一种柔性条状物封端机
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及封端机技术领域,尤其涉及一种柔性条状物封端机。
背景技术
目前,中国专利申请号:CN200420089031.0公开了一种鞋带端头饰套,包括由鞋带端头和饰套组成,鞋带端头的端部束绑有塑料片,饰套为中空柱形圆头状,饰套的周边无边缝,饰套与鞋带端头套合的口缘为圆弧状,以冲压模冲压将饰套束紧于鞋带端头外围;
公开现有柔性条状物与端头的安装过程,现有通常由人工手动牵着柔性条状物的一端,人工手动将柔性条状物一端插入端头内,再通过外部加工装置将柔性条状物一端与端头固定,再换柔性条状物另一端与端头安装,该操作方式需要安装工作的人员多,并且工人安装效率低,长期雇佣工人成本高。
发明内容
因此,针对上述的问题,本发明提出一种柔性条状物封端机,其解决了现有柔性条状物和端头加工操作方式需要安装工作的人员多,并且工人安装效率低,长期雇佣工人成本高的技术问题。
为实现上述目的,本发明采用了以下技术方案:一种柔性条状物封端机,包括机架,依次设于机架上用于对条状物进行夹持的夹持工位、用于对夹持工位上的条状物向一端移取的夹取工位、用于将夹取工位上的条状物夹持移动的夹取移动工位、用于对端头与柔性条状物安装的加工装置、用于对端头输入移动到加工装置的端头移动装置和用于对第二夹移工位上条状物夹取移动到加工装置的端头夹紧工位,当夹取移动工位移动到靠近加工装置后,柔性条状物端部置于夹取移动工位内,端头夹紧工位对夹取移动工位夹持的柔性条状物靠近端部位置进行装夹。
进一步的,所述夹取移动工位包括用于对夹取工位和夹持工位之间段条状物夹持横移的第一夹移工位、用于对第一夹移工位内条状物夹持横移的第二夹移工位。
进一步的,所述第一夹移工位和第二夹移工位之间设有用于夹持柔性条状物的装夹装置,当第一夹移工位将夹取工位上的柔性条状物夹持移动到装夹装置位置时,装夹装置对第一夹移工位上的柔性条状物进行夹持,当第二夹移工位移动到装夹装置位置,第二夹移工位对装夹装置上的柔性条状物进行夹持转移。
进一步的,还包括用于对夹取移动工位和夹持工位段条状物拉紧的拉紧工位,所述拉紧工位设于机架上。
进一步的,所述夹取工位上设有用于勾柔性条状物的勾部。
进一步的,所述勾部顶部设有用于卡入条状物的开槽,所述机架上位于勾部处设有用于剔除勾部顶部开槽平面上多余条状物的剔料机构,所述剔料机构可拆卸地设于机架上。
进一步的,所述机架上靠近剔料机构处设有用于将勾部顶部开槽内条状物剔落的排线杆,当所述夹取移动工位对条状物夹取时,所述勾部从排线杆底端经过,所述排线杆对勾部上开槽内的条状物剔落。进一步的,所述剔料机构和排线杆之间设有用于将开槽上柔性条状物吹掉的气管。
进一步的,所述机架上设有防止条状物返回夹持工位区域的排料杆。
进一步的,所述端头移动装置包括用于对端头输入的输入工位、用于对端头方向进行检测的定向工位、输出工位和用于将端头转移到下道工位的移载装置,所述输出工位位于加工装置处,所述定向工位与定位工位之间设有纠错工位,所述纠错工位用于对方向错误的端头进行剔除或旋转。
进一步的,所述定向工位包括用于放置端头的第一放置块以及用于对第一放置块内端头方向检测的检测装置,所述第一放置块上设有用于放置端头的第一放置部。
进一步的,所述纠错工位为用于对端头方向旋转的转向工位,所述转向工位设于定向工位和定位工位之间。
通过采用前述技术方案,本发明的有益效果是:
本柔性条状物封端机,通过柔性条状物封端机的设置,通过封端机可实现机械化生产,避免了现有柔性条状物和端头加工操作方式需要安装工作的人员多,并且工人安装效率低,长期雇佣工人成本高的技术问题;夹移工位的设置,提升了设备运行效率,避免单个夹移工位,从夹取工位转移端头夹紧工位所耗费时间久的问题;拉紧工位的设置,对柔性条状物拉紧,拉紧后的柔性条状物尾部将卡置到第二移动工位内,从而实现对长的柔性条状物进行高效率的拉紧。
