一种用于风电设备无钉状石墨的球墨铸铁及其制备方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明属于球墨铸铁铸造领域,涉及一种用于风电设备无钉状石墨的球墨铸铁及其制备方法。
背景技术
球墨铸铁是国民经济发展的重要组成部分,主要应用在风力发电、核电、汽车行业等。风电主要以铁素体球墨铸铁为主,如QT400-18AL、QT350-22AL、QT450-18AL、QT500-14、QT600-10等;核电的代表铸件有核废料储运罐,主要用来储存核废料,代表牌号QT400-18AL;汽车行业多生产小件产品,以高牌号为主,如QT600-3、QT700-2等,代表铸件有发动机曲轴。无论是低牌号,还是高牌号球墨铸铁,无论是铁素体体球铁,还是珠光体球铁,除了关注能代表铸件力学性能的指标外,还要关注铸件本体的石墨形态;对于球铁熔炼工艺控制的核心就是在任意变化化学成分的情况下,确保石墨形态良好。但是在实际生产中,因铸件结构尺寸的变化,会在铸件局部出现大模数、大热节,导致铸件局部石墨形态受冷却速度、凝固时间的影响而变差。国家标准《GB/T1348-2009球墨铸铁件》中7.3注1:铸件本体性能值无法统一一致,因其取决于铸件的复杂程度以及铸件壁厚变化。
钉状石墨多出现在球铁件上,QT400以上牌号比较常见,钉状石墨又称水草状石墨,石墨形状如同一把铁钉随意叠加式一样,形状如同水草,当钉状石墨数量较多时,本体延伸率会急剧恶化,铸件局部的力学性能将变差,当铸件在服役阶段反复受载荷力,相当于在考验铸件的疲劳强度,当铸件表面质量薄弱处发生微观裂纹,裂纹随时间不断扩展,当裂纹延伸到钉状石墨区域时,裂纹将快速扩展,产生宏观裂纹,甚至导致铸件断裂,给整机商带来经济损失。
发明内容
本发明的目的是针对现有技术存在的上述问题,提出了一种力学性能优良、高抗疲劳强度和抗断裂性能用于风电设备无钉状石墨的球墨铸铁及其制备方法。
本发明的目的可通过下列技术方案来实现:一种用于风电设备无钉状石墨的球墨铸铁,所述石墨铸铁成分及其质量百分比含量为:Cr≤0.09%、Ti≤0.040%、Pb≤0.010%、Bi≤0.005%、Sb≤0.010%、Mn≤0.20%、Cu≤0.10%、Sn≤0.010%、C:3.00-3.85%、Si:1.80-3.85%、P≤0.030%、S≤0.015%、Re≤0.010%、Al≤0.02%、Mg:0.035-0.045%,余量为Fe。
在上述的一种用于风电设备无钉状石墨的球墨铸铁中,所述石墨铸铁碳当量为4.0-4.5%,所述的碳当量为碳含量与三分之一的硅含量总和。
每个石墨球都有一个核心,石墨核心可以是一个夹杂物或复合体夹杂核心,核心形状各异,尺寸在0.5-3微米之间;碳在核心上堆砌长大,最终形成石墨球,石墨球核心长大时,石墨分支的基面生长速度大于棱面的生长速度,最终利于石墨成球。对于钉状石墨如同一对杂草或散落的钉子,主要是在铸件最后凝固区石墨成球条件遭到成分偏析的干扰,碳原子扩散运动受阻,无法正常在石墨核心上堆砌,导致棱面的生产速度大于基面,并且多个相邻的石墨核心均沿着棱面快速生长,最终完成碳堆积后交织到一起,从而形成钉状石墨。
