一种乳酸发酵含酸废水的回收利用方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及乳酸发酵过程领域,具体为一种乳酸发酵含酸废水的回收利用方法。
技术背景
随着社会的发展,尤其是科学技术的进步,大大促进了社会生产力的飞速发展,人们的生活水平得到了很大的改善与提高;人们在享受着社会进步带来的幸福感的同时,对于生活的环境,尤其是生产生活污水的排放是否达标,能够合理利用,越来越关注。
乳酸,是一种重要的天然有机酸,其学名为2-羟基丙酸,相对分子质量为90.08。乳酸分子中含有一个手性碳原子,所以具有旋光性,乳酸存在两种光学活性构型,分为L-乳酸、D- 乳酸。乳酸为动植物和微生物中广泛存在的一种生物代谢产物或代谢中间产物,人体和动物体只存在能代谢L-乳酸的L-乳酸脱氢酶,因此,从营养学的角度来看,乳酸的构型十分重要,因此在用于食品及医药领域时需要用L-乳酸替代D-乳酸。L-乳酸是生物可降解材料PLA的产出原料,PLA是当今最具应用潜力的生物可降解材料。
微生物发酵法是传统生产乳酸的主要方法,在传统工艺提取过程中会产生大量的废水。这些废水若处理不当,不仅造成严重的环境污染,也造成大量水资源的浪费,增加了企业生产成本。因此,如何有效实现节能减排,降低成本,是乳酸行业健康发展的一大课题。乳酸生产过程中的废水简单处理后回用,对于解决污水处理有重大意义。
发明内容
为了解决上述现有技术中的不足,本发明提供了一种相对于传统工艺节约了工艺用水量,节省了污水处理成本,提高乳酸了回收率,具有重要的环境效益、经济效益的乳酸生产废水回收利用方法。
本发明的目的是这样实现的:
一种乳酸发酵含酸废水的回收利用方法,包括以下步骤:
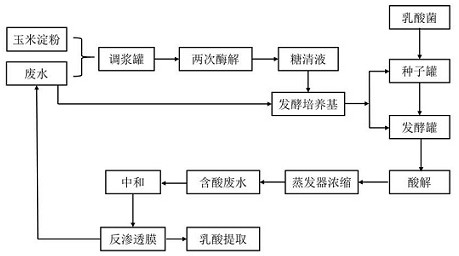
(1)玉米淀粉与反渗透废水在40-60℃的情况下,在调浆罐中把淀粉乳调到32%,用氢氧化钙调节浆液的pH至5.8-6.0,然后加入高温α-淀粉酶,淀粉酶用量0.03%-0.05%;
(2)将步骤(1)所得的混合液进行两步酶解处理:现将用泵把淀粉浆液泵入喷射液化器,温度控制在110-115℃,从喷射器中出来的料经降温后,进入层流罐保温120分钟,温度维持在95-97℃;然后进行二次喷射,温度控制在120-130℃,并在高温维持罐内维持3-5分钟把耐高温a-淀粉彻底杀死,在碘试合格的情况下,进一步降温到60℃,同时将pH值调至4.2,加入糖化酶,保温糖化45-55小时,达到糖化终点,液化糖液打入板框过滤,得到液化糖清液;
(3)将步骤(2)所得液化糖清液加入硫酸铵、酵母粉等营养物,补充反渗透废水调整浓度,使所得的混合后的液体总糖220g/L-250g/L;灭菌后得到微生物培养基,进行菌种发酵;
(4)发酵结束后,经过固液分离出去菌体,经酸解得到乳酸,通过蒸发器浓缩提高乳酸浓度,蒸发过程中产生大量的含乳酸废水;
(5)将步骤(4)含乳酸的废水通过氢氧化钙溶液中和pH至6.5-7.5,生产乳酸钙溶液,乳酸钙溶液透过反渗透膜,得到乳酸钙浓缩液和反渗透废水。
所述的步骤(3)所用的乳酸发酵所用的菌种为凝结芽孢杆菌;混合后的液体总糖235g/L。
所述的步骤(4)中含乳酸废水是指乳酸溶液在蒸发器、短程蒸馏过程中产生的蒸汽冷凝水。
所述的步骤(5)中的透过反渗透膜的含有乳酸钙法人溶液温度为40-60℃;
将步骤(4)含乳酸的废水通过氢氧化钙溶液中和,pH至7.2,生产乳酸钙溶液,乳酸钙溶液在温度50℃透过反渗透膜,得到乳酸钙浓缩液和反渗透废水。
积极有益效果:本发明的发酵温度且与传统工艺技术水平相当,节约了工艺用水量,节省了污水处理成本,提高乳酸了回收率,具有重要的环境效益、经济效益。
附图说明
图1为本发明的工艺流程框图。
