一种电解铝阳极浇铸中精确控制高温铁水质量的方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明属于电解铝阳极浇铸方法的技术领域,更具体的说涉及一种电解铝阳极浇铸中精确控制高温铁水质量的方法。
背景技术
在电解铝生产过程中,电解槽中的阳极为碳块和钢爪(钢叉)通过磷铁水浇铸成型,在电解过程中阳极的碳块不断进行氧化反应并最终消耗,钢爪则需要重复使用。
钢爪重复使用过程中,需对钢爪进行打磨矫直等工序,会产生磨损,当磨损量达到设定值(一般为直径的20%)进行报废处理。
由于钢爪磨损带来的体积变化,导致阳极浇铸时,碳块与钢爪组装后,碳碗内可盛铁水的体积产生变化,最大变化值可达30%;车间生产时新旧钢爪混用,每个钢爪的直径均不同,无法精准测算钢爪的体积,造成浇铸时难以精准控制每个碳碗的浇铸量。
以上因素造成阳极浇铸目前还在人工浇铸,无法实现自动化和无人化生产。
发明内容
针对现有技术的不足,本发明提供了一种可以在浇铸铁水时准确测量阳极每个碳碗内所需铁水的浇铸量,使浇铸设备实现智能化和无人化,节约人工,同时提高产品一致性。
为实现上述目的,本发明提供了如下技术方案:一种电解铝阳极浇铸中精确控制高温铁水质量的方法,包括如下步骤:
S1:获取浇铸前的基础数据,获得碳碗容积V
S2:获取浇铸测量数据,浇铸时由第一测距传感器实时测得碳碗内铁水液面的高度值,当铁水液面达到H
S3:由系统进行计算,获得此碳碗所需铁水的质量
S4:系统实时测量浇包的重量,由浇包向此碳碗内浇入M
进一步的在步骤S1中,当碳碗具有不规则底面时,选取碳碗内铁水完全覆盖碳碗底面及钢爪底面后的位置作为H
进一步的在步骤S1中,当碳碗具有多级不同内径时,选取一液面能够稳定上升区域作为H
进一步的在步骤S2中,由第二测距传感器测得碳碗上表面高度h
进一步的在铁水浇铸过程中,采用限流器控制铁水流速。
进一步的所述的第一测距传感器和第二测距传感器均为激光测距传感器。
与现有技术相比,本发明的有益效果是:可以实现每个碳碗独立的计算其待浇铸的铁水,并直接换算为质量,以方便系统进行控制,使得每个碳碗内铁水的注入量达到实际的需要保准,避免铁水外溢现象,且无需人工值守,实现自动计算并控制铁水的注入,保证产品质量,提高产品的一致性。
附图说明
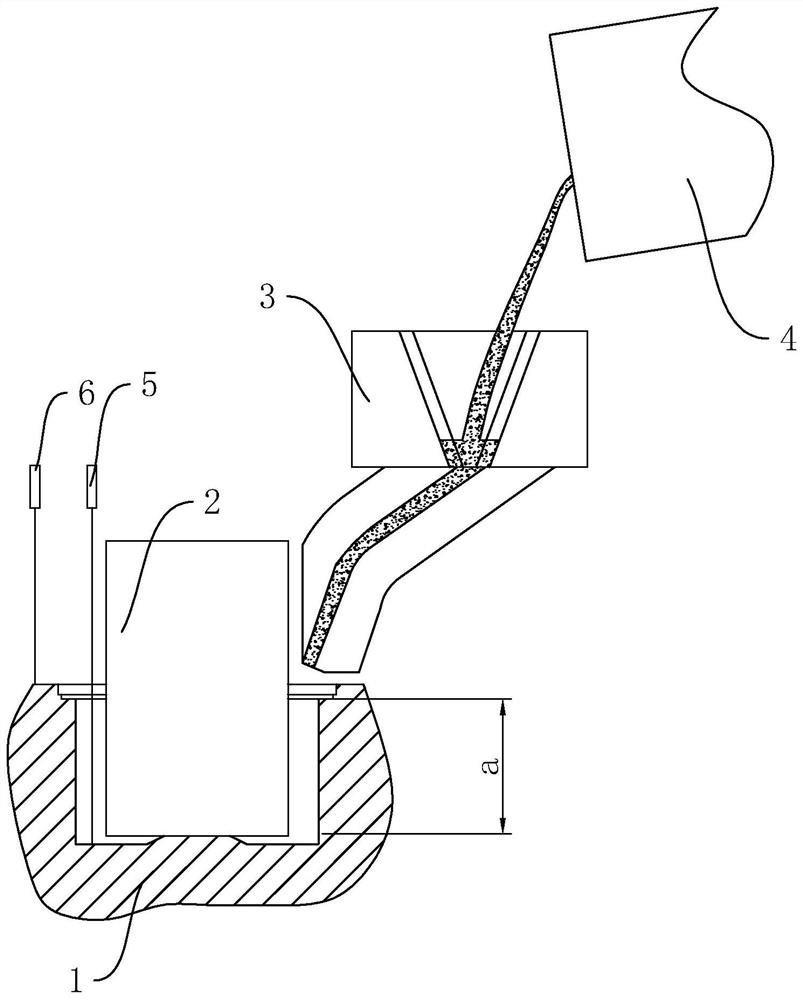
图1为铁水向碳碗内浇铸时的结构示意图。
附图标记:1、碳碗;2、钢爪;3、限流器;4、浇包;5、第一测距传感器;6、第二测距传感器。
具体实施方式
参照图1对本发明电解铝阳极浇铸中精确控制高温铁水质量的方法的实施例做进一步说明。