装夹装置的设置,通过装夹装置提高设备工作效率,使设备运行更稳定。
勾部的设置,当取料件横向移动时,剔料机构对勾部顶部开槽平面上多余条状物进行剔除,避免勾部勾取多根柔性条状物的问题;剔料机构的设置,方便开槽内的柔性条状物剔除;排料杆的设置,其中排料杆可防止条状物返回夹持工位,导致夹取工位对加工后的柔性条状物重复夹取的问题;剔料机构和排料杆可以为螺栓,该螺栓设置成本更低,拧动螺旋可对高度方便调节。
通过移载工位的设置,其中端头通过输入工位进行输入,移载装置将输入工位输入的端头夹持移动输送到定向工位上,定向工位对端头方向进行检测,完成后移载装置再对端头进行夹持输送到纠错工位,当输送到纠错工位后当检测到端头方向不正确时,纠错工位对端头进行剔除或对端头进行旋转,再通过移载装置输送到定位装置,定位工位对端头位置定位再通过移载装置到输出工位,完成后端头夹紧工位夹持着柔性条状物靠近端部头的位置移动插入输出工位上端头内,由于输出工位位于加工装置处,加工装置对输出工位上的端头与柔性条状物进行固定安装;可实现对端头自动输送到输出工位进行加工。
附图说明
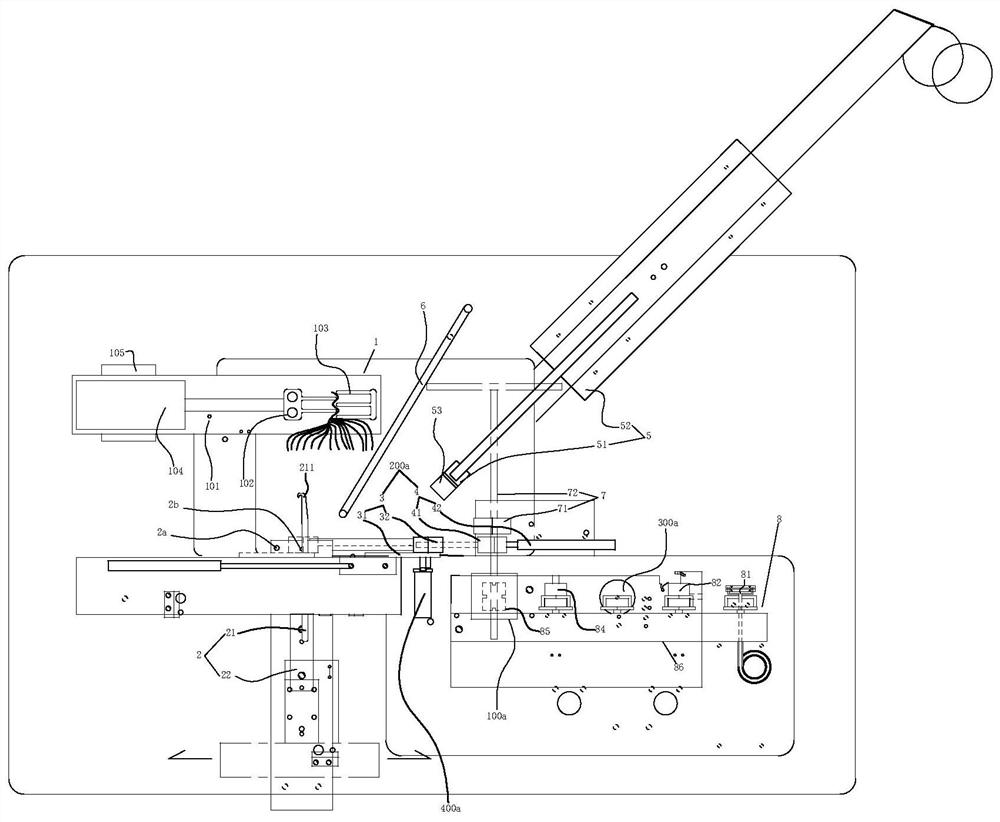
图1是本发明的结构示意图;
图2是本发明的端头移动装置与转向装置第一使用状态结构正视示意图;
图3是本发明的夹取工位和第一夹移工位使用状态局部结构示意图;
图4是本发明的勾部和剔料机构局部使用状态结构正视示意图;
图5是本发明的第二夹持装置和端头夹具使用状态结构剖面示意图;
图6是本发明的使用状态结构简化平面示意图;
图7是本发明的柔性条状物端部夹取步骤流程简化平面示意图;
图8是本发明的端头移动装置第二使用状态结构正视示意图;
图9是本发明的端头移动装置第一使用状态结构正视示意图;
图10是本发明的端头移动装置局部结构俯视示意图;
图11是本发明的的端头移动装置局部使用状态结构示意图;
图12是本发明的端头移动装置工作流程简化平面示意图;
图13是本发明的第一夹移工位、装夹装置和第二夹移工位使用状态结构平面简画示意图。
具体实施方式
现结合附图和具体实施方式对本发明进一步说明。
参考图1至图13,本实施例提供一种柔性条状物封端机,包括机架,依次设于机架上用于对条状物进行夹持的夹持工位1、用于对夹持工位1上的条状物向一端移取的夹取工位2、用于将夹取工位上的条状物夹持移动的夹取移动工位200a、用于对端头与柔性条状物安装的加工装置100a、用于对端头输入移动到加工装置100a的端头移动装置8和用于对第二夹移工位4上条状物夹取移动到加工装置100a的端头夹紧工位7;夹取移动工位不限于字面意思,也可以对条状物进行勾取、拉取或其它形式,可现实对条状物移取即可;本说明书的端头可以指代背景公开饰套。
优选地,夹持工位1包括支撑台101、用于夹持柔性条状物的第一夹绳块102、第二夹绳块103、用于驱动第一夹绳块或第二夹绳块移动对柔性条状物夹紧的夹持驱动装置104以及用于驱动支撑台移动的平台驱动装置105,夹持驱动装置、第一夹绳块或第二夹绳块设于支撑台上,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置,夹持驱动装置优选地为气缸、液压缸、电动推杆或其它实现同等功能的现有装置,平台驱动装置优选地为丝杆移动滑台,平台驱动装置驱动支撑台横向移动,也可以替换为现有其它实现同等功能的装置,使用过程中,夹持驱动装置驱动第一夹绳块或第二夹绳块对柔性条状物夹紧,完成后夹取工位对第二夹绳块和第一夹绳块夹持的柔性条状物一端进行夹取移动,该装置方便对柔性条状物进行夹紧安装;当捆状柔性条状物逐渐被夹取工位夹取的数量变少,由于此时第一夹绳块和第二夹绳块对柔性条状物夹持的比较分散,第一夹绳块和第二夹绳块靠近夹取工位位置的柔性条状物数量少,夹取工位对柔性条状物夹取成功率容易降低,通过平台驱动装置驱动支撑台、第一夹绳块和第二夹绳块横移,使第一夹绳块和第二夹绳块相对夹取工位位置的柔性条状物移动靠近夹取工位位置,提成夹取工位夹取成功率。
