一种防潮防霉保温板制作剥膜装置
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及保温板生产制造技术领域,具体提出了一种防潮防霉保温板制作剥膜装置。
背景技术
防潮防霉保温板,顾名思义指的是具备防潮防霉效果的保温板材,根据材料划分,保温板包括聚氨酯保温板、岩棉保温板等,岩棉保温板一般指以岩棉板材为芯材的复合保温板,岩棉复合保温板根据其复合层组成结构又可分为发泡岩棉复合保温板、砂浆岩棉复合保温板等;其中较为常见的一种复合保温板种类为砂浆岩棉复合保温板。
砂浆岩棉复合保温板指的是以岩棉板为芯材并在岩棉板两侧板面复合网格布和水泥砂浆进行一体成型的复合板材,在砂浆岩棉复合保温板实际生产过程中为了保证砂浆的复合,一般会在未固化成型的砂浆岩棉复合保温板的两端面包覆塑料膜,且在完成固化定型后需要对塑料膜进行剥离;在传统的生产过程中,对于塑料膜的剥离基本依赖人工完成,但上述工作中存在的问题是:在进行大批量的砂浆岩棉复合保温板生产后,通过人工剥膜费时费力,且人工剥膜容易造成塑料膜断膜,因此剥膜过程十分不便。
发明内容
为了解决上述问题,本发明提供了一种防潮防霉保温板制作剥膜装置,用于解决上述背景技术中提到的问题。
为了实现上述目的,本发明采用以下技术方案来实现:一种防潮防霉保温板制作剥膜装置包括输送台,所述输送台上设置有两个输送方向水平同向的输送机,两个所述输送机之间留有配置间隔,在所述输送台上且位于所述配置间隔中居中设置有剥膜装置,所述输送台上设置有两个一一对应垂直于输送方向且横跨设置在两个所述输送机上方的输送压辊组件,所述输送台上设置有两组与两个所述输送压辊组件一一对应相邻设置的可调导辊组件,且每组所述可调导辊组件和相邻位置的所述输送压辊组件相较于所述配置间隔的位置由远到近设置,每组所述可调导辊组件由两个垂直于所述输送机输送方向镜像对称设置的所述可调导辊组件构成。
所述剥膜装置包括水平设置在所述配置间隔中的挡板机构和两个垂直于所述输送机输送方向镜像对称设置在所述输送台两侧的剥膜机构;所述剥膜机构包括下剥膜刀、上剥膜刀和两个压膜组件,所述下剥膜刀和所述上剥膜刀均呈水平设置,所述上剥膜刀位于所述下剥膜刀的正上方且竖直可调设置,所述下剥膜刀的刃口与所述输送机的输送端面齐平,所述下剥膜刀的刃口方向与所述上剥膜刀的刃口方向相同且均与所述输送机的输送方向呈锐角夹角设置;位于所述下剥膜刀的底端以及位于所述上剥膜刀的顶端均设置有所述压膜组件。
优选的,所述剥膜机构还包括水平固定安装在所述输送台外侧壁上的进位气缸、行程板和竖直调节杆;所述进位气缸的输出方向垂直于所述输送机的输送方向,所述行程板位于所述配置间隔中且与所述进位气缸输出端固定连接,所述下剥膜刀包括固定在所述行程板上远离所述进位气缸一端的固定部和与所述固定部一体成型的下刀片,所述行程板在位于连接有所述下剥膜刀的一端设置有竖直滑轨,所述上剥膜刀包括与所述竖直滑轨滑动配合的滑动部和与所述滑动部一体成型的上刀片,所述竖直调节杆竖直转动安装在所述固定部上,且所述滑动部与所述竖直调节杆螺纹连接。
