一种喷墨打印机及打印方法
文献发布时间:2023-06-19 19:37:02
技术领域
本发明涉及一种喷墨打印机及打印方法,具体涉及一种在批量打印板材类物体比如车牌时,自动上下料批量传送打印的喷墨打印机及打印方法。
背景技术
目前喷墨打印技术广泛应用于各行各业,特别是在板材类待打印物料、比如车牌的喷墨打印领域具有新需求。在设计对板材类物体打印的喷墨打印机时,需要根据待打印物料的特点及产能需求有针对性的进行设计。
对于尺寸不大的板材类待打印物料,通常在一平台桌面放置多个同时进行喷墨打印,并且设计成自动化强、集成度高的打印机。
考虑板材类待打印物料(车牌)长期存放,会造成相邻板材之间存在静电负压,导致两片相邻板材粘在一起,在对板材进行批量自动上料时,如果不对其进行分离操作,吸盘则会同时吸起两片或更多片板材,所以分离板材是非常重要的一项工作。现有技术中,有的采用强推的方式迫使两片板材分离,有的则施加强力吹风迫使其分离,这两种方式都存在一定的缺点:如果采用强推的方式,很容易划伤板材表面,因为需要很大的力才能克服板材之间的负压摩擦力,即驱动电机的扭矩需要很大,板材表面容易产生划伤;如果采用强吹风的方式,由于一次需要同时分离多个板材,对风量需求很大,不易得到满足,而且由于一些相邻板材粘贴牢固,导致风在瞬间很难进去,难以保证每次都彻底分开。所以同时分离多个板材时用上述两种方式均不可取。那么如何有效准确的分离待打印物料是本专利需要解决的一个关键技术问题。
此外,一沓板材类待打印物料的端面不可能是完全齐平的,在多个板材同时上料及定位时,还需要将板材同时推到一个平面上,因此在待打印物料的精确定位方面也是本装置需要解决的一个关键技术问题。
在待打印物料完成上料后,如何进行快速打印、如何进行打印完的物料回收以及下一次的循环上料,也是本专利需要综合考虑的关键技术问题。
发明内容
本发明的目的在于克服现有技术中的局限,提供一种喷墨打印机,包括喷车模块、打印平台模块、打印平台传送模块、底框架模块、喷车横梁模块以及自动上下料模块,底框架模块位于喷墨打印机的底部起到支撑作用,在底框架模块上方安装打印平台传送模块,在打印平台传送模块上方连接打印平台模块,打印平台模块上放置物料,打印平台传送模块用于将打印平台模块沿第二方向传送,在打印平台传送模块和打印平台模块上方,沿与第二方向垂直的第一方向设置一喷车横梁模块,喷车横梁模块上安装喷车模块,喷车模块可沿喷车横梁模块中的横梁进行第一方向上的往返运动,其特征在于,在喷车横梁模块的后方设置一自动上下料模块,自动上下料模块用于物料的安放或卸下,自动上下料模块包括物料分离模块,物料分离模块设置在物料侧上方,用于使上下相邻的物料之间出现间隙、相互分开进而将顶层的物料推出。
如上所述的喷墨打印机,其特征在于,所述喷墨打印机还包括一喷头维护模块,喷头维护模块设置在喷车横梁模块一侧的前方,用于对喷车模块中的喷头进行刮拭或保湿操作,防止喷头喷孔墨水干结导致喷孔堵塞。
如上所述的喷墨打印机,其特征在于,所述自动上下料模块还包括料车模块、物料横梁模块、物料弹夹模块、物料升降模块和物料对齐模块,在喷墨打印机后方设置一料车模块,料车模块用于放置待打印物料,在料车模块的一侧,设置物料弹夹模块,物料弹夹模块用来安置物料,在料车模块及打印平台模块之上沿第一方向设置物料横梁模块,在物料横梁模块之上设置物料升降模块,物料升降模块用于将物料抓起放下以及沿第一方向进行往返移动,物料对齐模块用于将物料进行对齐。