夹持工位对捆状柔性条状物进行夹持,完成后夹取工位对柔性条状物夹取一根,完成后夹取移动工位对柔性条状物进行夹持,并移动到端头夹紧工位,夹取移动工位向一侧移动时可对柔性条状物进行拉紧,如图5,夹取移动工位上具有限制条状物端部移动的卡置孔4a,卡置孔为阶梯孔,一端用于存放柔性条状物端头,另一端用于卡置端头且用于将柔性条状物远离端头部分穿过;卡置孔不限于如图5中的形式,卡置孔可以为柔性条状物远离端头部分穿过,卡置孔不限于上述形式,可实现用于卡置柔性条状物端头即可;夹取移动工位横向移动到加工装置纵轴位置,柔性条状物端部将卡置在夹取移动工位上,端头夹紧工位再移动到柔性条状物远离端部且靠近夹取移动工位的位置进行夹持,完成后夹取移动工位张开并向原方向移动,同时,加工装置输入端头,端头夹紧工位夹持着柔性条状物靠近端部头的位置移动插入加工装置输入的端头内,加工装置将端头与柔性条状物端部进行固定安装后,端头夹紧工位夹持着柔性条状物移出加工位置,再张开使柔性条状物分离掉落,从而完成对柔性条状物和端头的安装;并且由于普通的鞋带需要将连续的鞋带卷线拉出到设定长度后进行裁切,然后进行安装端头,现有一般鞋带通常都是对连续的鞋带拉出,完成热熔包头进行裁切或者包头前进行裁切定位,虽然能实现高精度安装鞋带端头,但无法对已经生产分切后的鞋带进行安装端头,端头封端机克服以上缺陷,该端头封端机还克服了现有分切后多根捆状鞋带需要人工后期手动安装端头效率慢的技术缺点。
所述夹取移动工位200a包括用于对夹取工位2和夹持工位1之间段条状物夹持横移的第一夹移工位3、用于对第一夹移工位3内条状物夹持横移的第二夹移工位4;其中夹取工位移动夹持工位处,对夹持工位夹持的柔性条状物进行夹取,并向第一夹移工位移动,第一夹移工位对夹取工位上的柔性条状物进行夹取,并移动到第二夹移工位上,完成后第一夹移工位张开,第二夹移工位对第一夹移工位的柔性条状物进行夹取移动,第二夹移工位移动过程中再对柔性条状物进行拉紧,第二夹移工位对柔性条状物尾部夹紧,第一夹移工位对夹取工位上的柔性条状物夹持转移到右端后,第二夹移工位向左端移动对第一夹移工位上的柔性条状物进行夹持,然后第一夹移工位向左移动,第二夹移工位同时向右移动,第一夹移工位完成对夹取工位条状物转移,第二夹移工位完成对柔性条状物与端头夹紧工位的对接,提升了设备运行效率,避免单个夹移工位,从夹取工位转移端头夹紧工位所耗费时间久的问题;夹取移动工位可以指单个夹取移动工位移动第一夹移工位和第二夹移工位移动行程的工位,也可以指的是第一夹移工位和第二夹移工位两个工位,当夹取移动工位指代意思第一夹移工位和第二夹移工位,夹取移动工位可以特指第二夹移工位。