一种非金属薄板材自动化高效滚切加工设备与方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明属于自动化加工技术领域,特别涉及一种非金属薄板材自动化高效滚切加工设备与方法。
背景技术
电子行业用覆铜板材、玻璃钢薄板材、塑料薄板材等平面类板材,通常需要进行切边加工整形,或者切分成条、块形状,获得需要的长、宽尺寸。为了实现平面类非金属薄板材的高效切边加工和切分加工,在非金属薄板材输运过程中通过上、下成对的圆盘滚切刀具对其上下表面同时啮合和做纯滚动挤压剪切并切断,实现板材的切边或切分加工目的,无疑是一种全新的高效加工技术和方法。
通常上述板材传统的切边和切分方法多采用剪板机、冲压机等进行剪切、冲压方式进行切边,或采用卧式锯片刀、立式铣刀或卧式切割砂轮片等刀具,采用诸如雕刻机等机床进行机械加工切边和切分加工。
作为材料的剪断,在钢铁行业中对于成卷的钢带分切,常用剪板机,其加工方式也为对滚剪切:通过动力传送,钢板在传送过程中通过刀具对滚把钢带切断,其所用的原理为剪切原理,但是其剪切时上下两个刀口是错开的,从而实现对钢板等塑性材料的剪切。这种上下两个刀口错开的方式,会产生剪切飞边,特别是当刀具有所磨损时,飞边现象极易产生。冲压剪切方式的效率较高,但是容易在被切断面产生毛边或毛刺等质量缺陷,且因属于间歇式加工,每次只能切一个边,组成产线进行自动化作业相对复杂。机械加工方式切边和切分加工能够获得较好的加工质量,但是效率较低,特别是干加工过程粉尘大,污染环境。
目前,针对覆铜板采用冲压剪切容易产生毛边问题,有文献报道了一种覆铜板切边设备。设备包括传输装置、第一机械切边装置、第二机械切边装置及转向装置。上述的覆铜板切边设备通过设置传输装置、第一切边机械装置、第二机械切边装置及转向装置,覆铜板半成品一次经过传输装置、第一机械切边装置、转向装置及第二机械切边装置,在一次进料操作中,第一切机械边装置及第二机械切边装置分别对覆铜板半成品进行边料切割操作,减少了一半加工工时,有效地提高了覆铜板生产效率。虽然该加工设备在一定程度上提高了覆铜板的生产效率,但加工的覆铜板仍会出现毛边,加工质量提高不大,且由于设备比较复杂,占地面积较大,设备本身的生产成本很高。
因此,急需研发一种加工设备,可以提高对薄板材的切割效率,且切割后的板材边缘整齐无毛边现象且无粉尘污染。
发明内容
根据上述提出的技术问题,而提供一种非金属薄板材自动化高效滚切加工设备与方法。本发明主要利用成对组成的圆盘滚切刀具、在保持非接触和极小间隙情况下,通过纯滚动挤压和剪切方式,以及非金属薄板材料的脆性断裂特性,对啮入两个滚切刀具中的非金属薄板材进行切边或分切加工,实现非金属薄板在自动输运过程中或手工送入过程中,实现对板材两边同时高效率切边加工或实现一个板材上进行多个不同尺寸宽度材料条的同时高效率切分加工,成倍提高材料的切分加工效率,且无粉尘飞溅。同时该设备能够与板材输运线对接组合,形成自动化加工生产线,高效、经济和便捷。
本发明采用的技术手段如下:
一种非金属薄板材自动化高效滚切加工设备,包括:
上滚切主轴单元,卧式安装在机架上;
下滚切主轴单元,卧式安装在底座上;
滚切主轴动力系统,安装在机架的侧面;
所述上滚切主轴单元和所述下滚切主轴单元上的N对滚切刀具对称安装并保留预设间隙,N对滚切刀具在滚切主轴动力系统的带动下做同速度相向转动,对啮入其中的非金属薄板材进行纯滚动挤压和剪切,实现对非金属薄板材的切断加工。
