加工船用汽轮机镍基材质动叶片夹具及过盈量加工方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及汽轮机技术领域,具体涉及加工船用汽轮机镍基材质动叶片夹具及过盈量加工方法。
背景技术
汽轮机换叶片在汽轮机中动静叶片用钢的总称。叶片是汽轮机的关键零件,又是最精细、最重要的零件之一。它在极苛刻的条件下承受高温、高压、巨大的离心力、蒸汽力、蒸汽激振力、腐蚀和振动以及湿蒸汽区水滴冲蚀的共同作用。其空气动力学性能、加工几何形状、表面粗糙度、安装间隙及运行工况、结垢等因素均影响汽轮机的效率、出力;其结构设计、振动强度及运行方式则对机组的安全可靠性起决定性的影响。
目前对汽轮机动叶片进行修整时,采用在叶片的侧面安装斜度垫块,利用斜度垫块对叶片进行调节,但叶片叶冠背(内)径向面及斜面加工的精度低,导致叶片叶冠背(内)径向面及斜面与斜度垫块表面接触出现缝隙,导致夹装的精度较低,并且在动叶片每个级别内背径向角度各不相同,在加工时需要更换相应的垫块才可以满足加工的要求,从而导致加工的精度较低,无法达到设计标准,并且生产的效率较低的问题。
发明内容
本发明为解决现有修整汽轮机动叶片夹具的夹装精度较低,导致加工的精度较低,无法达到设计标准,并且生产的效率较低的问题,而提出加工船用汽轮机镍基材质动叶片夹具及过盈量加工方法。
本发明的一种加工船用汽轮机镍基材质动叶片夹具,包括底座、一号压板、限位棒、方形挡块、二号压板和升降单元;
底座的上表面的一端设有方形凹槽,且凹槽内部设有一个升降单元,底座的上表面的另一端设有一个方形挡块,且方形挡块上设有二号压板,方形挡块与二号压板铰连接,二号压板的上表面的一端加工有锯齿形的台肩,二号压板的上表面的中部设有一个限位柱,二号压板上表面的锯齿形台肩附近加工有弧形凹槽,且弧形凹槽的轴线与二号压板的轴线平行设置,所述的升降单元的上方设有一号压板,一号压板的上表面设有弧形凹槽,一号压板上表面的一侧设有两个U型通孔,且两个U型通孔相对于一号压板的轴线对称设置,每个U型通孔的内部设有一个锁紧螺杆,且每个锁紧螺杆的底部与底座螺纹连接,限位棒的一端与一号压板上表面的弧形凹槽连接,限位棒的另一端与二号压板上表面的弧形凹槽连接,一号压板的上表面另一端设有限位柱;
进一步的,所述的底座上表面的两侧中部分别设有一个U型通孔;
进一步的,所述的底座上表面得中部设有吸盘;
进一步的,所述的升降单元包括挡块、顶丝、升降底座、二号顶柱和一号顶柱;
升降底座的上表面中部设有一个挡块,且挡块的上表面中部设有一个盲孔,且盲孔的内部设有一个二号顶柱,且二号顶柱的底部加工有斜面,挡块的侧面中部设有一个盲孔,且盲孔的内部设有一号顶柱,且一号顶柱的一端加工有斜面,一号顶柱的斜面端与二号顶柱底部的斜面接触,挡块的侧面中部的盲孔内部加工有螺纹段,且螺纹段的长度是盲孔长度的二分之一,且螺纹段处设有顶丝;
进一步的,所述的挡块上的两个盲孔连通设置;
进一步的,所述的升降底座上表面的两端分别设有一个沉头孔,且每个沉头孔的内部设有一个螺栓,且升降底座通过螺栓与底座固定连接;
进一步的,所述的二号顶柱与挡块上表面中部的盲孔内壁之间设有橡胶圈;
一种加工船用汽轮机镍基材质动叶片的过盈量加工方法,其具体方法如下:
步骤一、将夹具的底座通过螺栓固定在含有T型槽的工作台上,并将代修整的动叶片固定在夹具上,在工作台的一侧设有螺纹柱,螺纹柱上设有压板,且压板的底部与动叶片的外表面接触,实现对动叶片的纵向定位,再把要加工的表面用百分表拉直:
步骤二、将百分表压到叶片要修的部位,用程序控制表的运动方向,使加工表面的每个方向是水平的;
步骤三、用机夹方肩铣刀加工要去除过盈量的表面;
步骤四、在夹具上测量已加工表面的去除量符合工艺要求的加工量,从而完成汽轮机动叶片的修整。
本发明与现有技术相比具有以下有益效果:
本发明克服了现有技术的缺点,采用在底板上设置升降单元,并利用方形挡块与二号压板铰连接,实现将叶片进行角度的调整,可以通过一次夹装完成两道工序,避免了加工所产生的误差,有效的保证了加工精度,提高了生产效率,有效的保证了后续总装任务的顺利进行。
附图说明
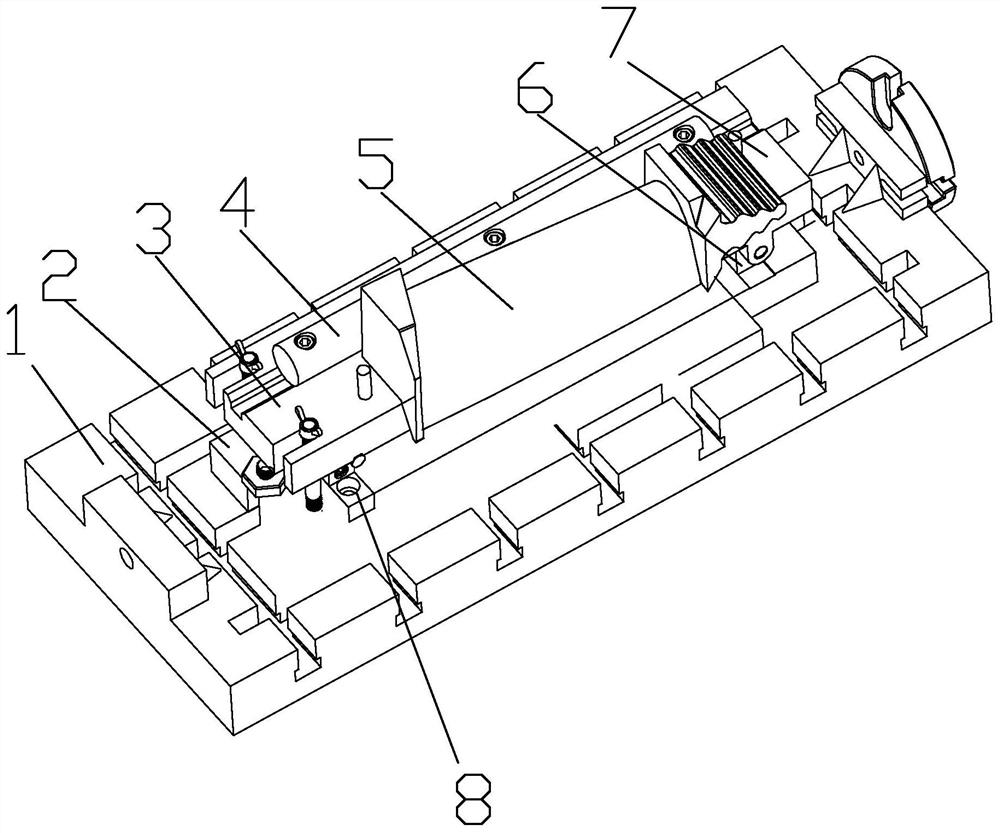
图1是本发明所述的加工船用汽轮机镍基材质动叶片夹具的三维立体视图;
图2是本发明所述的加工船用汽轮机镍基材质动叶片夹具中升降单元的三维立体视图;
图3是本发明所述的加工船用汽轮机镍基材质动叶片夹具中升降单元的侧视图;
图4是本发明所述的加工船用汽轮机镍基材质动叶片夹具中升降单元的A-A剖视图。
具体实施方式
具体实施方式一:结合图1至图4说明本实施方式,本实施方式所述的加工船用汽轮机镍基材质动叶片夹具包括底座2、一号压板3、限位棒4、方形挡块6、二号压板7和升降单元8;
底座2的上表面的一端设有方形凹槽,且凹槽内部设有一个升降单元8,底座2的上表面的另一端设有一个方形挡块6,且方形挡块6上设有二号压板7,方形挡块6与二号压板7铰连接,二号压板7的上表面的一端加工有锯齿形的台肩,二号压板7的上表面的中部设有一个限位柱,二号压板7上表面的锯齿形台肩附近加工有弧形凹槽,且弧形凹槽的轴线与二号压板7的轴线平行设置,所述的升降单元8的上方设有一号压板3,一号压板3的上表面设有弧形凹槽,一号压板3上表面的一侧设有两个U型通孔,且两个U型通孔相对于一号压板3的轴线对称设置,每个U型通孔的内部设有一个锁紧螺杆,且每个锁紧螺杆的底部与底座2螺纹连接,限位棒4的一端与一号压板3上表面的弧形凹槽连接,限位棒4的另一端与二号压板7上表面的弧形凹槽连接,一号压板3的上表面另一端设有限位柱;
本具体实施方式,将动叶片5的叶根与二号压板7的锯齿形凸台连接,动叶片5的叶冠底部与升降单元的顶部接触,并利用一号压板对动叶片5的叶冠进行纵向的锁紧,当在加工时,需要对动叶片5的角度进行调整时,利用升降单元8内部的顶丝,旋转顶丝,使顶丝对一号顶柱8-5有一个横向的挤压力,在根据一号顶柱8-5的斜面端与二号顶柱8-4底部的斜面接触,此时可以使二号顶柱8-4存在一个向上顶起的运动,从而将动叶片5的叶冠端顶起,又利用底板2上的方形挡块6与二号压板7铰连接,实现对叶片角度的调节。
具体实施方式二:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的夹具的进一步的限定,本实施方式所述的一种加工船用汽轮机镍基材质动叶片夹具,所述的底座2上表面的两侧中部分别设有一个U型通孔;
本具体实施方式,采用所述的底座2上表面的两侧中部分别设有一个U型通孔,利用底座2上的U型通孔与含有T型槽的工作台1进行固定连接,便于安装。
具体实施方式三:结合图1说明本实施方式,本实施方式是对具体实施方式二所述的夹具的进一步的限定,本实施方式所述的一种加工船用汽轮机镍基材质动叶片夹具,所述的底座2上表面得中部设有吸盘;