如上所述的喷墨打印机,其特征在于,所述物料对齐模块包括第一方向对齐模块,第一方向对齐模块设置于物料弹夹模块的对侧,第一对齐模块用于将物料沿第一方向对齐。
如上所述的喷墨打印机,其特征在于,所述第一方向对齐模块包括物料分离推块、推动丝杆、电机、第一安装板和第二安装板,第一安装板设置在第一方向对齐模块上方,第一安装板的长边沿与第一方向垂直的第二方向设置,在第一安装板一长边的两侧对称各安装一电机,每一电机连接一推动丝杆,第二安装板设置在第一方向对齐模块下方,第二安装板的长边同样沿第二方向设置,在第二安装板上、电机的对侧,均匀间隔设置至少两个物料分离推块,物料分离推块被电机驱动沿第一方向推出或缩回。
如上所述的喷墨打印机,其特征在于,所述物料对齐模块还包括第二方向对齐模块,第二方向对齐模块设置于物料升降模块上,第二方向对齐模块包括沿第二方向往返移动的拨片,第二方向对齐模块用于在物料上料前将各物料沿第二方向对齐。
如上所述的喷墨打印机,其特征在于,所述第二方向对齐模块包括挡板、光轴、对齐驱动电机、升降滑块、丝杆轴和连接框,连接框设置为一框体结构起到连接作用,在连接框的宽度边所在左右两侧面外各设置一升降滑块,在连接框下表面沿第一方向依次间隔设置挡板,在连接框边框的中部安装对齐驱动电机,对齐驱动电机输出端连接一丝杆轴,丝杆轴沿第二方向设置于连接框中,在丝杆轴两侧各设置一光轴起到导向作用,丝杆轴和光轴上分别连接挡板,通过对齐驱动电机驱动挡板沿第二方向运动,从而推动每沓物料的侧方使其沿第二方向到达同一对齐位置。
如上所述的喷墨打印机,其特征在于,所述第二方向对齐模块还包括吸盘单元,在连接框下方、挡板两侧间隔设置吸盘单元,吸盘单元用于抓取物料。
如上所述的喷墨打印机的打印方法,其特征在于,包括如下步骤:
第一步,上料装置放置物料至打印平台上;
第二步,物料被传送至喷车横梁模块下方;
第三步,喷车模块沿第一方向运动并喷射墨滴于物料上;
第四步,判断物料上的图文是否打印完成,如果判断结果为否,执行第五步:物料沿第二方向步进一预设距离,然后重复执行第三步至第四步;如果判断结果为是,一桌面的物料打印完成,继续执行第六步;
第六步,物料被传送至下料区域;
第七步,下料作业;
第八步,判断所有物料是否打印完成,如果判断结果为否,重复执行第一步至第八步;如果判断结果为是,则全部作业结束。
如上所述的打印方法,其特征在于,第一步上料装置放置物料至打印平台上包括对物料的分离、定位、抓取和放置;第三步具体过程为:喷车模块沿第一方向从喷车横梁模块上的初始位置移动至终点位置,并在移动过程中对下方物料喷射墨滴形成图文,而后喷车模块再由喷车横梁模块上的终点位置返回至初始位置。
本专利的有益效果在于:打印机整体设计结构紧凑、巧妙,可批量自动放置、打印多个待打印物料,在打印完成后,自动回传物料,自动化强、集成度高;在打印前抓取物料时,对相邻两个物料进行分离操作,增强抓取准确性;在安放物料前,对物料进行第一方向和第二方向的定位,提高位置精度,确保打印质量;在刚刚打印完成时,操作者还可在前方预览打印效果,提高用户体验。
附图说明
图1为本发明一实施例中喷墨打印机的立体结构示意图;
图2为本发明一实施例中料车模块的立体结构示意图;