进一步地,所述加工设备还包括水平安装在底座上的支撑托辊机构和安装在机架上的辅助压辊机构。
进一步地,所述上滚切主轴单元和下滚切主轴单元均包括圆盘滚切刀具,所述圆盘滚切刀具根据需要设置N个在滚切主轴上,所述滚切主轴两端设有所述刀间距调整套和调整螺母,所述滚切主轴的端部设有滚切主轴间距调节机构用于调整上、下滚切主轴单元的间距,从而调整滚切主轴上的圆盘滚切刀具间的预设间隙。
进一步地,所述上滚切主轴单元和所述下滚切主轴单元上的圆盘滚切刀具的数量均为N个,1≤N≤6,沿滚切主轴中心对称布置,上滚切主轴单元和下滚切主轴单元上的圆盘滚切刀具的安装轴向位置一致,形成N对组合,每对滚切刀具处以同一垂直面内;上、下滚切主轴单元的间距,分别通过滚切主轴间距调节机构进行微调,确保每对圆盘滚切刀具之间最高点处保留最小间隙δmm,0.01≤δ≤0.8。
进一步地,所述滚切主轴为可拆卸结构,包括左主轴段、双螺纹连接头和右主轴段,所述左主轴段和所述右主轴段通过双螺纹连接头连接。
进一步地,所述滚切主轴为分段悬臂结构,包括左主轴段和右主轴段,所述左主轴段和所述右主轴段分别通过各自独立的滚切主轴动力系统驱动。
进一步地,所述悬臂结构滚切主轴独立使用,用于非金属薄板材的单边滚切加工。
进一步地,所述滚切主轴动力系统包括电机、齿轮传动机构和传动带,所述电机驱动齿轮传动机构带动传动带工作,分别对等地同步传递至滚切主轴单元和下滚切主轴单元,并确保其上的滚切刀具转速相同且相向转动。
进一步地,所述支撑托辊机构包括托辊组、托辊支架、托辊转动链机构和驱动电机,所述驱动电机驱动托辊转动链机构带动安装在托辊支架上的托辊组运动;所述辅助压辊机构包括压辊、高度调节螺母和弹簧;通过弹簧和高度调节螺母调节压辊的高度。
本发明还公开了一种采用上述的非金属薄板材自动化高效滚切加工设备的进行薄板材切边加工或多尺寸切分加工的方法,具体包括以下步骤:
A、根据非金属薄板材的宽度和拟切分数量N+1,在每个滚切主轴上安装好N个圆盘滚切刀具,通过刀间距调整套调节好每个滚切刀具的轴向位置,并使之上、下滚切主轴上的刀具组对处于同一垂直面内,再用调整螺母紧固;
B、根据非金属薄板材的厚度,通过滚切主轴间距调节机构调节上、下滚切主轴的间距,确保上、下滚切主轴上的每对圆盘滚切刀具的刀刃最高点之间的最小间隙为δmm,0.01≤δ≤0.8,同时确保下滚切主轴上的圆盘滚切刀具的刀刃最高点,相对支撑托辊机构上的托辊面高出δ/2mm;
C、非金属薄板材的厚度范围0.1-10mm,根据待加工非金属薄板材的具体厚度,调节辅助压辊的高度调节螺母,使之压辊距离支撑托辊机构上的托辊面的间隙≤薄板厚度,用于辅助夹持非金属薄板材,防止非金属薄板材在滚切加工时发生位移或翘曲变形;
D、调整支撑托辊机构的电机转速,使托辊表面的线速度等于或略小于圆盘滚切刀具的线速度;
E、将非金属薄板材传送或放置到支撑托辊机构上,通过托辊的转动运输至上滚切主轴单元和下滚切主轴单元中间上、下对称布局且相向转动的圆盘滚切刀具中,非金属薄板材以纯滚动的方式啮入其中;
F、上、下滚切刀具以相同的线速度和相向转动,非金属薄板材在上、下滚切刀具的啮合下做纯滚动的同时,被挤压和剪切断裂,实现非金属薄板材两边的自动化切边加工或实现一个板材上多个尺寸宽度材料条的同时自动化高效率切分加工。
本发明与传统冲压剪切方式切断非金属薄板材,或采用刀具加工方式切断非金属薄板材的方式不同之处和创新点在于:
本发明摒弃了传统的冲压加工或机械加工带来的加工质量问题或加工效率不足等问题,采用成对组成的圆盘滚切刀具、在保持非接触和极小间隙情况下,通过纯滚动挤压和剪切方式,以及非金属薄板材料的脆性断裂特性,对啮入两个滚切刀具中厚度为0.1-10mm的非金属薄板材进行切边或分切加工,能够实现非金属薄板在自动输运过程中和手工送入过程中,实现对板材两边同时高效率切边加工或实现一个板材上进行多个不同尺寸宽度材料条的同时高效率切分加工,成倍提高材料的切分加工效率,且无粉尘飞溅,同时该设备能够与板材输运线对接组合,形成自动化加工生产线,高效、经济和便捷。
基于上述理由本发明可在非金属薄板材自动化切分技术领域广泛推广。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
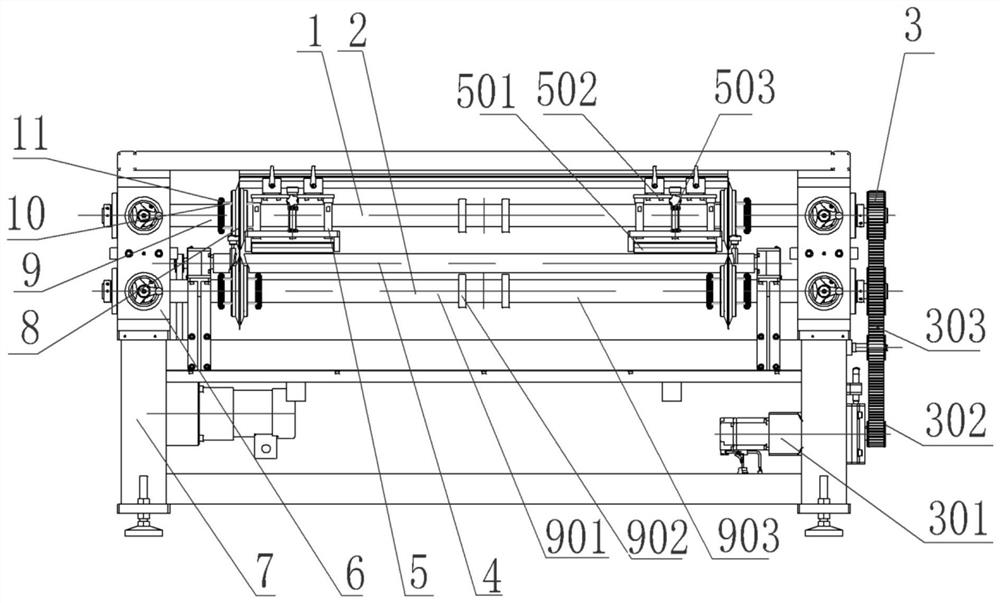
图1为本发明一种非金属薄板材自动化高效滚切加工设备主视示意图。
图2为本发明一种非金属薄板材自动化高效滚切加工设备俯视示意图。
图3为本发明一种非金属薄板材自动化高效滚切加工设备右视示意图。
图中:1、上滚切主轴单元;2、下滚切主轴单元;3、滚切主轴动力系统;301、电机;302、齿轮传动机构;303、传动带;4、支撑托辊机构;401、托辊组;402、托辊支架;403、托辊转动链机构;404、驱动电机;5、辅助压辊机构;501、压辊;502、高度调节螺母;503、弹簧;6、机架;7、底座;8、圆盘滚切刀具;9、滚切主轴;901、左主轴段;902、双螺纹连接头;903、右主轴段;10、刀间距调整套;11、调整螺母;12、滚切主轴间距调节机构。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“间隙”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“卧式”、“水平”、“相向转动”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
实施例1
如图1~图3所示,本发明提供了一种非金属薄板材自动化高效滚切加工设备,具体包括:上滚切主轴单元1、下滚切主轴单元2、滚切主轴动力系统3、支撑托辊机构4、辅助压辊机构5、机架6、底座7,其中,上滚切主轴单元1卧式安装在机架6上,下滚切主轴单元2卧式安装在底座7上,支撑托辊机构4水平安装在底座7上,辅助压辊机构5安装机架6上,滚切主轴动力系统3安装在机架6的侧面。
上滚切主轴单元1和下滚切主轴单元2均包括圆盘滚切刀具8,滚切主轴9、刀间距调整套10、调整螺母11、滚切主轴间距调节机构12;所述圆盘滚切刀具8包括夹盘、滚切刀片、夹持法兰和螺栓;滚切刀片802采用诸如硬质合金、高速钢、高碳钢等坚硬的钢材制造。
所述滚切主轴9两端设有所述刀间距调整套10和调整螺母11,通过刀间距调整套10调节好每个滚切刀具的轴向位置,并使之上、下滚切主轴上的刀具组对处于同一垂直面内,再用调整螺母11紧固;
所述滚切主轴9的端部设有滚切主轴间距调节机构12用于调整上、下滚切主轴单元的间距,从而调整滚切主轴9上的圆盘滚切刀具8间的预设间隙。
