一种应用于锻造过程的物料追踪系统和方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及一种应用于锻造过程的物料追踪系统和方法,属于金属材料热加工设备和方法技术领域。
背景技术
金属材料的热加工是改变工件形状尺寸、改善力学性能的重要方法。其中锻造作为热加工的主要手段,锻件广泛的应用在电力行业、冶金行业、船舶行业、军工领域、重矿机械、航空航天等战略性产业设备中。锻造等热加工过程中,需对不同规格、型号的零件进行区分、追踪,以防止混料的发生,提高零件的生产效率和产品质量。
传统制造行业中,物料追踪的方法通常采用追踪卡(物料流向单)、操作工人人工记忆等方法,用以区分不同规格型号的零件,并追踪零件过程中的零件的流向;现代工业化自动生产中,目前广泛使用射频识别技术、激光烧灼技术、图形识别技术(条形码、二维码技术)来进行零件追踪识别。然而,由于加热及热变形会改变钢材的表面状态,从而破坏钢材上的标记,从而使用射频识别技术、激光烧灼技术等产品追踪方法并不适用于在热加工行业;同时,在小规格、大批量、异材加热的锻造场景中,由于锻件需在加热炉内高温加热,且锻造火次较多,中间锻件需回炉,极易在加热炉内发生混料现象,人工追踪方法也并不适用。
发明内容
本发明目的是提供一种应用于锻造过程的物料追踪系统和方法,通过采用位移测量系统、加热炉视觉采集系统、图像处理及信息存储系统,可对锻造及加热过程中锻件实时性状、尺寸及位置信息进行采集、处理、存储及反馈,可实现对需对不同规格、型号的锻件进行区分和追踪,以防止混料的发生,提高零件的生产效率和产品质量,有效地解决了背景技术中存在的上述问题。
本发明的技术方案是:一种应用于锻造过程的物料追踪系统,包含位移测量系统、视觉采集系统和图像处理及信息存储系统,所述位移测量系统包含位移传感器,位移传感器安装在锻压机砧板一侧,测量范围与锤头在锻造时的位移范围相匹配;加热炉视觉采集系统安装于锻造操作机上,包含高清摄像装置、红外成像装置和测温装置,安装位置与锻件位置相匹配;图像处理及信息存储系统分别与位移测量系统和视觉采集系统连接。
所述位移传感器为非接触式位移传感器。
所述位移传感器为激光位移传感器。
所述图像处理及信息存储系统包含电子标签建立功能模块和锻件位置信息记录功能模块,二者互相连接。
一种应用于锻造过程的物料追踪方法,包含以下步骤:
(1)首先根据锻造物料的原始信息,建立电子标签;
(2)使用锻造操作机将锻件送入加热炉加热,将锻件放置于炉膛上,图像处理及信息存储系统将视觉采集系统采集的炉膛图像进行虚拟空间网格划分,建立平面坐标系统,同时记录电子标签的空间位置;
(3)开始锻造后,根据锻造工艺,使用锻造操作机夹取对应电子标签的锻件,放置于锻机砧板上进行锻造;
(4)锻造结束时,由位移传感器记录锤头的位移信息,即锻件的锻造高度信息,视觉采集系统记录锻件的形状信息,并即时反馈给图像处理及信息存储系统,更新电子标签中锻件的信息;
(5)锻造操作机夹取锻件,继续放入炉膛,视觉采集系统记录锻件的位置信息,并记入电子标签,继续加热等待下一火次的锻造;
(6)加热完成后,根据锻造工艺,锻造操作机根据电子标签中锻件的位置及尺寸信息,夹取对应的锻件继续进行锻造,直至锻造结束。
所述步骤(1)中,电子标签,包括锻件材质、尺寸规格、重量和拟成型规格。
所述位移传感器为非接触式位移传感器。
所述位移传感器为激光位移传感器。
所述图像处理及信息存储系统包含电子标签建立功能模块和锻件位置信息记录功能模块。
本发明的有益效果是:通过采用位移测量系统、加热炉视觉采集系统、图像处理及信息存储系统,可对锻造及加热过程中锻件实时性状、尺寸及位置信息进行采集、处理、存储及反馈,可实现对需对不同规格、型号的锻件进行区分和追踪,以防止混料的发生,提高零件的生产效率和产品质量。
附图说明
图1为本发明锻造工作状态示意图;
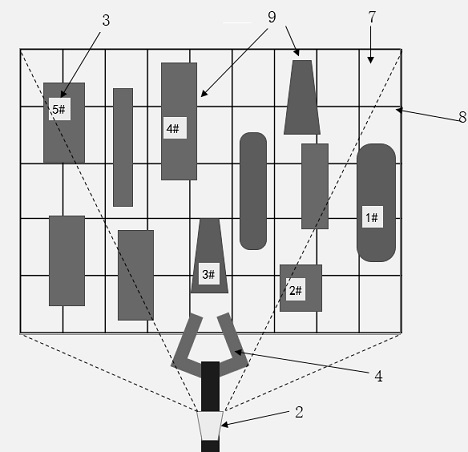
图2为本发明锻坯送入加热炉加热工作状态示意图;
图中:位移测量系统1、视觉采集系统2、电子标签3、锻造操作机夹头4、锻压机砧板5、锤头6、炉膛7、虚拟空间网格8、锻件9。
具体实施方式