图3为本发明一实施例中物料弹夹模块的立体结构示意图;
图4为本发明一实施例中物料分离模块的立体结构示意图;
图5为本发明一实施例中物料X向对齐模块的立体结构示意图;
图6为本发明一实施例中物料分离推块的侧视图;
图7为本发明一实施例中物料升降模块的立体结构示意图;
图8为本发明一实施例中物料Y向对齐模块立体结构示意图;
图9为本发明图8中物料Y向对齐模块的仰视图;
图10为本发明一实施例中物料辅助对齐料框模块立体结构示意图;
图11为本发明一实施例中物料上料过程的流程图;
图12为本发明一实施例中打印机整体工作过程流程图;
图13为本发明又一实施例中打印机结构示意图;
图14为本发明再一实施例中打印机结构示意图。
附图中编号表示如下:喷车模块1、打印平台模块2、打印平台传送模块3、底框架模块4、喷头维护模块5、喷车横梁模块6、料车模块7、物料X向对齐模块8、物料横梁模块9、物料弹夹模块10、物料分离模块11、物料Y向对齐模块12、物料升降模块13、物料下料模块14、物料辅助对齐料框模块15、料车框架模块71、物料支撑板72、车牌73、控制运动的板卡74、驱动电机75、旋钮76、指示灯77、第一靠板101、第二靠板102、位置传感器103、检测物料有无传感器104、第三靠板105、弹夹底板106、吹嘴111、安装座112、长孔113、物料分离推块81、推动丝杆82、电机83、第一安装板84、第二安装板85、丝母86、升降丝杆131、升降驱动电机132、升降导轨133、连接板134、减速机135、第一挡板121、第二挡板122、光轴123、对齐驱动电机124、吸盘125、升降滑块126、升降丝母127、丝杆轴128、连接框129、上安装板151、下安装板152、光轴固定块153、对齐光轴154、上料工位P1、打印及传送工位P2、下料工位P3、另一实施例中上料工位L1、打印及传送工位L2、下料工位L3。
具体实施方式
下面结合附图说明一下本发明公开的内容。
附图1为本发明公开的一种喷墨打印机实施例,此喷墨打印机应用于板材类待打印物体的打印,本实施例中的待打印物体为车牌73,所述车牌73为欧美国家的车牌,下面以此为例进行说明。该喷墨打印机包括喷车模块1、打印平台模块2、打印平台传送模块3、底框架模块4、喷头维护模块5、喷车横梁模块6以及自动上下料模块,底框架模块4位于喷墨打印机的底部起到支撑作用,在底框架模块4上方安装打印平台传送模块3,在打印平台传送模块3上方连接打印平台模块2,打印平台模块2上放置车牌73,打印平台传送模块3用于将打印平台模块2沿Y轴方向即第二方向前后传送,在打印平台传送模块3和打印平台模块2上方,沿与Y轴方向垂直的X轴方向即第一方向设置一喷车横梁模块6,喷车横梁模块6上安装喷车模块1,喷车模块1可沿喷车横梁模块6中的横梁进行沿X轴方向即第一方向的往返运动,在喷车模块1往返运动过程中,喷车模块1中的喷头可向下方待打印物体表面喷射墨滴形成图文。在喷车横梁模块6一侧的前方,设置一喷头维护模块5,喷头维护模块5用于对喷车模块1中的喷头进行刮拭或保湿操作,用于防止喷头喷孔墨水干结导致喷孔堵塞。在喷车横梁模块6的后方设置一自动上下料模块,自动上下料模块将车牌73自动抓起,放置于打印平台模块2中对应的上料位置等待传送打印,当打印完成后,自动上下料模块将车牌73自动抓起卸下。