本发明通过对球墨铸铁本身成分进行优化,避免了有害元素吸附在沿石墨生长的界面改变石墨正常生长方式,从而导致在晶界处钉状石墨的产生。而且控制了铸铁中反球化元素钛、铅、铋、锑、锡等的含量,大大减少了铸件心部出现钉状石墨的概率,因为球铁中的锑、铋含量过多,锑、铋的作用是中和铁水中的残留稀土,当中和稀土之后,残余的锑、铋就会导致钉状石墨出现;或者铸铁中加入的稀土量偏低,导致微量元素过多,也会导致钉状形成。
本发明还提出了一种用于风电设备无钉状石墨的球墨铸铁的制备方法,所述方法包括如下步骤:
S1、炉料选择:55-65份的高纯生铁、15-25份的优质废钢、15-25份的回炉料、0.5-2份的增碳剂、0.5-4份的硅铁;
S2、熔炼:将高纯生铁、优质废钢、回炉料、增碳剂、硅铁置于熔炼炉中熔炼,控制铁水出炉温度为1450-1480℃;
S3、球化孕育处理:在S2得到的铁水中加入球化剂,然后在球化剂表面覆盖粒径为2-10mm、添加量为铁水质量0.2-0.4%的硅铁孕育剂,在1450-1480℃下进行球化处理;
S4、随流孕育:球化后将铁水浇注至连体试块铸型中,浇注过程中随流加入粒径为0.4-2mm、添加量为铁水质量0.1-0.2%的硅铁孕育剂;
S5、浇注冷却:浇注结束后,在铸型中保温,然后冷却至350℃以下,从铸型中取出铸件。
在上述的一种用于风电设备无钉状石墨的球墨铸铁的制备方法中,S2铁水出炉前需加入微量合金元素Sb,加入量为铁水质量的0.001-0.005%。
作为优选,高纯生铁的成分质量百分比含量为:C≥2.5%,Si:<0.50%,Mn≤0.010%,P≤0.010%,Cr≤0.010%,Cu≤0.008%,Ti≤0.005%;V≤0.005%,Mo≤0.0001%,Pb≤0.0009%,B≤0.0009%,Sn≤0.0009%,Bi≤0.0008%,余量为Fe。
作为优选,优质废钢的成分质量百分比含量为:C≤0.3%,Mn≤0.30%,Cr≤0.040%,S≤0.03%,余量为Fe。
作为优选,硅铁的成分质量百分比含量为:Si 72-80%,Al≤1.20%,Mn≤0.50%,Cr≤0.50%,余量为Fe。
作为优选,增碳剂为微硫增碳剂,其中硫含量≤0.03wt%,氮含量≤0.010wt%。
在上述的一种用于风电设备无钉状石墨的球墨铸铁的制备方法中,S3中所述球化剂粒径为4-30mm,加入量为铁水质量的1.0-1.3%。
在上述的一种用于风电设备无钉状石墨的球墨铸铁的制备方法中,球化剂为球化剂A和球化剂B中的一种或两种,球化剂A的成分配方为:Mg 5.7-6.3%、Al≤2%、Si 40-50%、Ca 1.0-2.0%、Re 0.5-1.0%,余量为Fe;球化剂B的成分配方为:Mg 5.7-6.3%、Al≤2%、Si 40-50%、Ca 1.0-2.0%、Re≤0.1%,余量为Fe。