优选地,所述第一夹移工位3和第二夹移工位4之间设有用于夹持柔性条状物的装夹装置400a,当第一夹移工位将夹取工位上的柔性条状物夹持移动到装夹装置位置时,装夹装置对第一夹移工位上的柔性条状物进行夹持,第一夹移工位松开向夹取工位转移,第二夹移工位移动到装夹装置位置,对柔性条状物进行夹持,完成后装夹装置松开,第二转移工位对柔性条状物进行转移,通过装夹装置的设置,第一夹移工位转移到第二夹移工位的柔性条状物进行暂时夹持,可避免第一夹移工位夹持柔性条状物到装夹装置位置时,第二转移工位仍与下道工序或端头夹紧工位配合,导致第一夹移工位需要等待第二夹移工位返回,才可以完成对柔性条状物的转移,通过装夹装置提高设备工作效率;并且第一夹移工位对柔性条状物转移过程中,由于速度过快,第一夹移工位转移到装夹装置位置时,柔性条状物可能剧烈甩动,容易导致第二夹移工位对甩动折回的部位和柔性条状物中段的部位一起夹持,使下道工序报错无法运行,而通过装夹装置,第一夹移工位转移到装夹装置位置时,夹持的柔性条状物可卡入第一夹移工位内,避免柔性条状物的甩动,使设备运行更稳定;本工作方式为最佳实施方式,也可以不设有装夹装置。
优选地,装夹装置包括用于夹持柔性条状物的夹指81a以及驱动夹指夹持柔性条状的装夹驱动装置82a,夹指优选地为横向设置,当第一夹移工位对柔性条状物夹持移动时,柔性条状物可移动滑入两个夹指之间;夹指、装夹驱动装置可以为气动手指,或其它具有同等功能的装置,其均为本领域常规技术,在此不予赘述,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置,当第一夹移工位将柔性条状物移动到夹指之间时,装夹驱动装置驱动两个夹指对柔性条状物夹持,完成后第二夹移工位移动到两个夹指位置,第二夹移工位对柔性条状物进行夹持,装夹驱动装置驱动两个夹指松开,第二夹移工位再对柔性条状物进行夹持转移,该设置方式通用性高,利于批量采购。
还包括用于对夹取移动工位200a和夹持工位1段条状物拉紧的拉紧工位5,所述拉紧工位5设于机架上;当夹取移动工位为直接对夹取工位上的柔性条状物转移到端头夹紧工位时,夹取移动工位移动过程中与拉紧工位配合,拉紧工位对柔性条状物斜向拉动,对柔性条状物拉紧,拉紧后的柔性条状物尾部将卡置到夹取移动工位内,从而实现对长的柔性条状物进行拉紧;当拉紧工位为第一夹移工位和第二夹移工位分别对柔性条状物的转移时,其中第一夹移工位和加持工位之间段的柔性条状物靠近到拉紧工位的位置,拉紧工位再对柔性条状物进行夹持,并向一侧方向移动对柔性条状物拉紧,同时第二夹移工位也对柔性条状物进行夹持移动,拉紧工位和第二移动工位配合,对柔性条状物拉紧,拉紧后的柔性条状物尾部将卡置到第二移动工位内,从而实现对长的柔性条状物进行快速的拉紧。
上述的夹持工位、夹取工位、第一夹移工位、第二夹移工位、拉紧工位、端头夹紧工位均为市面上可以购得的产品,结构已为公知,可以根据生产需要选购相应型号,在此不予赘述。
优选地,所述第一夹移工位3包括用于夹取勾部211上条状物的第一夹持装置31以及用于驱动第一夹持装置31移动的第一驱动装置32,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置;第一夹移工位上的第一夹持装置对勾部到夹持工位之间段的柔性条状物进行夹持,完成后第一夹移工位向上移动,再带动柔性条状物向第二夹移工位方向移动,将柔性条状物与夹取工位分离过渡输送到下道第二夹移工位上。优选地,所述第二夹移工位4包括用于夹取第一夹移工位3上条状物的第二夹持装置41以及用于驱动第二夹移装置41移动的第二驱动装置42,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置;第二夹持装置41对接夹持第一夹持装置31输送的柔性条状物,完成后通过第二驱动装置42进行移动,第二夹移工位对柔性条状物进行夹取移动时,拉紧工位对第二夹移工位和夹持工位段条状物拉紧,柔性条状物一端被第二夹移工位夹紧后,再通过拉紧工位拉直紧绷状态,条状物头部将卡置在第二夹移工位内,方便对条状物进行拉紧;如图4所示,第二夹持装置内置的夹块上用于对柔性条状物尾端卡置的卡置槽4a。
