一种注塑设备快速上料装置及上料方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于注塑设备上料技术领域,具体涉及一种注塑设备快速上料装置及上料方法。
背景技术
现有的注塑设备上料,使用小带包装(25KG),造成场地面积浪费,员工多次搬运,劳动强度大及存在安全隐患等一系列问题。其相应的上料方式存在以下缺点:1、由于单个包装容量小,占地面积多;2、多次搬运上料,人员作业强度高,而且利用小刀进行割破袋子,存在安全事故;3、小包装上料,作业员容易忘记上料,等到产品出现缺料报警,才重新上料,这样造成产品合格率低。
发明内容
本发明的目的就是为了解决上述背景技术存在的不足,提供一种注塑设备快速上料装置及上料方法。
本发明采用的技术方案是:一种注塑设备快速上料装置,包括支架,所述支架顶部一端设置第一带轮、第二带轮,另一端设置第三带轮,第一钢丝绳一端与砝码组连接,另一端依次穿设于第一带轮、第三带轮上,且穿过吊环并与吸料装置连接,所述吸料装置底部开设进料口,所述吸料装置顶部通过吸料管连接吸料机;第二钢丝绳一端与气缸输出端连接,另一端依次穿设于第二带轮、第三带轮上并与吊环连接。
进一步优选的结构,所述吸料装置为悬挂的料斗。
进一步优选的结构,所述吸料装置内设有用于调整吸料机的风口大小的补风装置。
进一步优选的结构,所述支架包括底架、下支脚、中间支脚、上支脚、横向支架,所述底架、中间支脚、上支脚依次从下至上竖向连接,所述横向支架与上支脚垂直连接,所述下支脚连接于底架与中间支脚之间。
进一步优选的结构,所述第一带轮、第二带轮设置于横向支架与上支脚连接的一端,所述第三带轮设置于横向支架另一端。
进一步优选的结构,所述横向支架外端通过报警灯安装板固定有警报灯,所述有警报灯与感应器电连接。
进一步优选的结构,所述底架底部设有车轮和刹车轮。
进一步优选的结构,所述底架上布置固定手轮和砝码挂钩。
一种注塑设备快速上料装置的上料方法,包括以下步骤:控制气缸上升,使吊环下降到可以固定吨包袋的高度,固定吨包袋,控制气缸下降,吊环达到拉紧吨包袋,减少砝码组使吸料装置下降到吨包袋内进行吸料,随着吸料的进行,吨包袋的重量会逐渐减轻,直到小于气缸的拉紧力,整个吨包袋会被拉起,使得底部的料也被吸空。
本发明改善包装量,自动上料,可以让员工劳动强度降低,节省上料工时,解决了产品断料缺料问题,提升收益。
本发明具有以下有益效果:
1、一次性可以抽500KG原材料,相当于20袋(25KG)小包装原材料,减少原材料库存面积。
2、一个班只需换一次料,可以减少上料次数(原来上料10次/班),实现高效上料,节省上料时间,且不会因为缺料导致产品报废,提高产品合格率100%。
3、可以实现操作省力,不需人员弯腰作业,及消除安全事故。
附图说明
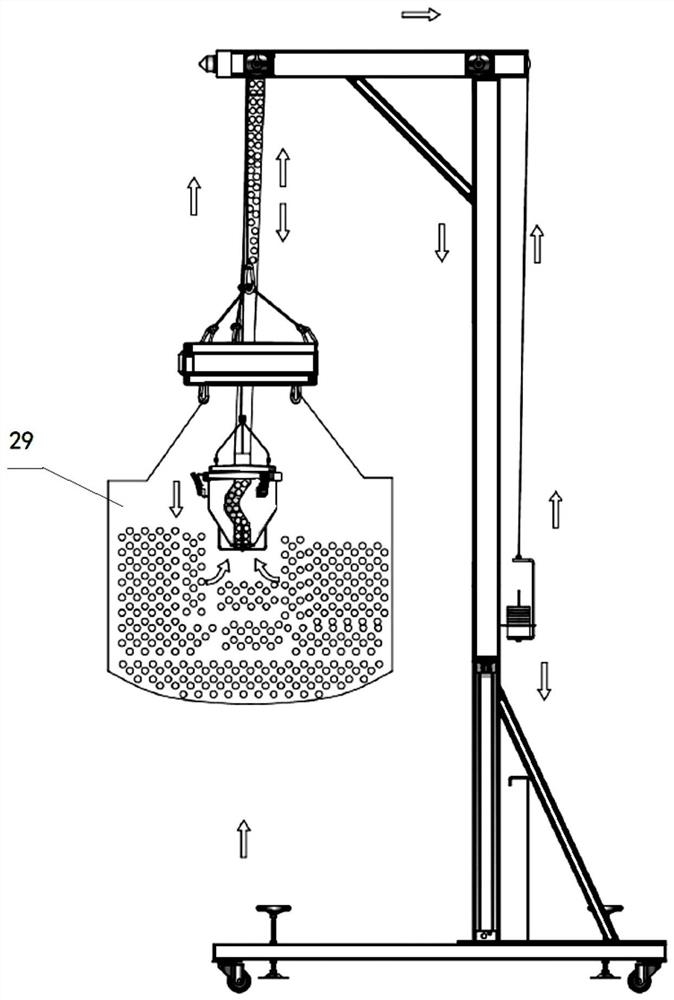
图1为本发明原理示意图。
图2为本发明的结构示意图;
图3为本发明操作流程图。
其中,1-车轮、2-底架、3-固定手轮、4-下支脚、5-砝码挂钩、6-砝码组、7-第一钢丝绳、8-中间支脚、9-行程开关固定板、10-控制器底板、11-气缸护罩、12-控制盒、13-上支脚、14-第一带轮、15-第一钢丝挡板、16-第二带轮、17-第二钢丝挡板、18-第三带轮、19-第四钢丝挡板、20-警报灯、21-报警灯安装板、22-吸料管、23-吊环、24-吸料装置、25-第二钢丝绳、26-气缸、27-刹车轮、28-横向支架、29-吨包袋。
具体实施方式
