一种高精度回转体的柔性工装及其装夹方法
文献发布时间:2023-06-19 12:02:28
技术领域
本发明涉及回转体加工设备技术领域,具体涉及一种高精度回转体的柔性工装及其装夹方法。
背景技术
目前,在机械加工领域中,回转体的加工非常普遍,尤其是用于航天的大型回转体工件,其通常需要铣削内外周面,对于该种回转体工件的外周面来说,现有的加工方式通常是在内周面和外周面均设置一个加工工装,以达到加工效果,但对于外周面具有凹凸筋的回转体,难以设置外部工装,从而提高了对内周面工装的要求;
现有技术中的一种薄壁回转体装夹工装。授权公告号为CN107538247B的中国发明专利,其包括工作转盘和装夹臂单元,装夹臂单元包括多个沿前后方向延伸且用于沿工作转盘周向间隔布置的装夹臂,各装夹臂上沿前后方向间隔设有至少两个用于与相应薄壁回转体的回转定位面顶压配合的支撑柱,各支撑柱分别具有用于形成与所述薄壁回转体的回转定位面吻合对应的定位圆柱面的顶压端,工作转盘上设有用于使各装夹臂可沿工作装盘径向进行位置调整以得到不同径向尺寸的所述定位圆柱面的安装结构,随能对应回转体工装的尺寸进行调节,但其调节功能实际上是通过在工作转盘上的多个调整孔来实现的,该种工装调节困难,在周向上需要固定多个调整孔,并且在内周面上的支撑单纯靠支撑柱顶压配合,该顶压实际上是通过支撑柱自身的成型形状来实现的,而周向上多个支撑柱的外形尺寸存在偏差,对回转体的支撑效果一一不同,不利于加工,尤其是对于大型回转体,其内径达到300cm,壁厚达到1.5mm,对于尺寸越大的回转体,其加工的不稳定性越明显。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种高精度回转体的柔性工装及其装夹方法,有效增加加工稳定性和加工精度。
本发明的上述技术目的是通过以下技术方案得以实现的:一种高精度回转体的柔性工装,包括用于加工回转体的工装总成和刀具模组,所述回转体具有锥形的外周面,且所述外周面上设有横纵交错的凸筋,所述工装总成包括:转盘;多个径向模组,沿回转体径向布置,所述径向模组包括第一施力组件和第二施力组件,所述第一施力组件具有与回转体内壁轮廓相配的弧形端面,所述第二施力组件露出于所述弧形端面上,所述回转体被定位在弧形端面上;所述第一施力组件沿回转体径向行进并抵压在回转体内壁,以提供回转体径向向外的第一力,所述第二施力组件随第一施力组件行进并提供回转体径向向内的第二力,所述第二力施加在横纵交错的凸筋之间;辅助模组,所述辅助模组设于径向模组下方,且所述辅助模组供回转体的底部抵接,以提供竖向的支撑力。
进一步,所述回转体的底部设有径向向外延伸的裙边,所述裙边抵接在辅助模组的水平端面上,且所述辅助模组还包括一压块,所述压块压设在所述裙边的上端面。
进一步,所述转盘上设有分度轨道,所述径向模组被限定在所述分度轨道内行进,所述分度轨道的数量为四个,所述径向模组的数量为四个,所述分度轨道关于转盘中心均布。
进一步,所述回转体的顶部具有向内延伸的顶边,所述径向模组具有设于所述第一施力组件上部的顶升组件,所述顶升组件包括与顶边内壁轮廓相配的顶板,所述顶板竖向行进并与顶边内壁相抵。
进一步,所述径向模组还包括径向行进平台,所述第一施力组件设于所述径向行进平台上,其中,所述第一施力组件包括设于径向行进平台上的支架和弧形撑座,所述弧形撑座上开设有供第二施力组件容置的开口,所述开口沿轴向和周向间隔布置。