需要说明的是,如图1中所示,X轴方向与Y轴方向垂直,本专利将X轴方向定义为第一方向,将Y轴方向定义为第二方向,操作者面对打印小车,沿Y轴方向、上下料区域定义为后方,与之对侧、操作者所站方向定义为前方。
自动上下料模块包括料车模块7、物料X向对齐模块8、物料横梁模块9、物料弹夹模块10、物料分离模块11、物料Y向对齐模块12、物料升降模块13和物料下料模块14,在喷车横梁模块6的后方、底框架模块4的一侧设置一料车模块7,料车模块7用于放置待打印物料,即本实施例中的车牌73,为提高打印效率,每次上料抓取五个车牌73、分别抓取两组,摆放位置如图1所示,即每次一桌面共上料十个车牌作为一个打印周期进行打印作业,物料弹夹模块10设置在料车模块7的一侧,物料弹夹模块10用来安放竖直放置的各沓车牌73,物料分离模块11设置在物料弹夹模块10的上方,物料分离模块11用于使上下相邻的车牌之间出现间隙、相互分开从而将顶层的车牌推出;物料X向对齐模块8位于物料弹夹模块10的对侧,物料X向对齐模块8用于将各车牌73沿X轴方向对齐;在喷车横梁模块6后方、料车模块7及打印平台模块2之上设置物料横梁模块9,物料横梁模块9包括跨越上料区域、打印平台及下料区域的沿X轴方向设置的两横梁,物料升降模块13安装于物料横梁模块9的两横梁上,物料升降模块13可沿上述横梁进行X轴方向的往返移动,物料升降模块13中包括可沿竖直方向升降的吸盘,物料升降模块13用于将车牌抓起放下及沿X轴方向运动;在物料升降模块13上还设置一物料Y向对齐模块12,物料Y向对齐模块12包括可沿Y轴方向往返移动的拨片,用于在车牌上料前,将各车牌73沿Y轴方向对齐至所需位置;此外,自动上料模块还包括物料辅助对齐料框模块15,物料辅助对齐料框模块15设置在物料弹夹模块10另一侧、与物料弹夹模块10共同作用限定每沓车牌的位置。在沿X轴方向、料车模块7的对侧,设置一物料下料模块14,物料下料模块14可设计为导带结构,将打印完成的物料传送出来并进行收集。
下面结合附图2-9详细说明本喷墨打印机的自动上料装置。
图2为本发明一实施例中料车模块7的立体结构示意图,料车模块7包括料车框架模块71、物料支撑板72、控制运动的板卡74、驱动电机75和旋钮76,料车框架模块71起到支撑作用,在料车框架模块71上部设置若干物料支撑板72,本实施例设置有五个物料支撑板72,每个物料支撑板72上放置一沓车牌73,料车框架模块71内部设置控制运动的板卡74以及驱动电机75,驱动电机75的数量与物料支撑板72的数量一致,驱动电机75用于驱动物料支撑板72沿竖直方向上进行上升及下降运动,在料车框架模块71外部安装旋钮76和指示灯77,旋钮76和指示灯77的数量与物料支撑板72的数量一致、且一一对应,通过旋转旋钮76控制驱动电机75驱动物料支撑板72沿竖直方向进行升降运动。
图3为本发明一实施例中物料弹夹模块10的立体结构示意图,物料弹夹模块10根据物料支撑板72的数量设置对应数量的弹夹单元,每个弹夹单元包括第一靠板101、第二靠板102、位置传感器103、检测物料有无传感器104、第三靠板105和弹夹底板106,第一靠板101为竖直设置的一长方形背板,第一靠板101的宽边方向与Y轴方向平行,第一靠板101的长边沿竖直方向设置,在第一靠板101的两竖直长边分别连接第二靠板102和第三靠板105,在第一靠板101的底边连接弹夹底板106,在弹夹底板106上、每个弹夹单元内均安装一检测物料有无传感器104,检测物料有无传感器104用来检测物料(本实施例中的车牌)是否放置完成,在第三靠板105上部设置一位置传感器103,位置传感器103用来检测物料的位置,当物料触发位置传感器103时,反馈信号控制物料停止上升。