优选的,所述挡板机构位于两个所述剥膜机构的下方,所述挡板机构包括横板、基座板、挡板、导柱和弹簧;所述横板水平固定安装在所述输送台两侧壁之间,所述横板上设置有避位孔,所述基座板水平设置且位于所述横板下方,所述挡板包括长板部和与所述长板部一体的挡板部,所述长板部垂直固定安装在所述基座板的上端面上且向上穿过所述避位孔,所述挡板部相对所述长板部居中设置且向上突出,所述横板底端面竖直设置有若干所述导柱,所述基座板与若干所述导柱竖直滑动配合,每个所述导柱均套设有所述弹簧,所述弹簧两端连接在所述基座板与所述导柱底端之间,所述长板部两端均设置有从端部向上倾斜的斜边端;在两个所述剥膜机构中,两个所述固定部的底端面均设置有滚珠顶杆,滚珠顶杆上活动镶嵌有滚珠,滚珠顶杆两个所述滚珠顶杆上的滚珠与两个所述斜边端一一对应滚动接触。
优选的,所述压膜组件包括固定架、竖直固定安装在所述固定架上的压膜气缸和水平连接在所述压膜气缸输出端的压膜片;设置在所述下剥膜刀上的压膜组件中,所述固定架固定在所述固定部的底端,所述压膜片与所述下刀片相邻设置;设置在所述上剥膜刀上的压膜组件中,所述固定架固定在所述滑动部的顶端,所述压膜片与所述上刀片相邻设置。
优选的,所述输送压辊机构包括两个一一对应设置在所述输送台两侧的升降调节组件和若干水平转动安装在两个所述升降调节组件之间的压辊;若干所述压辊位于所述输送机的上方且沿输送方向线性分布;所述升降调节组件包括固定在所述输送台侧壁上的升降导轨、竖直滑动设置在所述升降导轨上的压辊座和竖直转动安装在所述升降导轨上的手轮螺杆,所述手轮螺杆与所述压辊座螺纹连接;若干所述压辊水平转动安装在两侧的所述压辊座之间。
优选的,所述可调导辊组件包括位于所述输送机上方的导辊座、调节螺杆、多个水平固定连接在所述导辊座上的导杆和若干竖直转动安装在所述导辊座上的侧向导辊;所述调节螺杆与所述输送台侧壁螺纹连接且与所述导辊座水平转动连接,多个所述导杆与所述输送台侧壁水平滑动设置,若干所述侧向导辊沿所述输送机的输送方向线性分布。
优选的,所述下刀片的刃口斜切面位于其下端面,所述上刀片的刃口斜切面位于其上端面。
优选的,当两个所述剥膜机构相对距离最大时,所述挡板部的顶端高出所述输送机的输送端面,当两个所述剥膜机构相对距离最小时,所述挡板部的顶端低于所述输送机的输送端面。
上述技术方案具有如下优点或者有益效果:1.本发明提供了一种防潮防霉保温板制作剥膜装置,解决了在针对砂浆岩棉复合保温板生产制造过程中依赖人工剥膜存在的费时费力,剥膜易断、操作不便的问题。
2.本发明提供了一种防潮防霉保温板制作剥膜装置,通过可调导辊组件可对保温板进行导正输送;输送压辊机构与输送机配合进行压紧输送可保证保温板水平输送,从而便于剥膜机构进行施力和水平剥膜;在剥膜装置中通过挡板机构的前挡定位,通过压膜组件对保温板上下端面两侧拐角位置塑料膜的压紧,使得两个剥膜机构可对保温板上下端面的塑料膜进行自动剥离,从而代替人工完成自动剥膜作业,且可以避免塑料膜断膜的状况发生,保证了塑料膜的连续分离。
3.本发明提供了一种防潮防霉保温板制作剥膜装置,剥膜机构、输送压辊机构均可针对不同厚度的保温板进行调节,且每组可调导辊组件可针对不同宽度的保温板进行调节,从而满足了对不同尺寸的砂浆岩棉复合保温板剥膜的需求。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明及其特征、外形和优点将会变得更加明显;在全部附图中相同的标记指示相同的部分,并未刻意按照比例绘制附图,重点在于示出本发明的主旨。
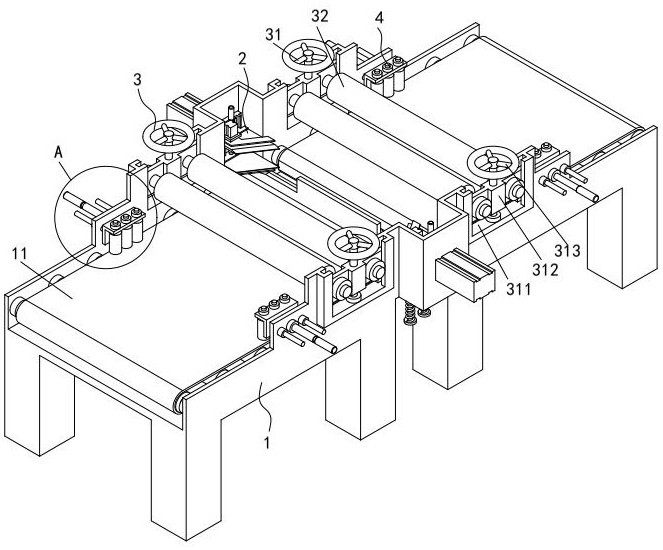
图1是本发明提供的一种防潮防霉保温板制作剥膜装置的立体结构示意图。