进一步,所述第二施力组件包括设于开口上的托块和设于所述弧形撑座背部的连接件,所述托块上设有多个吸附单元,所述连接件连接至少两个托块,且所述托块与弧形撑座端面齐平。
进一步,所述吸附单元沿回转体母线依次间隔布置,同一水平面上的吸附单元沿回转体周向依次间隔设置。
与现有技术相比,本发明具有以下优点和有益效果:在装夹时,由辅助模组为回转体提供竖向的支撑力,
通过吊装的方式将回转体放置在辅助模组上,并调整回转体与转盘同轴,从而完成回转体的初步定位,通过径向行进平台驱动第一施力组件径向的抵压在回转体的内周面,第一施力组件的弧形撑座为回转体提供径向向外的抵压力,同时,第二施力组件随第一施力组件行进,第二施力组件上的托块与弧形撑座构成弧形端面,增加第一施力组件和第二施力组件的结构紧凑性,托块提供一定的抵压力的同时,其上的吸附单元工作,为回转体提供径向向内的吸附力,保证在回转体外周面加工时,回转体自身的稳定性,避免刀具模组颤刀;
通过径向向内和径向向外的力双向的支撑回转体,并且,作为吸附的第二力是作用在横纵交错的两个凸筋之间,进而限制回转体薄壁处的抖动,增加稳定性和加工精度,由露出在弧形端面上的吸附单元构成加工区域,能够实现对大型回转体的局部装夹和整体装夹的需求;
径向模组沿周向设置在转盘上,通过转盘和刀具模组的转动得以实现对回转体的快速定位,同时,通过调节径向模组的径向位置,得以在一定范围内实现对不同内径尺寸的回转体的装夹,并且,顶升组件、径向行进平台、第一施力组件和第二施力组件可以同步运动,从而有效保证对回转体施力的一致性,整个装夹动作解决人工装夹的操作困难性,减少安全隐患,且装夹定位简单,操作方便。
一种高精度回转体的柔性工装的加工方法,其特征在于,所述加工方法包括:
步骤一、回转体上料:将代加工的回转体毛坯吊装至转盘上方,调整回转体与转盘同轴,调整托块位于横纵交错的凸筋内,同时将裙边放置在辅助模组上,压块压设在所述裙边上;
步骤二、回转体定位装夹一:刀具模组还连接有一在线测量系统,刀具模组完成对刀后,发送信号至在线测量系统和径向模组,径向模组收到信号后行进,带动第一施力组件和第二施力组件与回转体的内周面抵压,通过在线测量系统获得回转体的当前厚度,从而获得刀具模组的进量,同时,设定该弧形端面为加工区域;
步骤三、回转体定位装夹二:启动真空泵,真空泵连接吸附单元,控制在加工区域上的吸附单元吸附回转体内周面,提供径向向内的吸附力;
步骤四、回转体加工一:此时,刀具模组按路径加工回转体外周面上的凸筋,该路径指的是回转体母线;
步骤五、回转体检测:关闭真空泵,径向模组回位,通过在线测量系统获得回转体的当前厚度,若合格,则继续运行,若不合格,则回到步骤二;
步骤六、回转体加工二:转动转盘,将径向模组与下一加工区域对齐,回到步骤二继续运行,直至完成整个回转体外周面加工。
进一步,在步骤五中:转盘带动径向模组顺时针转动45°,进入步骤二和三,刀具模组逆时针转动45°,进入步骤四并继续运行,如此循环8次,完成整个回转体外周面加工。
进一步,在线测量系统指得是超声波检测;
在步骤二中,还包括定位检测:人工用塞尺检查弧形端面与回转体的内周面的贴合情况,若合格则继续运行,若不合格则回到步骤一,并进行调试;
在步骤二中,还包括竖向定位装夹:在第一施力组件到位后,顶升组件动作,将顶板与回转体的顶边内壁相抵,提供竖向限位。
