一种自动化环保砖制造车间
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及环保砖生产技术领域,具体地说,涉及一种自动化环保砖制造车间。
背景技术
污水处理厂处理污泥后,水可以达到环保指标,不污染环境,但是处理后还会剩余大量的固体物质,这些固体物质直接排放未免过于浪费,且可能造成二次污染,若能利用污泥处理后的固体物质,作为原料生产环保砖,则可以很好解决资源浪费的问题。但是,目前常见的制砖车间中,原料单一、工序繁琐,制砖过程中需要耗费大量时间和人力物力来对材料进行转运,导致制砖效率低;同时传统的隧道窑只有送风机,窑内潮气重,导致烧制效率降低且废砖率较高,烧制好的砖体还不便进行卸除或转运;另外,现有的制砖车间,每道工序都是单独控制的,没有统一的自动化调控,容易出现前后工序对接不顺畅的情况。
发明内容
本发明的目的在于提供一种自动化环保砖制造车间,以解决上述背景技术中提出的问题。
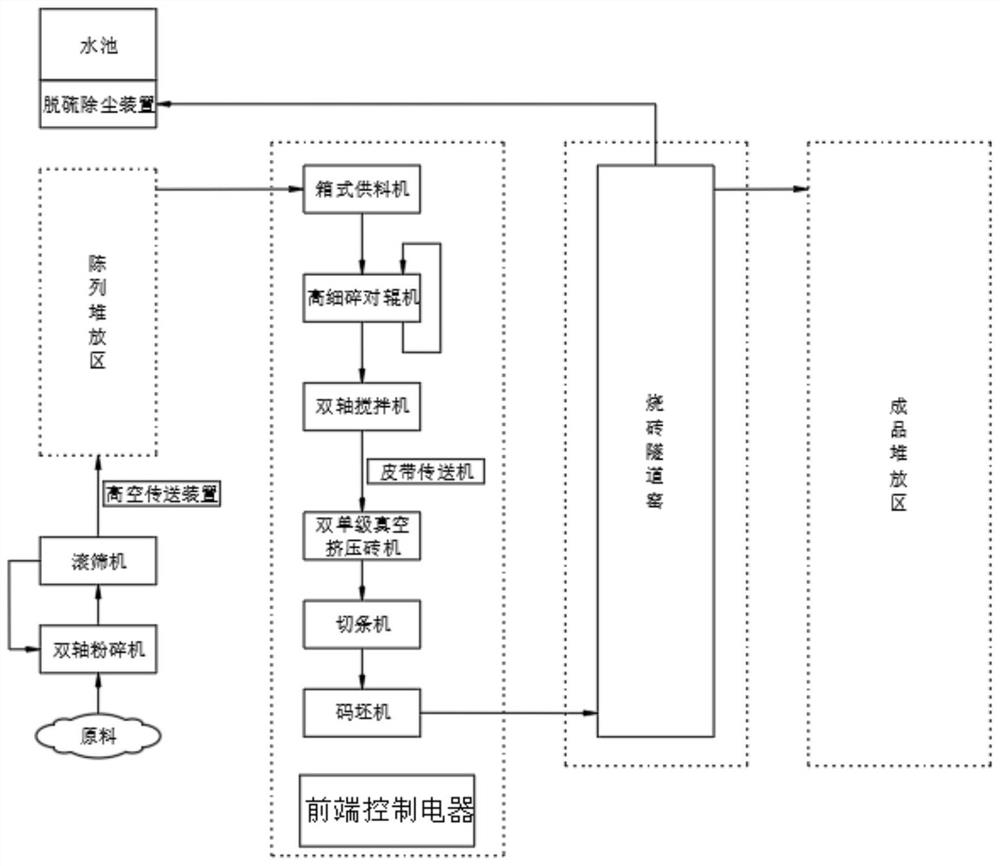
为实现上述技术问题的解决,本发明的目的之一在于,提供一种自动化环保砖制造车间,包括双轴粉碎机,所述双轴粉碎机的后端依次设有滚筛机、陈列堆放仓和脱硫除尘装置,所述陈列堆放仓的一侧设有加工车间,所述加工车间内从后至前依次设有箱式供料机、高细碎对辊机、双轴搅拌机、双单级真空挤压砖机、切条机和码坯机,所述加工车间的一侧依次设有隧道窑和成品仓,所述加工车间内一侧还设有前端控制电器。
作为本技术方案的进一步改进,所述双轴粉碎机的出料口与所述滚筛机的进料口相对应,所述双轴粉碎机与所述滚筛机之间设有回输结构。
作为本技术方案的进一步改进,所述陈列堆放仓内设有高空传送装置。
作为本技术方案的进一步改进,所述脱硫除尘装置的一侧配套设有水池。
作为本技术方案的进一步改进,所述双轴搅拌机与所述双单级真空挤压砖机之间设有皮带传送机。
作为本技术方案的进一步改进,所述隧道窑包括隧道主体,所述隧道主体靠近入口端处设有送风机,所述隧道主体靠近中间处设有排潮风机。
作为本技术方案的进一步改进,所述隧道主体的内部两侧底端均通过砖石相对立砌筑有轨道基座,所述轨道基座中间处嵌设有轨道,所述隧道主体的顶端窑炉处设有投料孔。
作为本技术方案的进一步改进,所述隧道窑的出口端外侧通过砖石砌筑有设备平台,所述轨道的前端延伸到所述隧道窑外侧,所述轨道延伸到所述隧道窑外侧的部分固定在所述设备平台上。
作为本技术方案的进一步改进,所述双轴粉碎机、所述滚筛机、所述脱硫除尘装置、所述箱式供料机、所述高细碎对辊机、所述双轴搅拌机、所述双单级真空挤压砖机、所述皮带传送机、所述切条机、所述码坯机、所述送风机及所述排潮风机均分别通过导线与所述前端控制电器电性连接。
本发明的目的之二在于,提供一种自动化环保砖制造车间生产环保砖的制备工艺流程,包括如下步骤:
S1、将土、煤矸石、固体污泥等原料按一定比例配比混合,内燃煤按比例掺入原料,置于双轴粉碎机中进行粉碎操作,使原料细碎且混合均匀;
S2、将破碎后的原料置于滚筛机中进行筛分,并将滚筛后余下的大颗粒原料重新输回到双轴粉碎机中进行反复破碎;
S3、通过高空传送装置将筛分出的细碎原料传输到陈列堆放仓内进行暂存陈化,陈列堆放仓内的高空传送装置通过在轨道上行走,将物料传送至陈化仓各个位置;
S4、从陈列堆放仓内取出原料,通过箱式供料机将原料输送到高细碎对辊机中进行二次细碎,原料分别经过多台高细碎对辊机,依次经过粗碎及若干细碎操作;
S5、将陈化及细碎后的原料粉末置于双轴搅拌机内,根据原料重量及含水率将水按比例加入,持续搅拌直至形成质地均匀的混合泥浆;