图2是本发明提供的一种防潮防霉保温板制作剥膜装置的俯视图。
图3是图1中A处的局部放大示意图。
图4是剥膜装置的立体结构示意图。
图5是剥膜装置的正视图。
图6是图4中B处的局部放大示意图。
图中:1、输送台;11、输送机;2、剥膜装置;21、挡板机构;211、横板;2111、避位孔;212、基座板;213、挡板;2131、长板部;2132、挡板部;214、导柱;215、弹簧;22、剥膜机构;221、进位气缸;222、行程板;2221、竖直滑轨;223、下剥膜刀;2231、固定部;2232、下刀片;2233、滚珠顶杆;224、上剥膜刀;2241、滑动部;2242、上刀片;225、竖直调节杆;226、压膜组件;2261、固定架;2262、压膜气缸;2263、压膜片;3、输送压辊机构;31、升降调节组件;311、升降导轨;312、压辊座;313、手轮螺杆;32、压辊;4、可调导辊组件;41、导辊座;42、调节螺杆;43、导杆;44、侧向导辊。
具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施,但不作为对本发明的限定。
参阅附图1-3,一种防潮防霉保温板制作剥膜装置,包括输送台1,输送台1上设置有两个输送方向水平同向的输送机11,两个输送机11之间留有配置间隔,在输送台1上且位于配置间隔中居中设置有剥膜装置2,输送台1上设置有两个一一对应垂直于输送方向且横跨设置在两个输送机11上方的输送压辊32组件,输送台1上设置有两组与两个输送压辊32组件一一对应相邻设置的可调导辊组件4,且每组可调导辊组件4和相邻的输送压辊32组件相较于配置间隔的位置由远到近设置,每组可调导辊组件4由两个垂直于输送机11输送方向镜像对称设置的可调导辊组件4构成;各结构的分布位置具体可见附图3所示。
参阅附图3,可调导辊组件4包括位于输送机11上方的导辊座41、调节螺杆42、两个水平焊接在导辊座41上的导杆43和若干竖直转动安装在导辊座41上的侧向导辊44;调节螺杆42与输送台1侧壁螺纹连接且与导辊座41水平转动连接,两个导杆43与输送台1侧壁水平滑动设置,若干侧向导辊44沿输送机11的输送方向线性分布。
在针对具体宽度尺寸的岩棉复合保温板进行剥膜处理前,需要根据其宽度对每组镜像设置的可调导辊组件4的间距进行调节,具体工作时,通过转动调节螺杆42使得导辊座41在垂直于输送机11输送方向上运动,依次完成对两组可调导辊组件4的调节,使得岩棉复合保温板两侧可贴在两组侧向导辊44之间进行输送,通过每组可调导辊组件4可对岩棉复合保温板进行导正输送,使得岩棉复合保温板在输送方向上得以摆正且位于两个剥膜机构22之间,便于两个剥膜机构22对其进行剥膜。
参阅附图1,输送压辊机构3包括两个一一对应设置在输送台1两侧的升降调节组件31和两个水平转动安装在两个升降调节组件31之间的压辊32;两个压辊32位于输送机11的上方且沿输送方向线性分布;升降调节组件31包括焊接在输送台1侧壁上的升降导轨311、竖直滑动设置在升降导轨311上的压辊座312和竖直转动安装在升降导轨311上的手轮螺杆313,手轮螺杆313与压辊座312螺纹连接;两个压辊32水平转动安装在两侧的压辊座312之间。