附图说明
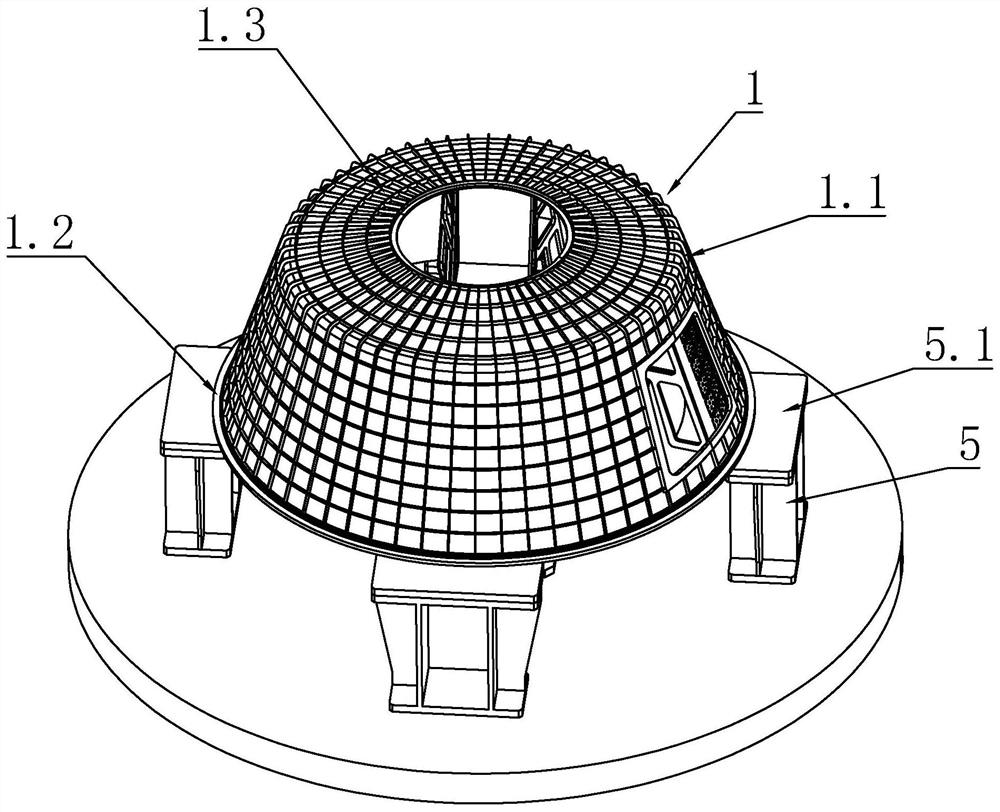
图1为本发明的工装总成和回转体的结构示意图;
图2为本发明的工装总成的结构示意图;
图3为本发明的一个径向模组在转盘上的结构示意图;
图4为本发明的一种回转体在工装总成上的装夹示意图;
图5为本发明的另一种回转体在工装总成上的装夹示意图;
图6为本发明的第一施力组件和第二施力组件的结构示意图;
图7为本发明的第一施力组件和第二施力组件的另一角度的结构示意图;
图8为本发明的第二施力组件的爆炸示意图;
图9为本发明的顶升组件的结构示意图;
图中:1、回转体;1.1、凸筋;1.2、裙边;1.3、顶边;2、转盘;2.1、分度轨道;2.2、旋转驱动机构;3、第一施力组件;3.1、弧形端面;3.2、支架;3.3、弧形撑座;3.4、开口;4、第二施力组件;4.1、托块;4.2、连接件;4.3、吸附单元;5、辅助模组;5.1、水平端面;5.2、压块;6、顶升组件;6.1、顶板;6.2、标尺;6.3、指示件;6.4、竖向驱动模组;7、径向行进平台;
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应当理解尽管在本文中出现了术语上、中、下、顶端、一端等以描述各种元件,但这些元件不被这些术语限制。这些术语仅用于将元件彼此区分开以便于理解,而不是用于定义任何方向或顺序上的限制。
如图1-9所示,一种高精度回转体的柔性工装,包括用于加工回转体1的工装总成和刀具模组,所述回转体1具有锥形的外周面,且所述外周面上设有横纵交错的凸筋1.1,所述凸筋1.1在回转体1上构成网格状,所述工装总成包括:
转盘2,所述转盘2底部设有一旋转驱动机构2.2,在旋转驱动机构2.2底部设有支撑座和工作平台;
多个径向模组,沿回转体1径向布置,所述径向模组包括第一施力组件3和第二施力组件4,所述第一施力组件3具有与回转体1内壁轮廓相配的弧形端面3.1,所述第二施力组件4露出于所述弧形端面3.1上;
所述第一施力组件3沿回转体1径向行进并抵压在回转体1内壁,以提供回转体1径向向外的第一力,该第一力指得是支撑在回转体1内周面的抵压力,所述第二施力组件4随第一施力组件3行进并提供回转体1径向向内的第二力,该第二力指得是由真空吸附作用在回转体1内周面上的吸附力,由于回转体1的网格处的壁厚最为薄弱,将第二力施加在横纵交错的凸筋1.1之间,从而减少加工时网格处的颤动,通过径向上的径向模组移动,从而将所述回转体1被定位在弧形端面3.1上;
辅助模组5,所述辅助模组5设于径向模组下方,且所述辅助模组5供回转体1的底部抵接,以提供竖向的支撑力。
作为发明的回转体1加工的一种示例,该回转体1具有锥形的外周面,在外周面的底部向外延伸设有裙边1.2,在外周面的顶部向内延伸设有顶边1.3,顶边1.3上翘,且回转体1的顶部和底部构成有两个大小不一的圆孔,该回转体1的最大外径尺寸为3250mm,其最大壁厚在25mm,竖向的凸筋1.1厚度为4mm,横向的凸筋1.1厚度为4mm,最薄处壁厚为1.5mm。
作为本发明的回转体1加工的另一种示例,该回转体1具有圆柱形的第一外周面,在第一外周面的底部具有锥形的第二外周面,在第二外周面的底部向外延伸设有裙边1.2,在第一外周面的顶部水平的向外延伸设有另一裙边1.2。