S6、通过皮带传送机将搅拌好的泥浆输送到制坯机制坯,通过制坯机强搅、加水抽真空,然后通过双单级真空挤压砖机将泥浆挤压成方形的泥条;
S7、泥条继续传输到切条机内,全自动切条机将泥条切割成均匀的条坯再传送至自动切坯机切成砖坯,再传送至布坯台,同时,废料重新返回搅拌机处理;
S8、机械手将布坯台上的砖坯抓放到运坯系统,运坯系统将砖坯运送到各个位置,码坯机的机器人将运送来的砖坯自动码放到窑底平面推车上,推车将砖坯运送到烧砖隧道窑内;
S9、隧道窑在运行过程中,砖坯在窑体内依次经过烘干、排潮、预热、焙烧、保温、冷却等工序,需要外燃煤时,可通过投料孔投入;
S10、窑体内部砖坯潮气由窑体两侧抽风口通过烟道环形滑盖排向烟气处理系统,由至少两台风机将烟气送入脱硫除尘装置,实现烟气的脱硫除硝的净化过程;
S11、砖坯在烧砖隧道窑内烧制成型,最后传输到成品仓内,码垛堆放整齐,以备出厂。
本发明的目的之三在于,提供一种自动化环保砖制造车间的自动化控制系统,该系统装载于上述自动化环保砖制造车间的所述前端控制电器内,用于分别控制车间内各机械装置的启停状态及集中管理制砖全流程的运行。
本发明的目的之四在于,提供一种自动化环保砖制造车间的自动化控制装置,包括处理器、存储器以及存储在存储器中并在处理器上运行的计算机程序,处理器用于执行计算机程序时实现上述任一的自动化环保砖制造车间的自动化系统运行。
本发明的目的之五在于,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述任一的自动化环保砖制造车间的自动化系统运行。
与现有技术相比,本发明的有益效果:该自动化环保砖制造车间中,通过添加污水处理后剩余的污泥作为原材料,可以减少资源浪费,环保性高,且制砖车间内部机械分布合理、动线流畅,从而可以简化工序,省去大量转运工作,节省时间和人力物力;同时在隧道窑外增设排潮风机,提高烧制效率,降低废砖率,并改造轨道,将轨道延伸到隧道窑外便于快速卸除及转运成品砖;另外制砖车间的每道工序在独立控制的前提下,通过前端控制电器进行统一集中的自动化调控,使前后工序对接顺畅,进而使制砖工艺更流畅,提高环保砖的生产效率。
附图说明
图1为本发明的整体架构框图;
图2为本发明的整体装置结构示意图;
图3为本发明中加工车间内部的局部装置结构示意图;
图4为本发明中隧道窑的局部装置结构示意图;
图5为本发明的示例性工艺流程框图。
其中:
1、双轴粉碎机;
2、滚筛机;
3、陈列堆放仓;
4、脱硫除尘装置;41、水池;
5、加工车间;51、箱式供料机;52、高细碎对辊机;53、双轴搅拌机;54、双单级真空挤压砖机;541、皮带传送机;55、切条机; 56、码坯机;
6、隧道窑;61、隧道主体;611、轨道基座;612、投料孔;62、送风机;63、排潮风机;64、轨道;65、设备平台;
7、成品仓;
8、前端控制电器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“中间”、“前”、“后”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,在本发明的描述中,“若干”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
如图1-图4所示,本实施例的目的在于,提供一种自动化环保砖制造车间,包括双轴粉碎机1,双轴粉碎机1的后端依次设有滚筛机2、陈列堆放仓3和脱硫除尘装置4,陈列堆放仓3的一侧设有加工车间5,加工车间5内从后至前依次设有箱式供料机51、高细碎对辊机52、双轴搅拌机53、双单级真空挤压砖机54、切条机55和码坯机56,加工车间5的一侧依次设有隧道窑6和成品仓7,加工车间 5内一侧还设有前端控制电器8。