在本发明的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向(X)”、“纵向(Y)”、“竖向(Z)”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本发明的具体保护范围。
此外,如有术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明技术特征的数量。由此,限定有“第一”、“第二”特征可以明示或者隐含包括一个或者多个该特征,在本发明描述中,“数个”、“若干”的含义是两个或两个以上,除非另有明确具体的限定。
一种电解铝阳极浇铸中精确控制高温铁水质量的方法,包括如下步骤:
S1:获取浇铸前的基础数据,获得碳碗1容积V
S2:获取浇铸测量数据,浇铸时由第一测距传感器5实时测得碳碗1内铁水液面的高度值,当铁水液面达到H
S3:由系统进行计算,获得此碳碗1所需铁水的质量
S4:系统实时测量浇包4的重量,由浇包4向此碳碗1内浇入M
本发明中浇包4处具有质量传感器,其用以实时检测浇包4的重量,铁水倒出的质量,只需用倒出前的质量减去倒出后的质量即可。
在现有技术中碳碗1通常并非从上至下为一个标准的圆柱,如图1所示,在本实施例中,其底部具有一凸起,顶部具有台阶和圆台,中间段为一段较长的圆柱,在计算碳碗1的体积时,可将各处先分别进行计算再相加即可,对于一组碳碗1来说,所有的碳碗1形状结构相同,即所有碳碗1的总容积相同,且钢叉伸入至碳碗1内的高度h
在步骤S1中,当碳碗1具有不规则底面时,选取碳碗1内铁水完全覆盖碳碗1底面及钢爪2底面后的位置作为H
并进一步的在步骤S1中,当碳碗1具有多级不同内径时,选取一液面能够稳定上升区域作为H
在本实施例中H
其中H
H
在此时,对每个碳碗1进行注入铁水前,首先通过第二测距传感器6获得碳碗1的实际高度位置,并提前设定好h
在铁水浇铸过程中,采用限流器3控制铁水流速,其中所述限流器3包括缓冲箱和导流嘴,缓冲箱上具有斗形的容纳腔,导流嘴上具有导流通道,所述容纳腔底端连通导流通道的顶端。。
本实施例中所述的第一测距传感器5和第二测距传感器6均为激光测距传感器,第一测距传感器5和第二测距传感器6分别位于碳碗1内部区域的上方和碳碗1外侧区域的上方。
如下表所示,其示出的是以图1为例的阳极浇铸过程时在计算获得其中一个碳碗所需浇铸量M
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种电解铝阳极浇铸中精确控制高温铁水质量的方法
- 一种电解铝废阳极料渣高温煅烧方法