为了使发明实施案例的目的、技术方案和优点更加清楚,下面将结合实施案例中的附图,对本发明实施案例中的技术方案进行清晰的、完整的描述,显然,所表述的实施案例是本发明一小部分实施案例,而不是全部的实施案例,基于本发明中的实施案例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施案例,都属于本发明保护范围。
一种应用于锻造过程的物料追踪系统,包含位移测量系统1、视觉采集系统2和图像处理及信息存储系统,所述位移测量系统1包含位移传感器,位移传感器安装在锻压机砧板一侧,测量范围与锤头在锻造时的位移范围相匹配;加热炉视觉采集系统2安装于锻造操作机上,包含高清摄像装置、红外成像装置和测温装置,安装位置与锻件位置相匹配;图像处理及信息存储系统分别与位移测量系统1和视觉采集系统2连接。
所述位移传感器为非接触式位移传感器。
所述位移传感器为激光位移传感器。
所述图像处理及信息存储系统包含电子标签建立功能模块和锻件位置信息记录功能模块,二者互相连接。
一种应用于锻造过程的物料追踪方法,包含以下步骤:
(1)首先根据锻造物料的原始信息,建立电子标签;
(2)使用锻造操作机将锻件送入加热炉加热,将锻件放置于炉膛上,图像处理及信息存储系统将视觉采集系统采集的炉膛图像进行虚拟空间网格划分,建立平面坐标系统,同时记录电子标签的空间位置;
(3)开始锻造后,根据锻造工艺,使用锻造操作机夹取对应电子标签的锻件,放置于锻机砧板上进行锻造;
(4)锻造结束时,由位移传感器记录锤头的位移信息,即锻件的锻造高度信息,视觉采集系统记录锻件的形状信息,并即时反馈给图像处理及信息存储系统,更新电子标签中锻件的信息;
(5)锻造操作机夹取锻件,继续放入炉膛,视觉采集系统记录锻件的位置信息,并记入电子标签,继续加热等待下一火次的锻造;
(6)加热完成后,根据锻造工艺,锻造操作机根据电子标签中锻件的位置及尺寸信息,夹取对应的锻件继续进行锻造,直至锻造结束。
所述步骤(1)中,电子标签,包括锻件材质、尺寸规格、重量和拟成型规格。
所述位移传感器为非接触式位移传感器。
所述位移传感器为激光位移传感器。
所述图像处理及信息存储系统包含电子标签建立功能模块和锻件位置信息记录功能模块。
在实际应用中,一种应用于锻造过程的物料追踪系统,其包括锻机位移测量系统1、视觉采集系统2和图像处理及信息存储系统;锻机位移测量系统1包括安装在锻压机上的位移传感器,包括但不局限于非接触式位移传感器,优选激光位移传感器;视觉采集系统2安装于锻造操作机上;图像处理及信息存储系统用于存储位移信息和图像信息;激光位移传感器安装于锻压机砧板5一侧,测量锤头6在锻造时的位移信息;视觉采集系统需具备高清摄像功能,用于清晰拍摄锻件的性状及其在炉膛7中的位置;视觉采集系统具备红外成像及测温功能,用于显示锻件在炉膛中的位置及温度信息;图像处理系统能将视觉采集系统采集的加热炉炉膛图像进行虚拟空间网格划分,建立平面坐标系统,并记录锻件每火次加热过程中在炉膛空间的位置信息;图像处理系统根据手动录入的物料信息、锤头在锻造时的位移信息以及视觉采集系统采集的锻坯性状信息等,建立电子标签3;
本发明的运行包括以下步骤:
(1)首先根据锻造物料的原始信息,建立电子标签,包括:锻件材质、尺寸规格、重量、拟成型规格等;
(2)使用锻造操作机将锻件送入加热炉加热,将锻件9放置于炉膛7上,视觉采集系统将炉膛图像进行虚拟空间网格划分,建立平面坐标系统,同时记录电子标签(即各个物料)的空间位置;
(3)开始锻造后,根据锻造工艺,使用锻造操作机夹取对应电子标签的锻件,放置于锻机砧板上进行锻造;
(4)锻造结束时,由位移传感器记录锤头的位移信息(即锻件的锻造高度信息),视觉采集系统记录锻件的形状信息,并即时反馈给图像处理及信息存储系统,更新电子标签中锻件的信息;
(5)锻造操作机夹取锻件,继续放入炉膛,视觉采集系统记录锻件的位置信息,并记入电子标签,继续加热等待下一火次的锻造;
(6)加热完成后,根据锻造工艺,锻造操作机根据电子标签中的位置及尺寸信息,夹取对应的锻件继续进行锻造,直至锻造结束。
- 一种物料粉碎过程中水分在线控制方法及控制系统
- 一种物料管理方法及物料管理系统
- 一种级联刚体运动追踪、步行过程追踪方法与系统
- 一种级联刚体运动追踪、步行过程追踪方法与系统