作为优选实施例,上滚切主轴单元1和下滚切主轴单元2上的圆盘滚切刀具8的数量均为N个,1≤N≤6,沿滚切主轴中心对称布置,上滚切主轴单元1和下滚切主轴单元2上的圆盘滚切刀具8的安装轴向位置一致,形成N对组合,每对滚切刀具处以同一垂直面内;上、下滚切主轴单元的间距,分别通过滚切主轴间距调节机构12进行微调,确保每对圆盘滚切刀具8之间最高点处保留最小间隙δmm,0.01≤δ≤0.8。
当N=1时,为切单边加工方式,多用于板坯单边毛边的切除加工或对板材进行一分为二的分切加工;当N=2时,为同步双边加工方式,多用于板坯双边毛边的切除加工,当N>2时,多用于板材的多尺寸切分加工。
作为优选,所述滚切主轴9为可拆卸结构,包括左主轴段901、双螺纹连接头902、右主轴段903,左主轴段901和右主轴段903通过双螺纹连接头902连接或分解,方便圆盘滚切刀具8的拆卸和更换。
如图2所示,滚切主轴动力系统3包括电机301、齿轮传动机构302、传动带303;滚切主轴动力系统3上的电机301动力,通过齿轮传动机构302和传动带303,分别对等地同步传递到至滚切主轴单元1和下滚切主轴单元2,并确保其上的滚切刀具转速相同且相向转动。
支撑托辊机构4包括托辊组401、托辊支架402、托辊转动链机构403、驱动电机404,所述驱动电机404驱动托辊转动链机构403带动安装在托辊支架上402的托辊组401运动;辅助压辊机构5包括压辊501、高度调节螺母502、弹簧503,通过弹簧503和高度调节螺母502调节压辊501的高度。
实施例2
本发明公开了一种非金属薄板材自动化高效滚切加工方法,采用上述的非金属薄板材自动化高效滚切加工设备进行薄板材加工,具体包括以下步骤:
A、根据非金属薄板材的宽度和拟切分数量N+1,在每个滚切主轴上安装好N个圆盘滚切刀具8,通过刀间距调整套10调节好每个滚切刀具的轴向位置,并使之上、下滚切主轴上的刀具组对处于同一垂直面内,再用调整螺母11紧固;
B、根据非金属薄板材的厚度,通过滚切主轴间距调节机构12调节上、下滚切主轴的间距,确保上、下滚切主轴上的每对圆盘滚切刀具8的刀刃最高点之间的最小间隙为δmm,0.01≤δ≤0.8,同时确保下滚切主轴上的圆盘滚切刀具8的刀刃最高点,相对支撑托辊机构4上的托辊面高出δ/2mm;
C、非金属薄板材的厚度范围0.1-10mm,根据待加工非金属薄板材的具体厚度,调节辅助压辊5的高度调节螺母502,使之压辊501距离支撑托辊机构4上的托辊面的间隙≤薄板厚度,用于辅助夹持非金属薄板材,防止非金属薄板材在滚切加工时发生位移或翘曲变形;
D、调整支撑托辊机构4的电机转速,使托辊表面的线速度等于或略小于圆盘滚切刀具8的线速度;
E、将非金属薄板材传送或放置到支撑托辊机构4上,通过托辊的转动运输至上滚切主轴单元1和下滚切主轴单元2中间的上、下对称布局且相向转动的圆盘滚切刀具中,非金属薄板材以纯滚动的方式被啮入其中;
F、上、下滚切刀具以相同的线速度和相向转动,非金属薄板材在上、下滚切刀具的啮合下做纯滚动的同时,被挤压和剪切断裂,实现非金属薄板材两边的自动化切边加工或实现一个板材上多个尺寸宽度材料条的同时自动化高效率切分加工。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种家具板材切割打磨自动化设备
- 一种板材加工自动分切分料设备
- 一种板材加工旋切设备
- 一种纺织服装自动切割加工设备及服装自动切割加工方法
- 一种蜗轮滚齿加工齿面三维建模方法、装置及设备
- 一种双向滚切式非金属板材自动切割机的操作方法
- 一种非金属圆形薄垫件高效加工工艺及加工装置