当使用的球化剂为球化剂A和球化剂B两种混合时,最优质量比为1:1。本发明通过两种球化剂搭配使用控制了加入到铁水中的稀土含量,同样的配料下,壁厚越厚,球化剂带入到铁水中的稀土含量应低些,甚至可以使用无稀土球化剂;对于薄壁件可以使用稀土较高些的球化剂,同时搭配微量元素含量较高的生铁,达到减少钉状石墨的出现几率,所以本发明可以根据实际需求灵活搭配球化剂。
在上述的一种用于风电设备无钉状石墨的球墨铸铁的制备方法中,硅铁细粒孕育剂的成分配方为:Si 70-80%、Al≤2.0%,Mn≤0.5%、Cr≤0.5%,P≤0.040%,余量为Fe。本发明分两次对铁水孕育,两次孕育可以增加铁水的石墨形核能力,添加量主要以一次孕育量为主,随流瞬时孕育吸收效果较差,不宜孕育量过大。并且通过控制孕育剂粒径,大大提高孕育剂中成分的吸收效果。
在上述的一种用于风电设备无钉状石墨的球墨铸铁的制备方法中,连体试块铸型为树脂砂造型,采用底注式浇道充型;铸型壁厚为10-600mm。
在上述的一种用于风电设备无钉状石墨的球墨铸铁的制备方法中,S3铁水浇注至连体试块铸型中的时间为100-240s;浇注温度为:当铸型壁厚为10-60mm时,浇注温度为1370-1380℃;当铸型壁厚为60-150mm时,浇注温度为1350-1360℃;当铸型壁厚为150-300mm时,浇注温度为1340-1350℃;当铸型壁厚为300-600mm时,浇注温度为1320-1330℃。本发明对不同壁厚的铸件采用不同的浇注温度是因为不同壁厚的铸铁铁水的凝固速度不同,铸件越厚,凝固时间越长,浇注温度需制定低些,否则石墨球容易发生畸变;壁厚小的铸件,冷却速度快,浇注温度低容易形成冷隔缺陷。
在上述的一种用于风电设备无钉状石墨的球墨铸铁的制备方法中,S5铸型保温时间为:当铸型壁厚为10-60mm时,保温时间为48h;当铸型壁厚为60-150mm时,保温时间为96h;当铸型壁厚为150-300mm时,保温时间为168h;当铸型壁厚为300-600mm时,保温时间为240h。本发明对不同壁厚的铸件采用不同的保温时间是因为铸件成型后缓慢冷却,保温共析转变时,奥氏体向铁素体和石墨转变,如果开箱温度过早,将导致铸件基体组织向着珠光体和渗碳体转变,导致铸件变硬变脆,物理性能大幅度降低。
在本发明中当壁厚超过150mm时,在造型工艺中设置铸铁冷铁,冷铁包裹铸件,冷铁厚度是铸件壁厚的1.1-1.3倍,冷铁间隙15-20mm,冷铁的作用是强制激冷铁水,降低铸件模数,缩短凝固时间,抑制钉状石墨产生。
与现有技术相比,本发明具有以下有益效果:
1.本发明通过对球墨铸铁成分含量的优化,减少了有害元素的摄入,并且在共晶时期严格控制碳含量,加上硅固溶体大量形成后,加快碳在六方晶格的溶解,防止在晶界上有大量的碳析出,此时晶界上存在含量较高的反球化偏析元素,防止碳从不同方向向形核物质上扩散堆积受阻,从而使得石墨成球,防止形成了钉状石墨。
2.本发明在制备球墨铸铁过程中严格控制浇注温度和充型速度及保温时间,减少反球化元素的偏析,再次减少钉状石墨的形成几率,且在一定程度上保证铸铁的物理性能。