本实施例中,双轴粉碎机1的出料口与滚筛机2的进料口相对应,便于直接将破碎后的原料传输到滚筛机2内,不需另外进行转运,节省时间和物力。
进一步地,双轴粉碎机1与滚筛机2之间设有回输结构,便于将筛分剩余的大颗粒原料回输到双轴粉碎机1内反复进行粉碎,可以提高原料利用率,减少原料浪费。
本实施例中,陈列堆放仓3内设有高空传送装置,便于从高空处将粉碎的原料输送堆放到陈列堆放仓3内,提高转运和堆放的工作效率,便于取用。
本实施例中,脱硫除尘装置4的一侧配套设有水池41,水池41 用于给湿式脱硫除尘操作提供用水,也可以给搅拌泥浆提供用水。
具体地,水池41包括上水池、搅拌池和沉淀池,便于与脱硫除尘装置4配套以提高对废气的净化效率。
本实施例中,高细碎对辊机52的数量至少为两台,从后至前分布的若干高细碎对辊机52的破碎操作细度依次减小,即原料可以经过若干道从粗至细的粉碎操作。
进一步地,双轴搅拌机53与双单级真空挤压砖机54之间设有皮带传送机541,用于将搅拌均匀的原料泥浆均匀地输送到制砖机内,可以实现持续的送料过程,提高制砖效率。
本实施例中,隧道窑6包括隧道主体61,隧道主体61靠近入口端处设有送风机62,隧道主体61靠近中间处设有排潮风机63。
具体地,送风机62用于向隧道窑6内输送空气,给隧道窑6内部的燃烧提供充足的氧气量;排潮风机63用于抽吸隧道窑6内部的潮湿空气,提高隧道窑6内部的烧制效果。
其中,送风机62优选采用110千瓦的大流量风机,排潮风机63 优选采用132千瓦的离心风机。
进一步地,隧道主体61的内部两侧底端均通过砖石相对立砌筑有轨道基座611,轨道基座611中间处嵌设有轨道64,使轨道64结实稳固,便于推车在隧道窑6内可以平滑匀速地运行。
进一步地,隧道窑6的出口端外侧通过砖石砌筑有设备平台65,轨道64的前端延伸到隧道窑6外侧,轨道64延伸到隧道窑6外侧的部分固定在设备平台65上。
具体地,设备平台65上应安装有卸料装置,烧制成型的砖坯经推车直接推送到设备平台65上,便于直接进行卸料或转运。
进一步地,隧道主体61的顶端窑炉处设有投料孔612,用于投放烧制过程中需要外燃煤。
此外,隧道窑61内部从入口向出口方向依次设有烘干段、排潮段、预热段、焙烧段、保温段及冷却段,可以实现砖体烧制的全流程。
本实施例中,双轴粉碎机1、滚筛机2、脱硫除尘装置4、箱式供料机51、高细碎对辊机52、双轴搅拌机53、双单级真空挤压砖机 54、皮带传送机541、切条机55、码坯机56、送风机62及排潮风机 63均分别通过导线与前端控制电器8电性连接。
具体地,前端控制电器8可以分别通过电信号控制各机械装置的独立运行过程,也可以集中管理调控整个制砖工艺流程的运行。
具体地,该制造车间内还应配备环形供电系统、自动焙烧系统、风道系统及烟气净化系统,环形供电系统与车间若干装置的分布位置相匹配用于给各个装置进行供电,自动焙烧系统用于全自动管理控制隧道窑6的运行过程,风道系统用于给隧道窑6进行送风及排气,烟气净化系统用于对烧制砖体过程中产生的废气进行脱硫、脱销、除尘等操作。
此外,生产区(即加工车间5)采用大规模联合厂房的建筑形式,形成大面积、大空间的联合车间,也可以根据场地实际情况来因地制宜布置车间。
如图5所示,本实施例的目的在于,提供一种自动化环保砖制造车间生产环保砖的制备工艺流程,包括如下步骤:
S1、将土、煤矸石、固体污泥等原料按一定比例配比混合,内燃煤按比例掺入原料,置于双轴粉碎机中进行粉碎操作,使原料细碎且混合均匀;
S2、将破碎后的原料置于滚筛机中进行筛分,并将滚筛后余下的大颗粒原料重新输回到双轴粉碎机中进行反复破碎;
S3、通过高空传送装置将筛分出的细碎原料传输到陈列堆放仓内进行暂存陈化,陈列堆放仓内的高空传送装置通过在轨道上行走,将物料传送至陈化仓各个位置;
S4、从陈列堆放仓内取出原料,通过箱式供料机将原料输送到高细碎对辊机中进行二次细碎,原料分别经过多台高细碎对辊机,依次经过粗碎及若干细碎操作;
S5、将陈化及细碎后的原料粉末置于双轴搅拌机内,根据原料重量及含水率将水按比例加入,持续搅拌直至形成质地均匀的混合泥浆;
S6、通过皮带传送机将搅拌好的泥浆输送到制坯机制坯,通过制坯机强搅、加水抽真空,然后通过双单级真空挤压砖机将泥浆挤压成方形的泥条;
S7、泥条继续传输到切条机内,全自动切条机将泥条切割成均匀的条坯再传送至自动切坯机切成砖坯,再传送至布坯台,同时,废料重新返回搅拌机处理;
S8、机械手将布坯台上的砖坯抓放到运坯系统,运坯系统将砖坯运送到各个位置,码坯机的机器人将运送来的砖坯自动码放到窑底平面推车上,推车将砖坯运送到烧砖隧道窑内;
S9、隧道窑在运行过程中,砖坯在窑体内依次经过烘干、排潮、预热、焙烧、保温、冷却等工序,需要外燃煤时,可通过投料孔投入;
S10、窑体内部砖坯潮气由窑体两侧抽风口通过烟道环形滑盖排向烟气处理系统,由至少两台风机将烟气送入脱硫除尘装置,实现烟气的脱硫除硝的净化过程;
S11、砖坯在烧砖隧道窑内烧制成型,最后传输到成品仓内,码垛堆放整齐,以备出厂。
本实施例中,S10中,废气净化的具体步骤为:与脱硫除尘装置配套的双碱混合液净化池分别为上水池、搅拌池、沉淀池,通过防腐循环泵将混合溶液从高效雾化喷嘴喷出,形成液雾,液雾与烟气充分接触,来完成净化过程,脱出二氧化硫等污染烟气。
本实施例的目的在于,提供一种自动化环保砖制造车间的自动化控制系统,该系统装载于上述自动化环保砖制造车间的前端控制电器 8内,用于分别控制车间内各机械装置的启停状态及集中管理制砖全流程的运行。
进一步地,前端控制电器8内还应装载有一种自动化环保砖制造车间的自动化控制装置,该装置包括处理器、存储器以及存储在存储器中并在处理器上运行的计算机程序。
处理器包括一个或一个以上处理核心,处理器通过总线与处理器相连,存储器用于存储程序指令,处理器执行存储器中的程序指令时实现上述的自动化环保砖制造车间的自动化系统运行。
可选的,存储器可以由任何类型的易失性或非易失性存储设备或者它们的组合实现,如静态随时存取存储器(SRAM),电可擦除可编程只读存储器(EEPROM),可擦除可编程只读存储器(EPROM),可编程只读存储器(PROM),只读存储器(ROM),磁存储器,快闪存储器,磁盘或光盘。
此外,本发明还提供一种计算机可读存储介质,计算机可读存储介质存储有计算机程序,计算机程序被处理器执行时实现上述的自动化环保砖制造车间的自动化系统运行。
可选的,本发明还提供了一种包含指令的计算机程序产品,当其在计算机上运行时,使得计算机执行上述各方面自动化环保砖制造车间的自动化系统运行。
本领域普通技术人员可以理解实现上述实施例的全部或部分步骤可以通过硬件来完成,也可以通过程序来指令相关的硬件完成,程序可以存储与一种计算机可读存储介质中,上述提到的存储介质可以是只读存储器,磁盘或光盘等。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种自动化环保砖制造车间
- 一种环保页岩烧结砖原料自动化配制装置