上述第二夹持装置、第一夹持装置和端头夹具均为市面上可以购得的产品,结构已为公知,可以根据生产需要选购相应型号,在此不予赘述;上述第二驱动装置、第一驱动装置和端头驱动装置均为市面上可以购得的产品,结构已为公知,可以根据生产需要选购相应型号,在此不予赘述。
优选地,所述拉紧工位5包括用于夹条状物的夹具51以及用于驱动夹具51移动的拉紧驱动装置52,条状物与所述夹具51滑动配合,其中与条状物贴合的所述夹具51上可设有用于检测夹具压力的压力传感器53,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置,夹具和压力传感器均为现有常规技术,拉紧驱动装置优选为三轴移动平台,或替换为其它可以驱动夹具的现有移动装置,均为现有常规技术,在此不予赘述;其中第二夹移工位对柔性条状物夹取移动过程中,拉紧工位对柔性条状物斜向拉紧,夹具与柔性条状物贴合,柔性条状物拉越紧,夹具的压力传感器检测到到压力值越大,当到达设定压力值后,夹具张开,使柔性条状物从夹具上分离,由于柔性条状物长度不同,固定位置移动时,前后两根长度不同时,当长度过短时对柔性条状物容易拉断,过长时柔性条状物,第二夹移工位无法对柔性条状物进行尾端进行精准定位;而通过拉紧工位,夹具斜向拉动柔性条状物时,柔性条状物紧绷度可以通过其夹具内置夹爪上压力传感器可感应,当长度过长时,拉紧工位拉紧距离增加,当长度过短时,提前感应到达到设定值后,夹具停止移动再张开夹具,使柔性条状物从夹具上掉落。
优选地,所述夹取工位2包括用于对条状物移动的取料件21和用于将取料件21移动的移动驱动装置22,所述取料件21设于移动驱动装置22上,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置,移动驱动装置优选地为三轴移动平台,可对取料件进行三轴移动,可以为二轴或多轴平台,还可以替换为其它现有实现对取料件移动的装置,其为现有常规技术,在此不予赘述;其中移动驱动装置带动取料件进行移动,取料件移动到加持工位上,取料件纵向向前移动,到夹持工位处后,横向移动过程中取走柔性条状物,完成后移动驱动装置再驱动取料件后退将柔性条状物拉回,完成对柔性条状物的夹取,具有方便对柔性条状物进行夹取的好处。
所述夹取工位2上设有用于勾柔性条状物的勾部211,勾部位于取料件靠近加持工位一端,所述勾部211顶部设有用于卡入条状物的开槽212,所述机架上位于勾部211处设有用于剔除勾部211顶部开槽212平面上多余条状物的剔料机构2a,所述剔料机构2a可拆卸地设于机架上;其中取料件通过移动驱动装置移动到夹持工位后,取料装置横向移动过程中,由于勾部与取料件大致形状为L字形,柔性条状物将卡入勾部,取料件拉回过程中,勾部将柔性条状物底部进行勾回,从而完成对柔性条状物进行勾取,实际使用时勾部可能勾一根或一根以上柔性条状物,当勾部勾到多根柔性条状物时,由于勾部顶部具有仅能卡入单根条状物的开槽,其中一个柔性条状物卡入开槽后,移动驱动装置将驱动并控制取料件高度,再驱动取料件横向移动,由于剔料机构靠近取料件开槽内条状物上方,当取料件横向移动时,剔料机构对勾部顶部开槽平面上多余条状物进行剔除,避免勾部勾取多根柔性条状物的问题。剔料机构和排料杆优选地可以为螺栓,该螺栓设置成本更低,拧动螺旋可对高度方便调节,剔料机构和排料杆也可以替换为固定的杆状或其它现有机构。
