱444内壁不对通胶口进行止挡,储胶箱448内的胶水从通胶口流到出胶腔443中,倾斜导胶板449将胶水导到挤压柱4411侧边,挤压柱4411向下移动,部分胶水流至点胶头442内的出胶腔443中,挤压柱4411继续向下挤压至与出胶腔443内壁贴合,挤压头4412将胶水挤出出胶腔443,对镜片某一位置进行点胶,之后第二气缸447向上移动需要进行下一次点胶时再控制第二气缸447继续向下移动。
弧形连接板42上开设有供点胶组件44安装的安装孔,为了对点胶组件44进行角度调节以适应不同规格的镜片进行点胶,本发明设置了角度调节件43,角度调节件43包括固定在安装孔内的上安装环431和下安装环432,上安装环431和下安装环432之间转动安装有转动环433,上安装环431和下安装环432对转动环433起到转动限位的作用,转动环433以上安装环431和下安装环432的中心轴为转动轴转动,转动环433啮合有第一调节齿轮434,转动环433内设置有调节腔,转动环433内侧壁均贯穿设置有若干个固定柱435,相对的一对固定柱435均固定连接有安装弧板436,点胶柱441侧端面通过安装螺栓固定在安装弧板436上;固定柱435上固定安装有第二调节齿轮437,相邻第二调节齿轮437相互啮合,第二调节齿轮437上方啮合有第三调节齿轮438,第三调节齿轮438通过连接轴连接有第四调节齿轮439,连接轴贯穿设置在转动环433内壁上。
本发明中,如图3和4所示,角度调节件43可以实现点胶组件44在空间中的任意角度调节,主要实现方式为,转动第一调节齿轮434可以带动转动环433转动,转动环433带动点胶组件44转动,使得点胶组件44的水平角度随意调整,转动第四调节齿轮439带动第三调节齿轮438转动,从而带动第二调节齿轮437转动,固定柱435转动带动点胶组件44在竖直方向上转动,实现了点胶组件44的竖直角度调整,角度调节件43对点胶组件44进行任意角度调整,为了使点胶组件44在点胶过程中长度随意调节,作为本发明的另一实施例,将安装弧板436设置为套接在一起的伸缩板,根据角度调节变换长度从而对点胶组件44的高度进行调节。
本发明中镜片固定装置2对镜片进行安装并固定,镜片固定装置2包括转动设置在工作台1上的转动柱21和连接在转动柱21上的转动架22,转动柱21下端连接有转动电机,转动架22上放置有若干个放置镜片的扇形固定座23,工作台1上设置有第三气缸24,扇形固定座23下端开设有供第三气缸24安装的卡槽,转动电机带动转动柱21转动,将装载需要进行点胶的镜片的扇形固定座23上转动至点胶组件44正下方。
为了对镜片进行固定,扇形固定座23上开设有放置槽25,放置槽25内转动安装有安装座26,安装座26内两侧壁贯穿有伸缩柱27,伸缩柱27上连接有夹置板28,伸缩柱28上远离夹置板28的一端延伸至安装座26内且连接有第四气缸29,伸缩柱28上缠绕设置有第一复位弹簧,第四气缸29驱动夹置板28对镜片进行固定。
当镜片移至点胶组件44下方后需要进行圆周点胶,放置槽25内开设有调节槽,调节槽内转动安装有转动齿轮柱210,安装座26底端连接有与转动齿轮柱210内部卡接的卡接齿轮柱211,安装座26内设置有与转动齿轮柱210啮合的第五调节齿轮212,第五调节齿轮212转动带动转动齿轮柱210转动,从而通过卡接齿轮柱211带动安装座26转动,安装座26上的镜片随之转动。
镜片进行点胶之前和进行点胶之后分别通过送料舱5将镜片放置在安装座26上和通过出料舱6将镜片取出,送料舱5和出料舱6分别设置在转动架22两侧边,送料舱5内设置有送料通道7,出料舱6内设置有出料通道8,送料通道7内设置有一对送料夹9,送料夹9上端延伸至送料舱5外且连接有第五气缸10,送料夹9之间连接有第二复位弹簧11,出料通道8内设置有一对出料夹12,出料夹12上端延伸至出料舱6外且连接有第六气缸13,出料夹12之前连接有第三复位弹簧14,送料通道7从上到下半径逐渐增大,出料通道8从上到下半径逐渐减小。
如图8所示,送料夹9在第五气缸10的作用下逐渐带镜片下移到安装座26上,移动的过程中在第二复位弹簧11的作用下送料夹9逐渐向外伸展,直至最后不对镜片夹持,镜片放置入安装座26上;当镜片点胶并胶合完成之后,安装座26转动到出料舱6下方,第六气缸13带动出料夹12下移,出料夹12在下移的过程中受挤压逐渐收拢对安装座26中的镜片和镜片架胶合的成品进行夹出。
不同规格的镜片和镜架在镜片固定装置2和镜架固定装置3中的竖直位置不一定一致,镜架固定装置3包括嵌设安装在固定架41上的连接架31和设置在连接架31侧边且对连接架31进行平移的平移组件32,连接架31下端设置有对镜架进行夹置的夹置臂33,平移组件32带动镜架进行移动;平移组件32包括嵌设在固定架41上的第七气缸321和第八气缸322,第七气缸321和第八气缸322分别连接在连接架31两侧,在第七气缸321和第八气缸322的作用下连接架31进行平移以带动镜架平移。
为了对装置整体进行控制,第一调节齿轮434、第四调节齿轮439和第五调节齿轮212均连接有微型驱动电机,微型驱动电机和转动电机均连接有控制器,第一气缸45、第二气缸447、第三气缸24、第四气缸29、第五气缸10、第六气缸13、第七气缸321和第八气缸322均与控制器连接。
本发明提出的手机镜片组装加工的涂胶机的使用方法包括如下几步:
步骤一,将镜片放置在送料夹9上,控制器控制第五气缸10带动送料夹9将镜片送至安装座26上;
步骤二,控制器控制转动电机运行,转动电机带动转动柱21转动,将扇形固定座23带至点胶组件44正下方;
步骤三,控制器控制微型驱动电机带动第一调节齿轮434和第四调节齿轮439转动,对点胶头442的角度进行调节;
步骤四,微型驱动电机带动第五调节齿轮21转动,安装座26转动带动镜片转动,第二气缸447带动点胶组件44运行对镜片上端面进行圆周点胶;
步骤五,第一气缸45带动弧形连接板42滑动,对镜片的外侧圆周面进行点胶,点胶完成之后第七气缸321和第八气缸322带动连接架31进行平移;
步骤六,第三气缸24运行带动扇形固定座23向上移动至与镜片架胶合,第三气缸24向下移动将胶合的镜片和镜片架带回到转动架22上,转动电机继续带动转动柱21转动,第六气缸13带动出料夹12将镜片和镜片架取出,相邻扇形固定座23上未进行胶合的镜片重复步骤三及之后的步骤。
以上实施例仅为本申请的示例性实施例,不用于限制本申请,本申请的保护范围由权利要求书限定。本领域技术人员可以在本申请的实质和保护范围内,对本申请做出各种修改或等同替换,这种修改或等同替换也应视为落在本申请的保护范围内。
- 一种手机镜片组装加工的涂胶机及使用方法
- 一种用于加工手机镜片、按键的涂胶机