3.本发明通过在两次孕育过程中采用特定的硅铁孕育剂,可以增加铁水的石墨形核能力,并且通过控制孕育剂的添加量和粒径大小,大大提高孕育剂中成分的吸收效果。
4.本发明制备的无钉状石墨球墨铸铁壁厚最高可达600mm,且依然具有优良的力学性能优良、高抗疲劳强度和抗断裂性能,完全适用于风电设备。
附图说明
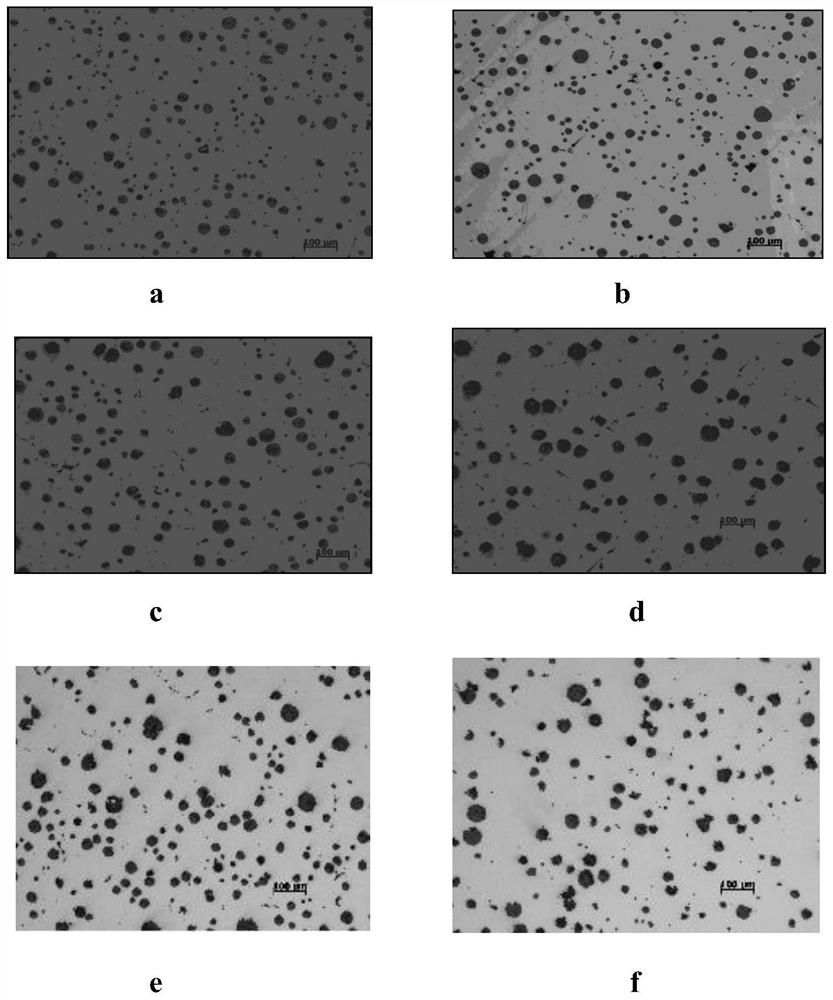
图1为实施例1不同壁厚的球墨铸铁金相图:a、壁厚为25mm;b、壁厚为50mm;c、壁厚为95mm;d、壁厚为150mm;e、壁厚为400mm;f、壁厚为600mm。
图2为实施例2不同壁厚的球墨铸铁金相图:a、壁厚为95mm;b、壁厚为150mm。
图3为对比例1不同壁厚的球墨铸铁金相图:a、壁厚为25mm;b、壁厚为50mm;c、壁厚为95mm;d、壁厚为150mm。
图4为对比例2不同壁厚的球墨铸铁金相图:a、壁厚为95mm;b、壁厚为150mm。
图5为对比例3不同壁厚的球墨铸铁金相图:a、壁厚为25mm;b、壁厚为50mm;c、壁厚为95mm;d、壁厚为150mm。
图6为对比例4不同壁厚的球墨铸铁金相图:a、壁厚为25mm;b、壁厚为50mm;c、壁厚为95mm;d、壁厚为150mm。
图7为钉状石墨金相电镜扫描图。
具体实施方式
以下是本发明的具体实施例,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
实施例1
S1、炉料选择:60份的高纯生铁、20份的优质废钢、20份的回炉料1份的增碳剂、2份的硅铁;
高纯生铁成分及其质量百分比含量为:C≥2.5%,Si:<0.50%,Mn≤0.010%,P≤0.010%,Cr≤0.010%,Cu≤0.008%,Ti≤0.005%;V≤0.005%,Mo≤0.0001%,Pb≤0.0009%,B≤0.0009%,Sn≤0.0009%,Bi≤0.0008%,余量为Fe。
优质废钢成分及其质量百分比含量为:C≤0.3wt%,Mn≤0.30wt%,Cr≤0.040wt%,S≤0.03wt%,余量为Fe。
增碳剂:硫含量≤0.03wt%,氮含量≤0.010wt%。
硅铁成分及其质量百分比含量为:Si 72-80wt%,Al≤1.20wt%,Mn≤0.50wt%,Cr≤0.50wt%,余量为Fe。
S2、熔炼:将高纯生铁、优质废钢、回炉料、增碳剂、硅铁置于熔炼炉中熔炼,控制铁水出炉温度为1480℃;铁水出炉前需加入微量合金元素Sb,加入量为铁水质量的0.003%。
S3、球化孕育处理:在S2得到的铁水中加入平均粒径为10mm,加入量为铁水质量的1.1%的球化剂,然后在球化剂表面覆盖平均粒径为5mm、添加量为铁水质量0.3%的硅铁孕育剂在1480℃下进行球化处理;球化剂为质量比1:1的球化剂A和球化剂B混合物,球化剂A的成分配方为:Mg 6.0%、Al≤2%、Si 45%、Ca 1.0%、Re 0.5%,余量为Fe;球化剂B的成分配方为:Mg 5.8%、Al≤2%、Si 45%、Ca 1.0%、Re 0.05%,余量为Fe;硅铁孕育剂的成分配方为:Si 70%、Al≤2.0%,Mn≤0.5%、Cr≤0.5%,P≤0.040%,余量为Fe。