所述机架上靠近剔料机构2a处设有用于将勾部211顶部开槽212内条状物剔落的排线杆2b,当所述夹取移动工位200a对条状物夹取时,所述勾部211从排线杆2b底端经过,所述排线杆2b对勾部211上开槽212内的条状物剔落;其中第一夹移工位对柔性条状物夹持后,对柔性条状物夹取向上移动,完成后移动驱动装置驱动取料件移动到剔料机构底端平面上,并后退与剔料机构保持间距,由于柔性条状物受第一夹移工位夹取,第一夹移工位到取料件之间段的柔性条状物将为斜向悬空状态,并且柔性条状物与排线杆为交叉状态,取料件从剔料机构底端平面移动过程中,剔料机构对柔性条状物进行阻挡,取料件从剔料机构底端经过时开槽内的柔性条状物从开槽内剔落,方便开槽内的柔性条状物剔除。
优选地,所述剔料机构2a和排线杆2b之间设有用于将开槽212上柔性条状物吹掉的气管2c;其中气管可将开槽上柔性条状物吹掉,防止开槽内的柔性条状物从开槽底端经过时未被内剔落。
优选地,所述机架上设有防止条状物返回夹持工位1区域的排料杆6;其中端头夹紧工位对端头夹紧,与外部加工平台配合完成工序后,端头夹紧工位将张开,柔性条状物下落后,排料杆可防止条状物返回夹持工位,导致夹取工位对加工后的柔性条状物重复夹取的问题。
优选地,所述端头夹紧工位7包括对条状物夹取的端头夹具71、用于驱动端头夹具71移动的端头驱动装置72,所述端头夹具71对第二夹移工位4上柔性条状物夹持时,端头夹具71位于第二夹移工位4远离条状物尾部一端,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置;其中端头驱动装置可驱动端头夹具移动到第二夹移工位4或夹取移工位单独使用时远离柔性条状物尾端的一端面,然后端头夹具再对靠近第二夹移工位4或夹取移工位单独使用时部位的柔性条状物进行夹持,完成后拉紧工位上的夹具张开,端头夹具将夹住柔性条状物靠近末端位置,然后端头驱动装置驱动端头夹具移动到下道工位上。
优选地,所述端头移动装置8包括用于对端头输入的输入工位81、用于对端头方向进行检测的定向工位82、输出工位85和用于将端头转移到下道工位的移载装置86,所述输出工位85位于加工装置100a处,所述定向工位82与定位工位84之间设有纠错工位300a,所述纠错工位300a用于对方向错误的端头进行剔除或旋转;输入工位优选地可以为振动盘输送装置和手指气缸配合完成输入,也可以替换为现有实现同等功能的装置,实现对取料件输入即可;定向工位可对端头方向进行检测,避免端头方向与设定方向不符时,端头具有开孔一端朝向与鞋带连接方向相反,导致鞋带无法快速与端头安装;定位工位的设置,端头通过移载装置夹持移动过程中端头位置产生变化,纠错工位如果对端头旋转后,端头位置也会产生相应变化,端头位置容易产生变化,而定位工位可将端头位置精准保持在需要设定位置,定位工位可以为一个顶杆和一个驱动顶杆移动的驱动缸,通过顶杆对端头进行顶压移动,或者替换为电动推杆,或者替换为其它实现同等功能的现有装置;移载装置可以为两轴夹持输送平台,或替换为现有实现夹持移动功能的装置。上述的输入工位、定向工位、定位工位、输出工位、移载装置和纠错工位均为市面上可以购得的产品,结构已为公知,可以根据生产需要选购相应型号,在此不予赘述。
其中端头通过输入工位进行输入,移载装置将输入工位输入的端头夹持移动输送到定向工位上,定向工位对端头方向进行检测,完成后移载装置再对端头进行夹持输送到纠错工位,当输送到纠错工位后当检测到端头方向不正确时,纠错工位对端头进行剔除或对端头进行旋转,再通过移载装置输送到定位装置,定位工位对端头位置定位再通过移载装置到输出工位,完成后端头夹紧工位夹持着柔性条状物靠近端部头的位置移动插入输出工位上端头内,由于输出工位位于加工装置处,加工装置对输出工位上的端头与柔性条状物进行固定安装;通过该移动装置可对端头实现自动输送到输出工位进行加工,提升了对端头移动的效率,解决了人工手动进行拿取端头效率低,导致对端头和鞋带安装时间增加的问题。