下面结合附图和具体实施例对本发明作进一步的详细说明,便于清楚地了解本发明,但它们不对本发明构成限定。
如图1-2所示,本发明一种注塑设备快速上料装置包括支架,所述支架顶部一端设置第一带轮14、第一钢丝挡板15、第二带轮16、第二钢丝挡板17,另一端设置第三带轮18,第一钢丝绳7一端与砝码组6连接,另一端依次穿设于第一带轮14、第三带轮18上,且穿过吊环23并与吸料装置24连接,所述吸料装置24底部开设用于将吨包袋29内的料吸入的进料口,所述吸料装置24顶部通过吸料管22连接吸料机;第二钢丝绳25一端与气缸26输出端连接,另一端依次穿设于第二带轮16、第三带轮18上并与吊环23连接。
所述吸料装置24为悬挂的料斗。
所述吸料装置24内设有用于调整吸料机的风口大小的补风装置。其中,补风装置可以根据吸料情况调整吸料机风口的大小,从而调节吸力大小,另外补风装置还可以将料均匀,方便吸料管吸料。
所述支架包括底架2、下支脚4、中间支脚8、上支脚13、横向支架28,所述底架2、中间支脚8、上支脚13依次从下至上竖向连接,所述横向支架28与上支脚13垂直连接,所述下支脚4连接于底架2与中间支脚8之间。所述气缸26固定于中间支脚8上。
所述第一带轮14、第二带轮16设置于横向支架28与上支脚13连接的一端,所述第三带轮18设置于横向支架28另一端。
所述横向支架28外端通过报警灯安装板21固定有警报灯20,所述有警报灯20与感应器电连接。
所述底架2底部设有车轮1和刹车轮27。
所述底架2上布置固定手轮3和砝码挂钩5。
所述气缸26上方设置行程开关固定板9、控制器底板10、气缸护罩11、控制盒12。
结合图3所示,本发明工作原理:打开气动换向阀控制气缸26上升,使吊环23下降到可以固定吨包袋29的高度;完成固定吨包袋29,使用气动换向阀控制气缸26下降,吊环23达到拉紧吨包袋的作用;用减少砝码组6的方法使吸料装置下24降到吨包袋29内进行吸料;随着吸料的进行,吨包袋29的重量会逐渐减轻,直到小于气缸26的拉紧力,整个吨包袋29会被拉起,使得底部的料也被吸空,同时气缸到达行程,触发感应器,报警灯20亮,吸料结束。
补风装置在吸料前手动把补风装置打开,可以根据吸料情况调整补风口的大小,方便吸料。吸料装置为悬挂的料斗,采用钢丝绳悬挂,由于和砝码组重量不一样,可保持垂直上升、下降;另外,补风装置可以调节吸料。
气缸连接调压阀使用,调压阀调节气压;气缸伸长,吊环下降,气缸缩短,吊环23上升;气缸达到行程,触动感应器,发射信号,报警灯20亮。
吸料装置24在工作时,吸料装置的重量始终大于砝码组6的重量。砝码组的重量根据吸料装置的大小决定的,吸料装置越大砝码组越轻,反之,砝码组越重,但不大于吸料装置重量。
本发明的操作步骤:
1、将吨包袋29放置于吸料装置合理的位置;2、接通电源、插上气管;3、打开气动换向阀使气缸上升,让吊环23下降到可以固定吨包袋的位置,将其固定;4、再使用气动换向阀是气缸26下降,让吊环23拉紧吨包袋29;5、通过减少砝码6(根据吸料装置24的大小来调节砝码的重量)使料斗下降到吨包袋内(放在原料的上方);6、打开补风装置;7、开始吸料;8、气缸达到行程;9、触发感应器;10、报警灯亮;11、增加砝码,使吸料装置24复位;12、打开气动换向阀使气缸上升,让吨包袋下降到可以拆卸的位置,拆卸吨包袋;13、打开气动换向阀使气缸下降,使吊环复位;14、操作结束。
本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
- 一种注塑设备快速上料装置及上料方法
- 一种注塑设备上料装置