S4、随流孕育:球化后将铁水浇注至连体试块铸型中,浇注过程中随流加入平均粒径为1mm、添加量为铁水质量0.1%的硅铁孕育剂;连体试块铸型为树脂砂造型,底注式浇道充型;铸型壁厚为25mm、50mm、95mm、150mm、400mm。铁水浇注至连体试块铸型中的时间为120s;浇注温度为:当铸型壁厚为25mm、50mm时,浇注温度为1370℃;当铸型壁厚为95mm时,浇注温度为1360℃;当铸型壁厚为150mm时,浇注温度为1350℃;当铸型壁厚为400mm时,浇注温度为1325℃。
S5、浇注冷却:浇注结束后,在铸型中保温,然后冷却至200℃,从铸型中取出铸件;铸型保温时间为:当铸型壁厚为25mm、50mm时,保温时间为48h;当铸型壁厚为95mm时,保温时间为96h;当铸型壁厚为150mm时,保温时间为168h;当铸型壁厚为400mm时,保温时间为240h。
当壁厚超过150mm时,在造型工艺中设置铸铁冷铁,冷铁包裹铸件,冷铁厚度是铸件壁厚的1.2倍,冷铁间隙为15mm。
最终铸铁碳当量为4.46,成分及其质量百分比含量为:C3.32%、Si 3.42%、Mn0.07%、P 0.022%、S 0.009%、Sb 0.0030%、Mg 0.045%、Re 0.004%、Cu:0.009%、Cr0.013%、Ti 0.014%、Sn 0.0011%、Pb 0.0007%、Bi 0.0005%、Al 0.011%,余量为Fe。
实施例2:
与实施例1的区别,仅在于,浇注温度为:当铸型壁厚为25mm、50mm时,浇注温度为1430℃;当铸型壁厚为95mm时,浇注温度为1425℃;当铸型壁厚为150mm时,浇注温度为1420℃;当铸型壁厚为400mm时,浇注温度为1415℃。
对比例1:
与实施例1的区别,仅在于,制备过程中使用普通生铁,普通生铁成分及其质量百分比含量为:C≥4.00%,Si:0.50-0.75%,Mn≤0.20%,P≤0.040%,Cr≤0.020%,Cu≤0.020%,Ti≤0.040%;V≤0.020%,Mo≤0.010%,Pb≤0.010%,B≤0.0010%,Sn≤0.010%,Bi≤0.010%,余量为Fe。
最终铸铁碳当量为4.43,成分及其质量百分比含量为:C:3.30%、Si:3.40%、Mn:0.15%、P:0.035%、S:0.009%、Sb:0.0060%、Mg:0.045%、Re 0.003%、Cu:0.017%、Cr:0.020%、Ti 0.027%、Sn:0.0042%、Pb 0.0033%、Bi 0.0025%、Al 0.012%,余量为Fe。
对比例2:
与实施例1的区别,仅在于,制备过程中提高碳硅当量到4.65%,最终铸铁成分及其质量百分比含量为:C 3.50%、Si 3.46%、Mn 0.08%、P 0.024%、S 0.011%、Sb0.0035%、Mg 0.048%、Re 0.005%、Cu 0.007%、Cr 0.012%、Ti 0.013%、Sn 0.0012%、Pb 0.0008%、Bi 0.0003%,余量为Fe。
