炉壳冬季焊接保温棚及其施工保护方法
文献发布时间:2023-06-19 11:59:12
技术领域
本发明属于高炉建筑工程技术领域,具体是一种炉壳冬季焊接保温棚及其施工保护方法。
背景技术
随着我国工业建设的发展,工程进度的要求越来越紧张,许多工程需要在天气情况不利的情况下进行施工,尤其是北方地区,冬季气温较低,但冬季的施工周期较长,如果能够充分的利用,对于整个工程的进度是非常有利的。
但是在低温的影响下,焊接后的钢结构会以非常快的速度进行冷却。而过快的冷却速度会使焊缝应力释放不完全,极易在结构约束偏高的时候造成焊缝金属偏析,进而在较强的拉应力场作用下,在焊缝的偏析处或者焊缝中心部分发生结晶裂纹,即热裂纹。炉壳焊接质量影响整座高炉的正常使用,避免因焊接环境温度太低造成的焊缝应力释放不完全的问题,是实现冬季施工的关键问题。
发明内容
本发明要解决的技术问题是:在寒冷空气中进行高炉炉壳焊接,焊缝温度下降过快,导致焊缝应力差的问题。
为解决上述技术问题,本发明采用的技术方案是:
一种炉壳冬季焊接保温棚,包括由若干桁架以中心点相连组成的棚顶,所述桁架包括下桁杆、上桁杆、竖直设置的弦杆和斜杆,下桁杆通过弦杆和斜杆与上桁杆固接,上桁杆设置有两根,两根上桁杆于桁架中间相连且连接节点高于外端;桁架之间通过连接杆固接;还设有防风苫布,防风苫布自棚顶顶部悬挂至炉壳焊接位置,防风苫布与焊接操作平台密封连接。
采用上述结构的本发明,与现有技术相比,其有益效果是:
本结构将高炉焊接位置与外部环境很好的分隔,减少了冷空气对焊缝温度变化的剧烈影响,避免焊缝应力释放不完全的问题,保证了焊接的质量要求。
结合上述炉壳冬季焊接保温棚对施工进行保护的方法:
1)根据高炉尺寸设计棚顶;根据图纸下料,在地面拼装桁架。
2)桁架吊装至高炉顶部,在高炉顶部拼装成伞状棚顶。
3)将防风苫布由上而下悬挂至保温棚顶上,防风苫布下端悬挂至高炉焊接操作平台位置,下端与焊接操作平台密封严实。
4)在防风苫布以内安装暖风机进行保温棚内加热。
5)沿焊缝安装陶瓷加热设备对焊口预热以及焊后热处理。
6)暖风机和陶瓷加热设备与配电系统相连,通过配电系统供电加热。
采用上述方法的本发明,与现有技术相比,其有益效果是:1、保证了冬季低温条件下,厚板焊接质量;2、陶瓷加热更均匀,对于保证焊接质量比传统的火焰加热更有优势;3、利用了冬季施工周期,节约了施工工期;4、相比于工程尽快投产,产生的效益,投入的冬施成本相对较小。
附图说明
图1 为本发明桁架结构示意图。
图2 为本发明棚顶结构俯视角图。
图3 为本发明保温棚整体结构示意图。
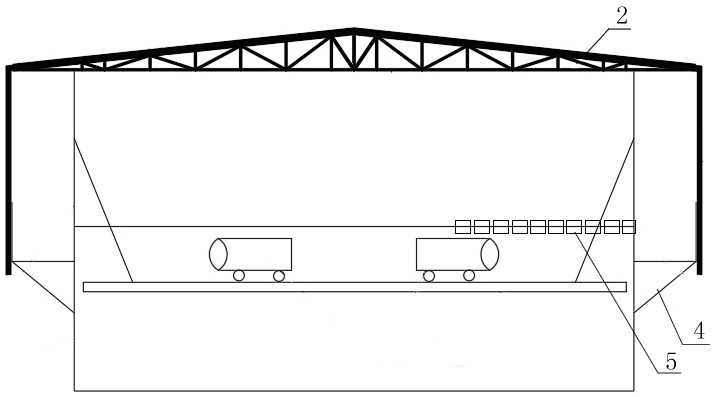
图4 为本发明在保温棚内焊接施工示意图。
图5为本发明陶瓷加热备配电结构示意图。
图6 为本发明陶瓷加热设备结构示意图。
图中:棚顶1、下桁杆1-1、弦杆1-2、斜杆1-3、上桁杆1-4、连接杆1-5、防风苫布2、炉壳3、焊接操作平台4、陶瓷加热设备5、陶瓷加热片5-1、保温棉5-2、固定条5-3、耐高温磁铁5-4、配电系统6、测温热电偶7。
具体实施方式
本发明研究的就是在冬季施工期间,炼铁工程高炉热风炉炉壳冬季施工焊接质量保证问题。其有效的解决了低温条件下,炉壳厚板焊接质量的问题,为提高工期,保证工程效益提供了一条新的思路。
如图1至图3所示,本发明提供的一种炉壳冬季焊接保温棚,包括由若干桁架以中心点相连组成的棚顶1,棚顶设置于炉壳3顶部;所述桁架包括下桁杆1-1、上桁杆1-4、竖直设置的弦杆1-2以及斜杆1-3,下桁杆1-1通过弦杆1-2和斜杆1-3与上桁杆1-4固接,上桁杆1-4设置有两根,两根上桁杆1-4于桁架中间相连且连接节点高于其外端;桁架之间通过连接杆1-5固接;还设有防风苫布2,防风苫布2自棚顶1顶部悬挂至焊接操作平台4位置,防风苫布2与焊接操作平台4密封连接。