图4为本发明一实施例中物料分离模块11的立体结构示意图,物料分离模块11包括一安装座112和若干吹嘴111,吹嘴111的数量与物料支撑板72的数量保持一致,本实施例中设置五个,安装座112为一垂直折弯的钣金件,所述安装座112的长边沿Y轴方向设置,安装座112竖直方向的折弯面上设置与吹嘴111数量一致的长孔113,每个长孔113上安装一吹嘴111,吹嘴111用于对顶层车牌与其下方相邻的车牌之间的间隙吹风,进而将二者分离。
图5为本发明一实施例中物料X向对齐模块8的立体结构示意图,物料X向对齐模块8包括物料分离推块81、推动丝杆82、电机83、第一安装板84和第二安装板85,第一安装板84设置在物料X向对齐模块8上方,第一安装板84的长边沿Y轴方向设置,在第一安装板84一长边的两侧对称各安装一电机83,每一电机83连接一推动丝杆82,双电机双丝杆的设计用于防止因一次性推动多个物料力量不均而导致两侧偏斜、避免物料端面不在同一直线上的现象发生。第二安装板85设置在物料X向对齐模块8下方,第二安装板85的长边同样沿Y轴方向设置,在第二安装板85上、电机83的对侧,均匀间隔设置多个物料分离推块81,物料分离推块81的数量与物料支撑板72的数量一致,本实施例设置五个,电机83驱动推动丝杆82旋转进而带动与之相连的丝母86旋转,从而带动与丝母86相连的第二安装板85运动,最终带动第二安装板85上的物料分离推块81沿X轴方向推出或缩回。物料分离推块81的侧视图如图6所示,在物料分离推块81的底端有一个台阶,本实施例中台阶深度为1mm,由于物料为车牌,其厚度在1.2-1.3mm之间,所以台阶的设计可在推动车牌的时候保证只推一片,在不同的实际应用时,物料分离推块81底端台阶的深度可根据待打印物体的厚度对应设计,本发明对此不进行具体限定。
图7为本发明一实施例中物料升降模块13的立体结构示意图,物料升降模块13包括升降丝杆131、升降驱动电机132、升降导轨133、连接板134和减速机135,连接板134的长边沿Y轴方向设置,在连接板134上方安装一升降驱动电机132,升降驱动电机132连接一减速机135,减速机135的输出端连接一升降丝杆131,在物料升降模块13两端分别设置升降导轨133起到导向作用。物料升降模块13的升降导轨133与物料Y向对齐模块12中的升降滑块126(图8中所示)相配合,通过升降驱动电机132驱动升降丝杆131转动,最终带动与升降丝杆131配合的升降丝母127及整个物料Y向对齐模块12进行竖直方向上的升降运动。