在针对具体厚度的岩棉复合保温板进行剥膜处理前,需要根据厚度对两个输送压辊机构3进行调节,具体的,通过同步转动两侧的手轮螺杆313使得两个压辊座312顺着升降导轨311同步上升或下降,从而调节压辊32与输送机11输送端面的相对间隙,当岩棉复合保温板从该间隙穿过时,压辊32可刚好贴紧岩棉复合保温板并配合输送机11带动其向前输送,通过压辊32的压紧输送使得岩棉复合保温板可以保持水平输送,从而便于水平设置的上剥膜刀224以及下剥膜刀223施力和完成剥膜。
参阅附图1及图4-6,剥膜装置2包括水平设置在配置间隔中的挡板机构21和两个垂直于输送机11输送方向镜像对称设置在输送台1两侧的剥膜机构22;剥膜机构22包括下剥膜刀223、上剥膜刀224和两个压膜组件226,下剥膜刀223和上剥膜刀224均呈水平设置,上剥膜刀224位于下剥膜刀223的正上方且竖直可调设置,下剥膜刀223的刃口与输送机11的输送端面齐平(当未剥膜的岩棉复合保温板在输送机11上输送时,下剥膜刀223的刃口刚好处于可剥离下方塑料膜的位置),下剥膜刀223的刃口方向与上剥膜刀224的刃口方向相同且均与输送机11的输送方向呈锐角夹角设置,当剥膜机构22沿垂直于输送机11输送方向进位时,呈锐角夹角设置的刃口可直接对岩棉复合保温板的拐角处开始剥膜,便于完成对塑料膜的剥离作业。
参阅附图4-6,剥膜机构22还包括通过螺栓水平固定安装在输送台1外侧壁上的进位气缸221、行程板222和竖直调节杆225;进位气缸221的输出方向垂直于输送机11的输送方向,行程板222位于配置间隔中且与进位气缸221输出端固定连接,下剥膜刀223包括焊接在行程板222上远离进位气缸221一端的固定部2231和与固定部2231一体成型的下刀片2232,行程板222在位于连接有下剥膜刀223的一端设置有竖直滑轨2221,上剥膜刀224包括与竖直滑轨2221滑动配合的滑动部2241和与滑动部2241一体成型的上刀片2242,竖直调节杆225竖直转动安装在固定部2231上,且滑动部2241与竖直调节杆225螺纹连接;下刀片2232的刃口斜切面位于其下端面,上刀片2242的刃口斜切面位于其上端面,上刀片2242刃口的斜切面为了配合剥膜而相对应设置。
在针对具体厚度尺寸的岩棉复合保温板进行剥膜操作前,需要根据厚度对两个剥膜机构22进行调节,具体工作时,通过转动竖直调节杆225驱动上剥膜刀224顺着竖直滑轨2221滑动,从而调节上剥膜刀224与下剥膜刀223的相对间距,使得岩棉复合保温板从上剥膜刀224与下剥膜刀223之间穿过时,上剥膜刀224和下剥膜刀223可作为铲刀分别将岩棉复合保温板上下两端的塑料膜剥离;需要说明的是,为了保证塑料膜的完整剥离,实际上剥膜刀224的刃口位置以及下剥膜刀223的刃口位置均相对塑料膜分离界面且微量偏向砂浆岩棉复合保温板的砂浆层一侧,从而使得塑料膜可完全剥离。
参阅附图4-6,挡板机构21位于两个剥膜机构22的下方,挡板机构21包括横板211、基座板212、挡板213、导柱214和弹簧215;横板211水平焊接安装在输送台1两侧壁之间,横板211上设置有避位孔2111,基座板212水平设置且位于横板211下方,挡板213包括长板部2131和与长板部2131一体的挡板部2132,长板部2131垂直焊接在基座板212的上端面上且向上穿过避位孔2111,挡板部2132相对长板部2131居中设置且向上突出,横板211底端面竖直设置有四个导柱214,且避位孔2111两侧各分布有两个导柱214,基座板212与四个导柱214竖直滑动配合,每个导柱214均套设有弹簧215,弹簧215两端焊接在基座板212与导柱214底端之间,长板部2131两端均设置有从端部向上倾斜的斜边端;在两个剥膜机构22中,两个固定部2231的底端面均设置有滚珠顶杆2233,滚珠顶杆2233上活动镶嵌有滚珠,两个滚珠顶杆2233上的滚珠与两个斜边端一一对应滚动接触;当两个剥膜机构22相对距离最大时,挡板部2132的顶端高出输送机11的输送端面,当两个剥膜机构22相对距离最小时,挡板部2132的顶端低于输送机11的输送端面。