上述防风苫布2与焊接操作平台4的“密封连接”并非指绝对密封,而仅是要求利用苫布尽量使外部冷空气少进入内部,而非绝对使焊接环境形成一种密封环境。具体的,防风幅面与焊接操作平台的拦杆固定。防风苫布外侧面为PVC层,内侧面为帆布层,PVC层保持内外空气的隔绝,防风防雨,帆布层阻燃效果好,避免焊接火花蹦溅灼伤苫布。
本发明实施例中,使用10#槽钢拼装焊接作为保温棚的桁架横梁,在横梁上焊接不同长度的50*5的角钢作为桁架弦杆1-2和斜杆1-3,再利用50*5带角钢作为连接杆1-5把桁架结构焊接成“雨伞状”顶棚结构。当保温棚顶部焊接完成后,使用防风苫布2在棚顶1自上而下悬挂起来,顶部及侧面封闭密实,底部与焊接操作平台4相连,保证密封严实。
具体的,结合图4、图5,本发明高炉热风炉炉壳冬季施工防护方法,包括如下步骤:
1)根据高炉尺寸设计棚顶1;根据图纸下料,在地面焊接桁架。
2)在高炉顶部拼装伞状棚顶。棚顶1半径应大于高炉炉壳3半径1-2米。
3)将防风苫布2由上而下悬挂至保温棚顶上,防风苫布2下端悬挂至炉壳上焊接操作平台4所在位置,防风苫布2下端与平台密封严实。本发明利用保温棚围护焊接操作平台,起到防风保温的作用。
4)在防风苫布2内安装暖风机进行保温棚内加热。起到提高棚内环境温度的作用。
5)沿焊缝安装陶瓷加热设备5对焊口预热以及焊后热处理。起到保证厚板焊接质量的作用,保护焊缝温度应力缓慢释放。
6)暖风机和陶瓷加热设备与配电系统6相连,通过配电系统6供电加热。
参考图6,上述方法中,陶瓷加热设备5包括履带式陶瓷加热片5-1和保温棉5-2,保温棉5-2包裹于陶瓷加热片5-1外层,陶瓷加热片5-1与配电系统6相连;还设有沿保温棉长度方向均匀设置的固定条5-3,固定条5-3两端设置有耐高温磁铁5-4;固定条5-3中部与保温棉5-2相连,两端分别与陶瓷加热片5-1上侧炉壳、下侧炉壳吸合。配电系统包括配电箱、电源及控制面板。在陶瓷加热片与炉壳之间设置测温热电偶7,并且与配电系统相连,通过测温热电偶7的值控制加热温度。
下面对本发明的焊接工艺详细介绍,本发明的操作工艺主要构思是:
1、防护棚采用L50*5的角钢及10#槽钢(可根据现场情况自行设计)制作,盖在炉壳结构之上,上边及四周搭设防风苫布,进行防风保温处理。
2、炉壳内部通暖风机,提高焊接环境温度。由于炉壳结构材质大多为Q345,要求环境温度应大于5℃。
3、焊口处安装陶瓷加热片,进行焊接前预热及焊后热处理。
(1)焊前预热
A.为减少焊接应力,防止裂纹,改善焊缝性能,母材焊接前必须预热。
B.预热温度
常温时预热温度要求:
T 型接头应比对接接头的预热温度高25-50℃。
低温时预热要求:当焊接作业区环境温度低于0℃但不低于-10℃见GB50661-2011中7.5.3,低于-10℃时见7.5.4,根据规范选择对应预热参数。
实际加热温度应根据构件构造特点、钢材类别及质量等级和焊接性、焊接材料熔敷金属扩散氢含量、焊接方法和焊接热输入等因素确定,其加热温度应高于常温下的焊接预热温度,并由焊接技术责任人员制订作业方案,经认可后方可实施。作业方案应保证焊工操作技能不受环境低温影响,同时对构件采取必要的保温措施。
预热方法及范围
预热方式:温控箱+履带式加热器+测温热电偶。预热范围:预热区在焊缝坡口两侧,每侧宽度不小于焊件厚度的1.5倍,且不小于100mm。预热温度宜在焊件反面测量,测温点应在离电弧经过前的焊接点各方向不小于75mm处。
(2)焊后热处理
后热有利于氢的逸出,因此焊后立即将焊缝加热至200-250℃,并且保温时间不得小于1小时。
(3)外观质量控制
对焊缝内部质量在焊后24小时按规定进行无损检测。
焊缝加强高及过渡角的圆滑过渡可减小应力集中,因此对焊缝外观进行打磨处理,不得出现加强高过高、焊缝咬边等缺陷。
以上所述仅为本发明较佳可行的实施例而已,并非因此局限本发明的权利范围,凡运用本发明说明书及其附图内容所作的等效变化,均包含于本发明的权利范围之内。
- 炉壳冬季焊接保温棚及其施工保护方法
- 一种钢梁焊接冬季施工保温棚