优选地,所述定向工位82包括用于放置端头的第一放置块821以及用于对第一放置块821内端头方向检测的检测装置822,所述第一放置块821上设有用于放置端头的第一放置部8211;上述检测装置为现有常规技术,在此不予赘述,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置;其中移载装置将输入工位上的端头输送到第一放置块上的第一放置部内,完成后检测装置对端头方向进行检测,完成后移载装置将第一放置块上的端头输送到纠错工位。优选地,所述检测装置822包括用于对第一放置部8211内端头顶压移动的顶压装置8221、用于对顶压端头压力检测的压力感应装置8222,所述顶压装置8221设于第一放置部8211一端,所述压力感应装置8222位于第一放置部8211另一端,该设置方式为较佳的实施方式,上述顶压装置可以为气缸、油缸或电动推杆,也可以替换为现有其它同等功能的部件,其为本领域公知技术,在此不予赘述,压力感应装置为现有常规技术,在此不予赘述;其中移载装置将输入工位上的端头输送到第一放置块上的第一放置部内,顶压装置内置推杆向端头方向移动,推杆根据设定移动距离移动,当端头方向正确时,推杆将插入端头开孔内,端头位置不产生大的距离移动,端头另一端不会与压力感应器接触,从而确定端头方向正确;当端头方向相反时,推杆将对端头相对开孔一端进行顶压,顶压装置推杆移动时,将带动端头移动,使端头另一端与压力感应器接触感应,从而确定端头方向相反。
纠错工位第一使用状态,如图2或图9所示,当端头方向错误时,通过纠错工位对端头进行旋转纠正,再通过移载装置夹持移动到定位工位上,当方向正确时,纠错工位不旋转,移载装置夹持端头直接移动到定位工位上,从而完成对端头方向的纠正;纠错工位还可以替换为对端头进行剔除的工位,输入工位、定向工位、纠错工位、定位工位以及输出工位四个等间距分布,将方向错误的端头夹持输送到纠错工位,纠错工位直接将方向错误的端头直接进行剔除,当方向正确时,纠错工位不对端头进行剔除,移载装置对纠错工位上的端头进行夹持移动到定位工位上。如图8所示,纠错工位第二使用状态,纠错工位还可以替换为一个虚拟的工位,输入工位、定向工位、定位工位以及输出工位四个等间距分布,纠错工位位于定向工位与定位工位之间的行程中,定向工位如果检测端头方向与设定方向不符,移载装置对端头输送过程中经过纠错工位将自动张开剔除,端头将掉落,移载装置再往回对定向工位上新输入的端头进行再次夹持,当定向工位检测端头方向与设定方向相同,移载装置将端头直接输送到定向工位上。
优选地,所述纠错工位300a为用于对端头方向旋转的转向工位83,所述转向工位83设于定向工位82和定位工位84之间;其中移载装置将定向工位上的端头输送到第二放置块上的第二放置部内,当检测到的端头方向错误时,转向装置再对第二放置块进行旋转,第二放置块旋转后,同时带动第二放置部内的端头旋转,从而完成对端头的旋转,当检测方向正确时,转向工位不对端头进行旋转180度,该装置运行稳定,利于对方向错误的端头进行旋转到设定方向。
优选地,所述转向工位83包括用于放置端头的第二放置块831,所述第二放置块831底部设有用于对第二放置块831旋转的转向装置832,所述第二放置块831上设有用于对端头放置的第二放置部83a,转向装置为现有常规技术,在此不予赘述,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置;第二放置部可以为放置腔、放置凹槽、或者两个对端头卡置的凸起部,或替换为现有其它放置结构;移载装置将定向工位上的端头输送到第二放置块上的第二放置部内,当检测到的端头方向错误时,转向装置在对第二放置块进行旋转,第二放置块旋转后,同时带动第二放置部内的端头旋转,从而完成对端头的旋转,该装置运行稳定,利于对方向错误的端头进行旋转到设定方向。