对比例3:
与实施例1的区别,仅在于,制备过程中提高Sb含量,最终铸铁成分及其质量百分比含量为:C 3.44%、Si 3.40%、Mn 0.15%、P 0.035%、S 0.009%、Sb 0.02%、Mg0.045%、Re 0.003%、Cu 0.017%、Cr 0.020%、Ti 0.027%、Sn 0.0042%、Pb 0.0033%、Bi 0.0025%、Al 0.012%,余量为Fe。
对比例4:
与实施例1的区别,仅在于,制备过程中提高整体反球化元素钛、铅、铋、锑、锡的含量,最终铸铁成分及其质量百分比含量为:C 3.44%、Si 3.40%、Mn 0.15%、P 0.035%、S0.009%、Sb0.02%、Mg 0.045%、Re 0.003%、Cu 0.017%、Cr 0.020%、Ti 0.05%、Sn0.025%、Pb 0.03%、Bi 0.01%、Al 0.012%,余量为Fe。
图1为实施例1不同壁厚的球墨铸铁金相图:从图中可以看出:按照实施例1的制造方法,壁厚600mm以内铸件皆可有效的防止钉状石墨的产生。
图2为实施例2不同壁厚的球墨铸铁金相图:从图中可以看出:壁厚大于95mm的铸件,浇注温度越高,出现钉状石墨的几率越大。
图3为对比例1不同壁厚的球墨铸铁金相图:从图中可以看出:普通生铁中的Ti、Pb、Bi、As、Sb等带入到铁水中,对钉状石墨的形成有促进作用。
图4为对比例2不同壁厚的球墨铸铁金相图:从图中可以看出:碳当量超过4.5%,壁厚超过95mm的铸件出现钉状石墨的几率增大。
图5为对比例3不同壁厚的球墨铸铁金相图:从图中可以看出:Sb过量也是钉状石墨形成的主要原因。
图6为对比例4不同壁厚的球墨铸铁金相图:从图中可以看出:反球化元素钛、铅、铋、锑、锡大量增加时,钉状石墨形成的可能性增大。
图7为钉状石墨金相电镜扫描:从扫描结果中可以看出钉状石墨周围钛含量很高,钛也是钉状石墨的形成因素,需从铁水上重点控制钛含量,其它微量元素电镜未能测出。
从上述结果可以看出,本发明钉状石墨的形成原因有以下几点:
(1)铁水中的反球化元素钛、铅、铋、砷、锑、锡等含量过高时,铸件本体皮下30mm以下易出现钉状石墨,高牌号球铁上出现几率更大,高牌号球铁属于低碳高硅,由于加入了提高强度的合金铜、锡、锰、钒、钼,并且使用普铁、杂钢生产,铸件心部比较容易出现钉状石墨。
(2)碳低、硅高牌号,碳低于3.35%,硅高于3.50%,并且碳当量超过4.50%,容易在壁厚超过95mm的心部区域出现钉状石墨,因为碳低、硅高,并且CE较高,属于过共晶成分,部分石墨液态先析,最后上浮到铸件朝上的平面,相当于共晶时期的碳含量低于成分设定值,加上硅固溶体大量形成后,碳在六方晶格的溶解度进一步降低,在晶界上有大量的碳析出,此时晶界上存在含量较高的反球化偏析元素,导致碳从不同方向向形核物质上扩散堆积受阻,导致石墨成球失败,从而形成钉状石墨。