物料Y向对齐模块12的结构如图8-9所示,物料Y向对齐模块12包括第一挡板121、第二挡板122、光轴123、对齐驱动电机124、吸盘125、升降滑块126、升降丝母127、丝杆轴128和连接框129,连接框129设置为一框体结构起到连接作用,在连接框129的宽度边所在左右两侧面外各设置一升降滑块126,所述升降滑块126与物料升降模块13的升降导轨133配合,在连接框129下表面沿X轴方向依次间隔设置三个第一挡板121和一个第二挡板122,在连接框129边框的中部空间安装对齐驱动电机124,对齐驱动电机124输出端通过带轮机构(图中未示出)连接一丝杆轴128,丝杆轴128沿Y轴方向设置于连接框129中,在丝杆轴128两侧各设置一光轴123起到导向作用,丝杆轴128和光轴123上分别连接三个第一挡板121和一个第二挡板122,通过驱动对齐驱动电机124来驱动第一挡板121和第二挡板122沿Y轴方向运动,从而推动各沓车牌的侧方使其沿Y轴方向到达同一对齐位置,各第一挡板121分别用于推动一沓物料使之对齐,第二挡板122用于往返推动两沓物料使之对齐。在连接框129下方、各挡板两侧间隔设置多组吸盘单元,本实施例中每组吸盘单元包含两个吸盘125,每组吸盘单元抓取一个车牌,吸盘单元的设置数量与物料支撑板72的数量一致,本实施例中设置五组。物料Y向对齐模块12的上方中部还设置一升降丝母127,升降丝母127与物料升降模块13中的升降丝杆131连接,物料升降模块13可控制物料Y向对齐模块12的整体升降。
图10为本发明一实施例中物料辅助对齐料框模块15的立体结构示意图,物料辅助对齐料框模块15与物料弹夹模块10分别设置于车牌长度方向的两端,物料辅助对齐料框模块15包括上安装板151、下安装板152、光轴固定块153和对齐光轴154,上安装板151和下安装板152沿Y轴方向安装,在上安装板151和下安装板152之间设置若干对齐光轴154,对齐光轴154沿竖直方向设置,对齐光轴154的上下两端分别通过光轴固定块153连接至上安装板151和下安装板152上。在车牌Y轴方向对齐操作中,车牌长度方向的一端顶靠在对齐光轴154上,物料辅助对齐料框模块15为车牌长度方向的一端进行辅助对齐定位。
下面根据图11介绍本发明一实施例中待打印物体自动上料的过程,以待打印物体为车牌进行具体说明:车牌是一沓罗列在一起的,被放置于自动上料模块旁,由于车牌与车牌之间存在静电负压,相邻车牌会粘连,如果不对其进行分离操作,吸盘就可能会同时吸起两片或更多片车牌,因此准确的分离出最上边的一片车牌是关键;此外,在车牌分离过程中还可能导致其位置偏移,因此对顶层车牌分离后还需要微调其位置,确保每次上料于打印平台上的车牌都是在相同位置的、然后再进行抓取,从而保证打印精度。
车牌上料的具体工作过程如下:
步骤S1,首先操作人员放置待打印物料,即待打印车牌,具体为:操作人员旋转料车模块7的旋钮76控制驱动电机75驱动物料支撑板72降到最低原点处,然后操作人员把一沓车牌放在物料支撑板72上,同时插入至物料弹夹模块10中,车牌的长度方向与X轴方向平行,宽度方向沿Y轴方向间隔排列,本实施例中料车模块7可以同时放五沓车牌,即将五个车牌设为一组进行上料作业。
步骤S2,然后物料上升至抓取位置,具体为:驱动电机75驱动物料支撑板72带动车牌上升,顶端车牌上升到达位置传感器103位置时触发传感器,车牌停止上升运动,此位置定义为车牌抓取位置,此时车牌的一宽边贴着物料弹夹模块10中的第一靠板101,所述第一靠板101顶端有一台阶面(或斜面),最上端的一片车牌底面与此台阶面持平(或位于斜面上),车牌的另一侧宽边上表面被物料X向对齐模块8中的物料分离推块81下方的台阶压住,车牌的厚度与台阶的深度对应设计,确保每次刚好只推动顶端的一片车牌。每沓车牌对应设置一位置传感器103,本实施例设置五个位置传感器103,每个位置传感器103的安装高度保持一致;同时弹夹模块10中检测物料有无传感器104需要检测料车上是否存在车牌,如果检测到没有车牌,上料过程停止,操作人员需将物料放到料车后再继续作业。