作为可选的,第二施力组件4的第二力也可以由磁性件施加。
在另一些实施例中,所述回转体1的底部设有径向向外延伸的裙边1.2,所述裙边1.2抵接在辅助模组5的水平端面5.1上,且所述辅助模组5还包括一压块5.2,所述压块5.2压设在所述裙边1.2的上端面,从而对回转体1竖向限位。
具体的,所述转盘2上设有分度轨道2.1,所述径向模组被限定在所述分度轨道2.1内行进,所述分度轨道2.1的数量为四个,所述径向模组的数量为四个,所述分度轨道2.1关于转盘2中心均布。
在另一些实施例中,所述回转体1的顶部具有向内延伸的顶边1.3,所述径向模组具有设于所述第一施力组件3上部的顶升组件6,所述顶升组件6包括与顶边1.3内壁轮廓相配的顶板6.1,以及用于驱动顶板6.1竖向抬升和下降的竖向驱动模组6.4,所述顶板6.1由竖向驱动模组6.4驱动行进并与顶边1.3内壁相抵。
作为顶升组件6的一种实施方式,所述竖向驱动模组6.4包括两个竖向滑轨和设置在其上的竖向滑块,为了提供竖向滑块向上的动力,在竖向滑轨的底部设置一个驱动件,该驱动件的构成可以是由电机控制的皮带轮传动机构,其主动轮连接一个设于两个竖向滑轨之间的丝杆,由丝杆驱动两个竖向滑轨相对竖向滑块上升,将设置在竖向滑轨顶部的顶板6.1抬升和下降;
作为顶升组件6的另一种实施方式,驱动件还可以是由人工手动驱动的皮带轮传动机构,在竖向滑轨的外侧设置有一个竖向标尺6.2和指示件6.3,从而控制每个顶升组件6的竖向移动距离。
在另一些实施例中,回转体1的顶边1.3具有朝向回转体1的轴线倾斜向上的趋势,顶升组件6的顶板6.1具有与其相配合的轮廓,作为优选的,在顶板6.1上也可以设置具有吸附单元4.3的第三施力组件,以增加回转体1加工的稳定性。
具体的,所述径向模组还包括径向行进平台7,所述第一施力组件3设于所述径向行进平台7上,所述顶升组件6也设置在所述径向行进平台7上,其中,所述第一施力组件3包括设于径向行进平台7上的支架3.2和弧形撑座3.3,所述弧形撑座3.3上开设有供第二施力组件4容置的开口3.4,所述开口3.4沿轴向和周向间隔布置,其布置方向与回转体1上的网格状凸筋1.1方向相同,且每个开口3.4位于横纵交错的凸筋1.1之间,即位于回转体1的薄壁处。
作为对径向模组径向移动的一种解释,所述径向行进平台7底部设有径向滑轨、径向滑块和径向丝杆,径向行进平台7设于径向滑块上,由径向丝杆提供驱动力,驱动径向滑块在径向滑轨上行进。
具体的,所述第二施力组件4包括设于开口3.4上的托块4.1和设于所述弧形撑座3.3背部的连接件4.2,所述托块4.1上设有多个吸附单元4.3,所述连接件4.2连接至少两个托块4.1,且所述托块4.1与弧形撑座3.3端面齐平,从而与弧形撑座3.3的端面共同构成弧形端面3.1,其中,吸附单元4.3具有由快速接头、堵头和带通气孔的螺栓构成,通过真空泵工作来为吸附单元4.3提供吸附力。
在本实施例中,一个托块4.1上的吸附单元4.3数量为九个,九个吸附单元4.3沿横向和纵向交错布置。
具体的,所述吸附单元4.3沿回转体1母线依次间隔布置,同一水平面上的吸附单元4.3沿回转体1周向依次间隔设置。
在装夹时,由辅助模组5为回转体1提供竖向的支撑力,
