在砂型中增设砂型压板以固定冷铁的结构
文献发布时间:2023-06-19 11:54:11
技术领域
铸造工业中砂型固定冷铁增设砂型压板的工艺方法。
背景技术
本公司承接长城汽车股份有限公司的增压器配件涡壳(型号1118201XET13),在涡壳内部除涡道外,尚有控制废气阀门的安装孔位3处,因孔不铸出,只在加工时加工,铸件外形却比较粗大厚实。在浇注完成铁水冷却时,这部份铁水就冷却缓慢,当比较冷却块的部位在冷却收缩时,就会搶去冷却慢部位的铁水补缩,粗厚部位的铁水极易产生缩孔或疏松。传统工艺一般是在粗厚铸件部位增设冷铁以加快冷却速度。如本铸件亦是在孔口厚实部位增设冷铁,以加快铸件冷却速度,但孔口部位增设冷铁,因四周无固定点无法定位,就采用在金属模具孔端面加装磁铁,吸住冷铁,造型完成后取出金属模型,将冷铁留在铸型内。在取走模具时,磁铁仍有吸力吸住冷铁,虽有型砂覆盖较紧实,也经常出现冷铁被磁铁带走或移位现象。
发明内容
本专利主要是解决冷铁在砂型中的固定力,利用砂型上增设压板,在造型时,将冷铁由磁铁吸固在原位不变,在砂型半圆槽上再增设一对对称的压板,使冷铁在砂型中沿分型面一侧的接触超过半圆,以增加冷铁对砂型的附着力。
技术方案是在砂型分型面上一侧半圆槽中的冷铁两侧,再增设两个对称的砂型压板使冷铁在半圆槽中再被两个压板压住,以增大冷铁在砂型中的附着固定力,不被磁铁吸走。
本专利最显著效果是冷铁在砂型中明显增大了固定力,当模型磁铁取走时,不会再将冷铁也一同带走,冷铁能稳定处于砂型中。
附图说明
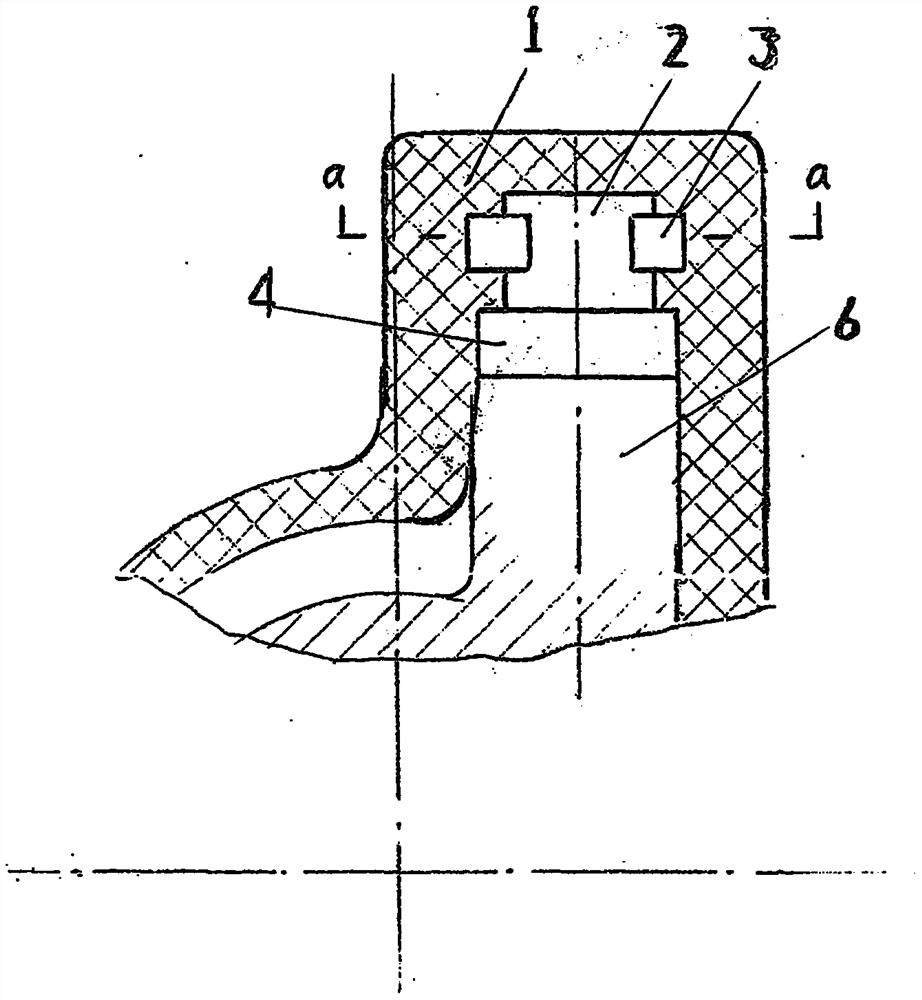
图1、砂型中冷铁被砂型压板固定剖视图。
图2、图1的a-a剖视图。
其中:1、砂型 2、冷铁 3、砂型压板 4、磁铁 5、半圆槽 6、金属模具 7、分型面
具体实施方式
在砂型1的分型面7上一侧半圆槽5冷铁2的两侧,再增设两个对称的砂型压板3,使冷铁2在半圆槽5中再被两个压板3压住,以增大冷铁2在砂型1中的固定力,不被磁铁4吸走。
- 在砂型中增设砂型压板以固定冷铁的结构
- 3D打印砂型用冷铁的固定工装及固定方法