步骤S3,接着分离顶层物料,具体为:物料分离模块11中的吹嘴111的吹气阀打开,吹嘴111穿过物料弹夹模块10中第一靠板101的长方形开槽将风吹到顶端第一片车牌和其下方与之相邻的第二片车牌中间,吹嘴111的角度可调节且吹嘴111处有一个斜角,使得吹嘴111正对着顶端第一片车牌和其下方与之相邻的第二片车牌之间,从而保证吹风能够尽可能多的吹到两车牌之间空隙以消除负压。
步骤S4,推出顶层物料,具体为:物料X向对齐模块8中的物料分离推块81沿X轴方向朝靠近打印平台模块2方向推出顶层车牌,推出距离约为8mm,推出过程吹嘴111持续吹风,当顶层车牌出现位移后,风将会从顶层车牌下方完全进入,彻底消除两车牌之间的负压,这样在推出顶层车牌过程中将避免出现划伤物料表面的风险。此时顶层车牌已经完全分离推出,同时在推出过程中,车牌被物料分离推块81推动至第一靠板101上,即对车牌进行了X轴方向的对齐操作,确保车牌在X轴方向位置一致。接着吹嘴111吹风关闭,物料分离推块81返回至初始位置。
步骤S5,物料进行Y轴方向对齐作业,具体为:物料Y向对齐模块12和物料升降模块13通过直线电机沿物料横梁模块9的两轴(X轴方向)运动到车牌上方,升降驱动电机132驱动物料Y向对齐模块12下降,下降至吸盘125接触至车牌上表面,此时,物料Y向对齐模块12中的各第一挡板121及第二挡板122位于左侧四个车牌的右方,对齐驱动电机124驱动各第一挡板121及第二挡板122先沿Y轴方向朝第三靠板105移动,直到车牌的左端面一侧顶靠在第三靠板105上,车牌左端面的另一侧顶靠在光轴154上,此时左侧四个车牌全部靠齐;然后对齐驱动电机124再驱动各第一挡板121及第二挡板122沿Y轴方向朝第二靠板102移动,直到最右侧第五个车牌的一端贴在第二靠板102上, 另一端贴在光轴154上,此时该组车牌完成Y轴方向对齐作业。
步骤S6,抓取物料,具体为:吸盘125开启吸风将一组五个车牌吸住,物料升降模块13中的升降驱动电机132驱动物料Y向对齐模块12沿竖直方向上升,上升到预设高度位置后,物料升降模块13和物料Y向对齐模块12通过直线电机的驱动沿物料横梁模块9(X轴方向)移动至打印平台模块2上方,然后物料升降模块13中的升降驱动电机132驱动物料Y向对齐模块12沿竖直方向下降,下降至打印平台模块2中平台指定位置后,吸盘125放气阀打开,吸盘125放气使车牌与其分离,一组车牌上料完成。物料升降模块13中的升降驱动电机132再次驱动物料Y向对齐模块12沿竖直方向上升至预设高度。
步骤S7,判断一桌面的待打印物料是否全部上料完成,如果是,继续后续传送打印流程;如果否,重复上述步骤S2-S6,直至每一桌面的所有待打印车牌上料完成。
本实施例中一平台上共放置十片车牌,自动上料模块每次抓取五片进行自动上料作业,分两次完成。此过程包括了相邻车牌间的分离,车牌的定位(X轴方向的定位和Y轴方向的定位),以及对车牌的自动抓取放下。
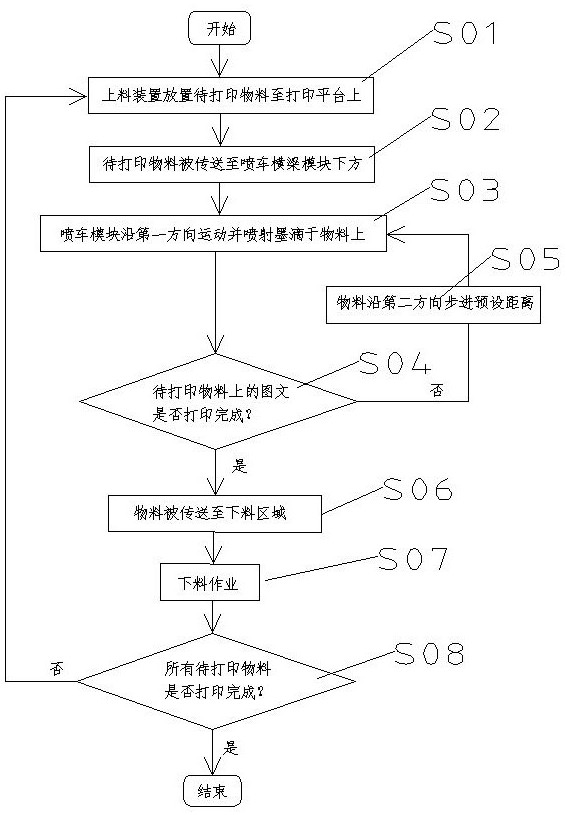