通过吊装的方式将回转体1放置在辅助模组5上,并调整回转体1与转盘2同轴,从而完成回转体1的初步定位,通过径向行进平台7驱动第一施力组件3径向的抵压在回转体1的内周面,第一施力组件3的弧形撑座3.3为回转体1提供径向向外的抵压力,同时,第二施力组件4随第一施力组件3行进,第二施力组件4上的托块4.1与弧形撑座3.3构成弧形端面3.1,增加第一施力组件3和第二施力组件4的结构紧凑性,托块4.1提供一定的抵压力的同时,其上的吸附单元4.3工作,为回转体1提供径向向内的吸附力,保证在回转体1外周面加工时,回转体1自身的稳定性,避免刀具模组颤刀;
通过径向向内和径向向外的力双向的支撑回转体1,并且,作为吸附的第二力是作用在横纵交错的两个凸筋1.1之间,进而限制回转体1薄壁处的抖动,增加稳定性和加工精度,由露出在弧形端面3.1上的吸附单元4.3构成加工区域,能够实现对大型回转体1的局部装夹和整体装夹的需求;
径向模组沿周向设置在转盘2上,通过转盘2和刀具模组的转动得以实现对回转体1的快速定位,同时,通过调节径向模组的径向位置,得以在一定范围内实现对不同内径尺寸的回转体1的装夹,并且,顶升组件6、径向行进平台7、第一施力组件3和第二施力组件4可以同步运动,从而有效保证对回转体1施力的一致性,整个装夹动作解决人工装夹的操作困难性,减少安全隐患,且装夹定位简单,操作方便。
一种高精度回转体1的柔性工装的加工方法,其特征在于,所述加工方法包括:
步骤一、回转体1上料:将代加工的回转体1毛坯吊装至转盘2上方,调整回转体1与转盘2同轴,调整托块4.1位于横纵交错的凸筋1.1内,同时将裙边1.2放置在辅助模组5上,压块5.2压设在所述裙边1.2上;
步骤二、回转体1定位装夹一:刀具模组还连接有一在线测量系统,刀具模组完成对刀后,发送信号至在线测量系统和径向模组,径向模组收到信号后行进,带动第一施力组件3和第二施力组件4与回转体1的内周面抵压,通过在线测量系统获得回转体1的当前厚度,从而获得刀具模组的进量,同时,设定该弧形端面3.1为加工区域;
步骤三、回转体1定位装夹二:启动真空泵,真空泵连接吸附单元4.3,控制在加工区域上的吸附单元4.3吸附回转体1内周面,提供径向向内的吸附力;
步骤四、回转体1加工一:此时,刀具模组按路径加工回转体1外周面上的凸筋1.1,该路径指的是回转体1母线;
步骤五、回转体1检测:关闭真空泵,径向模组回位,通过在线测量系统获得回转体1的当前厚度,若合格,则继续运行,若不合格,则回到步骤二;
步骤六、回转体1加工二:转动转盘2,将径向模组与下一加工区域对齐,回到步骤二继续运行,直至完成整个回转体1外周面加工。
具体的,在步骤五中:转盘2带动径向模组顺时针转动45°,进入步骤二和三,刀具模组逆时针转动45°,进入步骤四并继续运行,如此循环8次,完成整个回转体1外周面加工。
具体的,在线测量系统指得是超声波检测,在线测量系统可以在加工过程中实现实时测量,通过超声波回馈获得回转体1的当前厚度;
在步骤二中,还包括定位检测:人工用塞尺检查弧形端面3.1与回转体1的内周面的贴合情况,若合格则继续运行,若不合格则回到步骤一,并进行调试;
在步骤二中,还包括竖向定位装夹:在第一施力组件3到位后,顶升组件6动作,将顶板6.1与回转体1的顶边1.3内壁相抵,提供竖向限位。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
- 一种高精度回转体的柔性工装及其装夹方法
- 一种高精度回转体的柔性工装