(3)浇注温度过高且充型速度过快,导致铸件凝固时间延长,导致反球化元素偏析严重。
(4)球铁中的锑、铋含量过多,锑、铋的作用是中和铁水中的残留稀土,当中和稀土之后,残余的锑、铋就会导致钉状石墨出现;或着铁水中加入的稀土量偏低,导致微量元素过多,导致钉状形成。
(5)铸件模数大,冷却速度慢,导致元素偏析严重,增大了钉状石墨形成几率。
(6)通过电镜扫描,我们发现钉状石墨主要分布在晶界处,有害元素会被吸附在沿石墨生长的界面,并且改变石墨的正常生长方式。有害元素处于纳米量级的含量变化,并不需要很大的量,几十或几百PPM的量,就能够产生较大影响。在钉状石墨周围,我们发现有铁,偏析的有害元素一般分布在石墨内部。在出现钉状石墨的区域存在含Ti化合物,钛元素聚集会加剧其它有害元素的不利影响。主要的有害元素如Pb,Bi,As,Sb等。在厚壁铸件中,偏析会强烈地加剧这一局部区域元素聚集现象。通过工艺试验我们发现稀土和铈能够起到中和有害元素的作用;加快铁水冷却效果增加石墨球密度能够减小偏析现象。优化对原材料的控制,减小有害元素的摄入,加快冷却速度是控制钉状石墨产生的最为有效的方法。
表1:实施例1-2、对比例1-4壁厚为150mm的球墨铸铁力学性能检测结果
表2:实施例1-2、对比例1-4壁厚为600mm的球墨铸铁力学性能检测结果
综上所述,本发明通过对球墨铸铁成分含量的优化,减少了有害元素的摄入,在共晶时期严格控制碳含量,加上硅固溶体大量形成后,加快碳在六方晶格的溶解,防止在晶界上有大量的碳析出,此时晶界上存在含量较高的反球化偏析元素,防止碳从不同方向向形核物质上扩散堆积受阻,从而使得石墨成球,防止形成了钉状石墨;并且在制备过程中严格控制球墨铸铁的浇注温度和充型速度,减少反球化元素的偏析,再次减少钉状石墨的形成几率,且本发明制备的球墨铸铁依然具有优良的力学性能优良、高抗疲劳强度和抗断裂性能,完全适用于大部分风电设备,且防止在风电铸件本体热节、厚大断面心部产生钉状石墨有突出作用,提升了球墨铸铁铸件冷却缓慢区域的机械性能,使铸件品质更上一个台阶,也代表着球墨铸铁熔炼技术的又一次革新,对熔炼技术发展有深远意义。
本处实施例对本发明要求保护的技术范围中点值未穷尽之处以及在实施例技术方案中对单个或者多个技术特征的同等替换所形成的新的技术方案,同样都在本发明要求保护的范围内;同时本发明方案所有列举或者未列举的实施例中,在同一实施例中的各个参数仅仅表示其技术方案的一个实例(即一种可行性方案),而各个参数之间并不存在严格的配合与限定关系,其中各参数在不违背公理以及本发明述求时可以相互替换,特别声明的除外。
本发明方案所公开的技术手段不仅限于上述技术手段所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。以上所述是本发明的具体实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
- 一种用于风电设备无钉状石墨的球墨铸铁及其制备方法
- 一种用于风电设备无钉状石墨的球墨铸铁及其制备方法