车牌摆放到打印平台的正确位置后,进行接下来的传送及打印作业以及后续的下料作业。下面根据图12介绍本发明一实施例中打印机整体工作过程。
步骤S01,上料装置放置待打印物料至打印平台上,即上述S1-S7的过程。
步骤S02,待打印物料被传送至喷车横梁模块下方,具体为:放置好待打印物料的打印平台模块2被打印平台传送模块3沿Y轴方向传送至喷车横梁模块6下方。
步骤S03,喷车模块沿第一方向运动并喷射墨滴于物料上,具体为:喷车横梁模块6上的喷车模块1沿X轴方向从初始位置移动至终点位置,并在移动过程中对下方物料喷射墨滴形成所需图文,而后喷车模块1再由喷车横梁模块6上的终点位置返回至初始位置。
步骤S04,判断待打印物料上的图文是否打印完成,如果判断结果为否,执行步骤S05,物料沿第二方向步进一预设距离,具体为:打印平台传送模块3带动物料沿Y轴方向步进一预设距离,然后重复执行S03-S04步骤;如果判断结果为是,一桌面的物料打印完成,继续执行步骤S06,此时,打印完的物料已被传送至打印机的最前方,操作者可通过透明外罩预览打印效果是否符合要求。
步骤S06,物料被传送至下料区域,具体为:打印平台模块2被打印平台传送模块3沿Y轴方向传送回到上料后的起始位置。
步骤S07,下料作业,具体为:此时物料升降模块13和物料Y向对齐模块12位于打印完成的车牌上方,物料升降模块13和物料Y向对齐模块12下降到指定位置,吸盘的吸气阀打开,吸盘吸住车牌后上升,沿着车牌移动横梁模块9运动到车牌下料模块14的传输带上,将车牌运输到所需位置,下料作业每次抓取五片车牌放到传输带上,十片车牌分两次抓取,完成下料作业。
步骤S08,判断所有待打印物料是否打印完成,如果判断结果为否,重复执行S01-S08步骤;如果判断结果为是,则全部作业结束。
需要说明的是,对于物料的摆放数量和位置排列方式,本发明不进行具体限定,例如图13中所示,上料工位P1每次可抓取四个物料,物料的长边方向与Y轴方向平行,每一平台并排共放置八个物料后经打印及传送工位P2进行传送打印,待一平台的物料打印完成后,再经下料工位P3下料。
打印机包括上料工位、打印传送工位和下料工位,本发明并不限制各工位的设置区域,例如图14中所示,上料工位L1设置在打印机的前方一侧位置,物料经上料装置安放好后同样于打印及传送工位L2传送及打印,待打印完成后,物料经下料工位L3下料,下料工位L3设置在打印机前方的另一侧,且与打印及传送工位L2呈现90度的转向,从而适于不同的场地需求。当然也可根据实际需要,进行其他方式位置变化,均不脱离本发明保护的范围。
此外,除上述实施例中所述的喷墨打印过程外,还可采用其他喷墨打印方法,比如料车模块进行步进运动,或者双向喷墨打印方式等,本发明对此不进行具体限定。
需要说明的是,本发明的待打印物体除车牌外,还可以是任何类似的片状、板材类待打印物体,本发明对此不进行具体限定。凡根据本发明具体实施方式所作的任何变形,均不脱离本发明的精神以及权利要求记载的范围。
- 一种喷墨打印机打印方法
- 一种使用UV喷墨打印机和3D打印机的油画3D复制方法
- 一种喷墨打印机自动复位系统及方法
- 一种高温玻璃喷墨打印机的墨路循环系统及其控制方法
- 一种喷墨打印机的墨盒及其使用方法
- 在喷墨打印机中使用的用纸、喷墨打印机及喷墨打印机的预喷出方法
- 一种喷墨打印机的打印方法及喷墨打印机