优选地,所述定位工位84包括第三放置块841、设于第三放置块841上且用于放置端头的第三放置部84a、设于第三放置部84a一端的阻挡部84b以及用于对第三放置部84a内端头移动顶压的顶压部842,所述顶压部842设于第三放置部84a另一端,顶压部为一个推杆和驱动推杆移动的驱动装置,推杆不限于杆件状态,可实现对第三放置部内的端头接触即可,驱动装置可以为气缸、电动推杆或其它现有驱动装置,顶压部为现有常规技术,在此不予赘述,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置;移载装置将纠错工位上的端头夹持输送到第三放置块上的第三放置部内,顶压部内置推杆向端头方向移动,使端头推动到与阻挡部接触位置,对端头位置进行定位,使通过移载装置夹持输送到第三放置部内的端头位置都保持在一个位置。
优选地,所述输入工位81包括用于输入端头的输送装置8101以及用于对输送装置8101输入端头进行夹持的夹持装置8102,输送装置和夹持装置为现有常规技术,在此不予赘述,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置。其中输送装置将端头输入到夹持装置上,夹持装置对输入的端头进行夹持,移载装置再移动到夹持装置位置,移载装置对夹持装置上的端头进行夹持,然后夹持装置张开不与端头接触,移载装置将端头夹持输送到定向工位上。
优选地,所述输出工位85上设有第四放置块851以及设于第四放置块851顶端的第四放置部852,第四放置块便于与外部加工装置配合使用,实现对端头和柔性条状物进行加工;第二放置部、第三放置部和第四放置部优选地为用于放置端头的放置腔。
优选地,所述移载装置86包括用于对输入工位端头夹持到定向工位的第一装夹装置861、用于将定位工位端头夹持到纠错工位的第二装夹装置862、用于将纠错工位的端头夹持到定位工位的第三装夹装置863、用于将定位工位夹持到输出工位的第四装夹装置864、连接板865和驱动连接板865运动的驱动平台866,所述第一装夹装置、第二装夹装置、第三装夹装置和第四装夹装置分别与连接板相连,所述连接板与驱动平台相连,驱动平台优选地为两轴平台,其可以为三轴平台或其它用于驱动连接板移动的现有驱动平台,第一装夹装置可以为手指气缸,或替换为其它现有同等功能的装置,第一装夹装置、第二装夹装置、第三装夹装置、第四装夹装置和驱动平台均为现有常规技术,在此不予赘述,该设置方式为较佳的实施方式,也可以替换为现有其它实现同等功能的装置。第一装夹装置对输入工位端头夹持,再通过驱动平台移动到定向工位,第一装夹装置再张开将端头放置在定向工位上,完成后再通过驱动平台返回到对输入工位,同时定向工位对端头进行方向检测完成后,第二装夹装置对定向工位上的端头进行夹持,并通过驱动平台移动到纠错工位,第二装夹装置张开,将端头放置在纠错工位上,纠错工位对端头方向纠错后,第三装夹装置对纠错工位上的端头夹持输送到定位工位,定位工位对端头位置定位后,第四装夹装置对定位工位上的端头夹持输送到输出工位进行加工。
所述第一装夹装置、第二装夹装置、第三装夹装置、第四装夹装置上分别设有用于对第一放置块、第二放置块、第三放置块和第四放置块的放置腔进行吹气清理的气吹管86a;当端头卡入其中一个第一放置块、第二放置块、第三放置块和第四放置块上时,第一装夹装置、第二装夹装置、第三装夹装置、第四装夹装置上的气吹管可将卡入的端头吹出,防止设备运行故障。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
- 一种柔性条状物封端机
- 一种新型粘性块状物料挤条机