具体实施方式
下面结合附图及具体实施例,对本发明做进一步的说明:
实施例
如图1所示,玉米淀粉300kg,乳酸反渗透废水637.5kg,50℃在调浆罐中混合均匀,加入氢氧化钙调节pH至6.0,加入酶活单位20000U/g的耐高温α-淀粉酶150g。经过二次喷射液化,其中一次喷射温度97℃,保温60min,二次喷射温度110℃,高温维持5min,真空闪蒸冷却至95℃,降温至60℃,加入1000000U/g的糖化酶60g,用乳酸调节pH至4.8,保温60℃糖化60h后,板框过滤糖液。
糖清液不加乳酸反渗透废水,混合后的液体总糖235g/L,加入0.2%的硫酸铵,0.05%的酵母粉;115摄氏度灭菌30min,接入乳酸菌进行发酵,培养温度为50℃,发酵结束乳酸浓度为152g/L,发酵周期36h,残糖0.36%。
用氢氧化钙调节发酵液pH至9.0,加热至85℃,保温6h,板框过滤出去菌丝体;向滤液中加入98%硫酸,至反应乳酸钙完全转化为硫酸钙,85℃保温6h,固液分离,除去硫酸钙晶体。
低浓度乳酸10%通过蒸发器、短程蒸馏工序,提高乳酸溶液的浓度的纯度,产生大量的蒸汽冷凝水,蒸汽冷凝水混合,其中乳酸含量为2%。
用氢氧化钙调节蒸汽冷凝水pH至7.2,将蒸汽冷凝水温度在50℃透过反渗透膜过滤、浓缩,反渗透膜乳酸钙的阻止率为90%左右,其结果,出去蒸汽冷凝水中83%的水分,乳酸钙浓缩液的浓度达到10.6%,产生的反渗透废水,乳酸钙浓缩液进入乳酸提起工序,增加乳酸回收率。
玉米淀粉300kg,乳酸反渗透废水637.5kg,进入循环利用,50℃在调浆罐中混合均匀,加入氢氧化钙调节pH至6.0,加入酶活单位20000U/g的耐高温α-淀粉酶150g,经过二次喷射液化,其中一次喷射温度97℃,保温60min,二次喷射温度110℃,高温维持5min,真空闪蒸冷却至95℃,降温至60℃,加入1000000U/g的糖化酶60g,用乳酸调节pH至4.8,保温60℃糖化60h后,板框过滤糖液。
糖清液加入乳酸反渗透废水,混合后的液体总糖235g/L,水不足用量用自来水补充,加入0.2%的硫酸铵,0.05%的酵母粉,115摄氏度灭菌30min,接入乳酸菌进行发酵,培养温度为50℃,发酵结束乳酸浓度为152g/L,发酵周期36h,残糖0.36%。
用氢氧化钙调节发酵液pH至9.0,加热至85℃,保温6h,板框过滤出去菌丝体,向滤液中加入98%硫酸,至反应乳酸钙完全转化为硫酸钙,85℃保温6h,固液分离,除去硫酸钙晶体。
低浓度乳酸10%通过蒸发器、短程蒸馏工序,提高乳酸溶液的浓度的纯度,产生大量的蒸汽冷凝水,蒸汽冷凝水混合,其中乳酸含量为2%。
用氢氧化钙调节蒸汽冷凝水pH至7.2,将蒸汽冷凝水温度在50℃透过反渗透膜过滤、浓缩,反渗透膜乳酸钙的阻止率为90%左右,其结果,出去蒸汽冷凝水中83%的水分,乳酸钙浓缩液的浓度达到10.6%,产生的反渗透废水,乳酸钙浓缩液进入乳酸提起工序,增加乳酸回收率。
反渗透废水作为工艺用水,加入玉米淀粉和糖清液循环利用,再按照上述步骤重复操作,循环9次,乳酸发酵正常。
本发明的发酵产酸且与传统工艺技术水平相当,节约了工艺用水量,节省了污水处理成本,提高乳酸了回收率,具有重要的环境效益、经济效益。
以上仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域
的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之
内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种乳酸发酵含酸废水的回收利用方法
- 一种氧化石墨烯后处理工序中含酸废水的循环利用方法