在对岩棉复合保温板进行正式的剥膜处理时,以附图3所示,将岩棉复合保温板放置在位于下方的输送机11上,输送机11将带动保温板按图示箭头方向向前输送,保温板在两个可调导辊组件4之间进行导正输送,并通过输送压辊机构3驱动保温板保持水平状态向前输送,当保温板输送至挡板部2132时将被阻挡,随后两侧的进位气缸221将同步启动,使得两个行程板222将相向运动,继而两组上剥膜刀224和下剥膜刀223随之相向运动,两个上剥膜刀224将对岩棉复合保温板上端面两侧拐角位置的塑料膜进行剥离,两个下剥膜刀223将对下端面两侧拐角位置的塑料膜进行剥离;随着两个行程板222的相向运动,两个滚珠顶杆2233将通过对应顶触两个斜边端使得挡板213下降,使得挡板部2132能够结束对岩棉复合保温板的阻挡动作。
参阅附图6,位于下剥膜刀223的底端以及位于上剥膜刀224的顶端均设置有压膜组件226;压膜组件226包括固定架2261、通过螺栓竖直固定安装在固定架2261上的压膜气缸2262和水平连接在压膜气缸2262输出端的压膜片2263;设置在下剥膜刀223上的压膜组件226中,固定架2261焊接在固定部2231的底端,压膜片2263与下刀片2232相邻设置;设置在上剥膜刀224上的压膜组件226中,固定架2261焊接在滑动部2241的顶端,压膜片2263与上刀片2242相邻设置。
随着两个剥膜机构22的相向运动,两组上剥膜刀224和下剥膜刀223将对未剥膜的岩棉复合保温板的前端的四个拐角位置的塑料膜剥离,随着继续运动,上剥膜刀224以及下剥膜刀223都将伸向塑料膜的分离间隙中,且位于岩棉复合保温板上端面两侧拐角位置的塑料膜将进入两侧由上刀片2242与相邻的压膜片2263构成的间隙中,而位于下端面两侧拐角位置的塑料膜将进入两侧由下刀片2232与相邻的压膜片2263构成的间隙中,当挡板部2132未完全撤挡前,四个压膜气缸2262将同步启动,通过四个压膜片2263将四个拐角位置的塑料膜压紧。
当通过压膜组件226完成对塑料膜的压紧,且挡板部2132完全撤挡后,在其中一侧输送压辊机构3的继续输送下,以及过渡至另一侧输送压辊机构3的接力输送下,通过两个剥膜机构22的配合将对岩棉复合保温板上下端面的塑料膜进行自动完全剥离作业;需要进一步说明的是,当未剥膜的岩棉复合保温板放置在输送机11上后,整个剥膜过程可通过人工操控本发明提供的剥膜装置完成自动剥膜作业。
本领域技术人员应该理解,本领域技术人员结合现有技术以及上述实施例可以实现所述变化例,在此不予赘述;这样的变化例并不影响本发明的实质内容,在此不予赘述。
以上对本发明的较佳实施例进行了描述;需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容;因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
- 一种防潮防霉保温板制作剥膜装置
- 一种防潮防霉保温板制作剥膜装置