本具体实施方式,采用底座2上表面得中部设有吸盘,实现对动叶片5的底部进行固定限位,避免在加工时发生窜动。
具体实施方式四:结合图2至图4说明本实施方式,本实施方式是对具体实施方式一所述的夹具的进一步的限定,本实施方式所述的一种加工船用汽轮机镍基材质动叶片夹具,所述的升降单元8包括挡块8-1、顶丝8-2、升降底座8-3、二号顶柱8-4和一号顶柱8-5;
升降底座8-3的上表面中部设有一个挡块8-1,且挡块8-1的上表面中部设有一个盲孔,且盲孔的内部设有一个二号顶柱8-4,且二号顶柱8-4的底部加工有斜面,挡块8-1的侧面中部设有一个盲孔,且盲孔的内部设有一号顶柱8-5,且一号顶柱8-5的一端加工有斜面,一号顶柱8-5的斜面端与二号顶柱8-4底部的斜面接触,挡块8-1的侧面中部的盲孔内部加工有螺纹段,且螺纹段的长度是盲孔长度的二分之一,且螺纹段处设有顶丝8-2;
本具体实施方式,当在加工时,需要对动叶片5的角度进行调整时,利用升降单元8内部的顶丝,旋转顶丝,使顶丝对一号顶柱8-5有一个横向的挤压力,在根据一号顶柱8-5的斜面端与二号顶柱8-4底部的斜面接触,此时可以使二号顶柱8-4存在一个向上顶起的运动,从而将动叶片5的叶冠端顶起,又利用底板2上的方形挡块6与二号压板7铰连接,实现对叶片角度的调节。
具体实施方式五:结合图2至图4说明本实施方式,本实施方式是对具体实施方式四所述的夹具的进一步的限定,本实施方式所述的一种加工船用汽轮机镍基材质动叶片夹具,所述的挡块8-1上的两个盲孔连通设置。
具体实施方式六:结合图2至图4说明本实施方式,本实施方式是对具体实施方式四所述的夹具的进一步的限定,本实施方式所述的一种加工船用汽轮机镍基材质动叶片夹具,所述的升降底座8-3上表面的两端分别设有一个沉头孔,且每个沉头孔的内部设有一个螺栓,且升降底座8-3通过螺栓与底座2固定连接;
本具体实施方式,采用升降底座8-3上表面的两端分别设有一个沉头孔,且每个沉头孔的内部设有一个螺栓,且升降底座8-3通过螺栓与底座2固定连接,便于安装。
具体实施方式七:结合图2至图4说明本实施方式,本实施方式是对具体实施方式四所述的夹具的进一步的限定,本实施方式所述的一种加工船用汽轮机镍基材质动叶片夹具,所述的二号顶柱8-4与挡块8-1上表面中部的盲孔内壁之间设有橡胶圈;
本具体实施方式,采用二号顶柱8-4与挡块8-1上表面中部的盲孔内壁之间设有橡胶圈,可以保证角度销里面的密封性,防止灰尘和杂质进入影响整个夹具的精度,也可以很好的起到角度销上下移动平稳运行的作用。
具体实施方式八:结合图1至图4说明本实施方式,本实施方式所述的一种加工船用汽轮机镍基材质动叶片的过盈量加工方法,其具体方法如下:
步骤一、将夹具的底座2通过螺栓固定在含有T型槽的工作台1上,并将代修整的动叶片5固定在夹具上,在工作台1的一侧设有螺纹柱,螺纹柱上设有压板,且压板的底部与动叶片5的外表面接触,实现对动叶片5的纵向定位,再把要加工的表面用百分表拉直:
步骤二、将百分表压到叶片要修的部位,用程序控制表的运动方向,使加工表面的每个方向是水平的;
步骤三、用机夹方肩铣刀加工要去除过盈量的表面;
步骤四、在夹具上测量已加工表面的去除量符合工艺要求的加工量,从而完成汽轮机动叶片的修整。
- 加工船用汽轮机镍基材质动叶片夹具及过盈量加工方法
- 一种汽轮机菌型叶根类叶片径向面的组合加工夹具及加工方法