一种机床工件坐标系原点Z向值和刀具长度测量方法
文献发布时间:2023-06-19 19:38:38
技术领域
本发明属于五轴加工技术领域,更具体地说,涉及一种机床工件坐标系原点Z向值和刀具长度测量方法。
背景技术
在五轴数控机床上测量工件坐标系原点Z向值和刀具长度常用机上测量仪,比如雷尼绍(RENISHAW)就是其中的一种测量仪器。刀具长度测量也常用机外刀具预调仪测量。如果没有机上测量仪,在机床上测量工件坐标系原点数据常用“试切法”进行:
目前五轴联动数控机床工件坐标系原点Z向值和刀具长度测量存在以下缺陷:
1.机上测量仪和机外刀具预调仪价格昂贵;
2.“试切法”操作繁琐,精度差,效率低。
发明内容
本发明的目的是提供一种机床工件坐标系原点Z向值和刀具长度测量方法,保证该方法可以减少企业购买机上测量仪和刀具预调仪的成本,实现了操作速度快,效率高,精度高,接近零成本,性价比极高。
本发明采取的技术方案具体如下:一种机床工件坐标系原点Z向值和刀具长度测量方法,该机床包括机床工作台、Z轴设定器、刀具和主轴端面,所述机床工作台的顶部放置有工件:
步骤一:采用手指轻压Z轴设定器的弹性上平面,松开手,观察Z轴设定器的指针是否归位;
步骤二:将标准圆棒横压Z轴设定器的弹性上平面;
步骤三:转动刻度圈,使Z轴设定器的指针指向“0”刻度线的位置;
步骤四:卸除主轴上的刀具,把Z轴设定器放在工件上表面;
步骤五:在主轴停转的状态下,拿起手轮脉冲发生器,移动主轴,使主轴端面轻轻压在Z轴设定器弹性上平面上;
步骤六:调整手轮脉冲发生器的移动倍率至“X1”状态,Z轴方向继续往下压,直至Z轴设定器的指针指向“0”刻度线的位置,此时在数控机床的操作面板上操作,找到“相对坐标”,把相对坐标的“Z坐标”清零;
步骤七:使主轴移动远离Z轴设定器;
步骤八:把刀具装上主轴;
步骤九:在主轴停转的状态下,拿起手轮脉冲发生器,移动主轴,使刀尖压在Z轴设定器弹性上平面上;
步骤十:调整手轮脉冲发生器的移动倍率至“X1”状态,Z轴方向继续往下压,直至Z轴设定器的指针指向“0”刻度线的位置;
步骤十一:此时数控机床显示器上“相对坐标”中“Z”轴的读数就是刀具长度h值,完成对刀具长度的测量;
步骤十二:在数控机床的操作面板上操作,找到机床坐标系中的Z向值h
可选的,所述步骤二中在将标准圆棒横压Z轴设定器的弹性上平面时,此时使弹性上平面与设定器的上基准平面高度一致。
可选的,所述步骤四中卸除主轴上的刀具之前清理干净主轴端面和工件上表面。
可选的,所述步骤六中在Z轴设定器的指针指向“0”刻度线的位置时,停止主轴的Z轴方向移动。
可选的,所述步骤七中主轴以正方向移动进而远离Z轴设定器。
可选的,所述步骤八中在刀具装载主轴上之前将刀柄、刀具和主轴内孔清理干净。
可选的,所述步骤十一中将刀具的长度值h记下,将h存储在数控机床的长度补偿寄存器中。
可选的,所述步骤十中在Z轴设定器的指针指向“0”刻度线的位置时,停止主轴的Z轴方向移动。
可选的,所述步骤十一中把h存储在数控机床的长度补偿寄存器中。
可选的,所述步骤十二中把计算结果h
本发明取得的技术效果为:
本方案采用手指轻压Z轴设定器的弹性上平面,松开手,观察Z轴设定器的指针是否归位;将标准圆棒横压Z轴设定器的弹性上平面;转动刻度圈,使Z轴设定器的指针指向“0”刻度线的位置;卸除主轴上的刀具,把Z轴设定器放在工件上表面;在主轴停转的状态下,拿起手轮脉冲发生器,移动主轴,使主轴端面轻轻压在Z轴设定器弹性上平面上;调整手轮脉冲发生器的移动倍率至“X1”状态,Z轴方向继续往下压,在数控机床的操作面板上操作,找到“相对坐标”,把相对坐标的“Z坐标”清零;使主轴移动远离Z轴设定器;把刀具装上主轴;在主轴停转的状态下,拿起手轮脉冲发生器,移动主轴,使刀尖压在Z轴设定器弹性上平面上;调整手轮脉冲发生器的移动倍率至“X1”状态,Z轴方向继续往下压,直至Z轴设定器的指针指向“0”刻度线的位置;此时数控机床显示器上“相对坐标”中“Z”轴的读数就是刀具长度h值,完成对刀具长度的测量;在数控机床的操作面板上操作,找到机床坐标系中的Z向值h
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图
图1为本发明机床坐标系原点、工件坐标系原点Z值与刀具长度的关系结构的第一视角示意图;
图2为本发明机床坐标系原点、工件坐标系原点Z值与刀具长度的关系结构的第二视角示意图;
图3为本发明的主轴端面压Z轴设定器结构示意图;
图4为本发明的刀尖压Z轴设定器结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-图4,本发明提供一种机床工件坐标系原点Z向值和刀具长度测量方法,该机床包括机床工作台、Z轴设定器、刀具和主轴端面,所述机床工作台的顶部放置有工件;
其中,在五轴联动数控机床设定工件坐标系原点的原理实质就是测量出工件坐标系原点在机床坐标系中的值,并存储在工件坐标系指令G54或G56、G57、G58、G59等的存储器里。
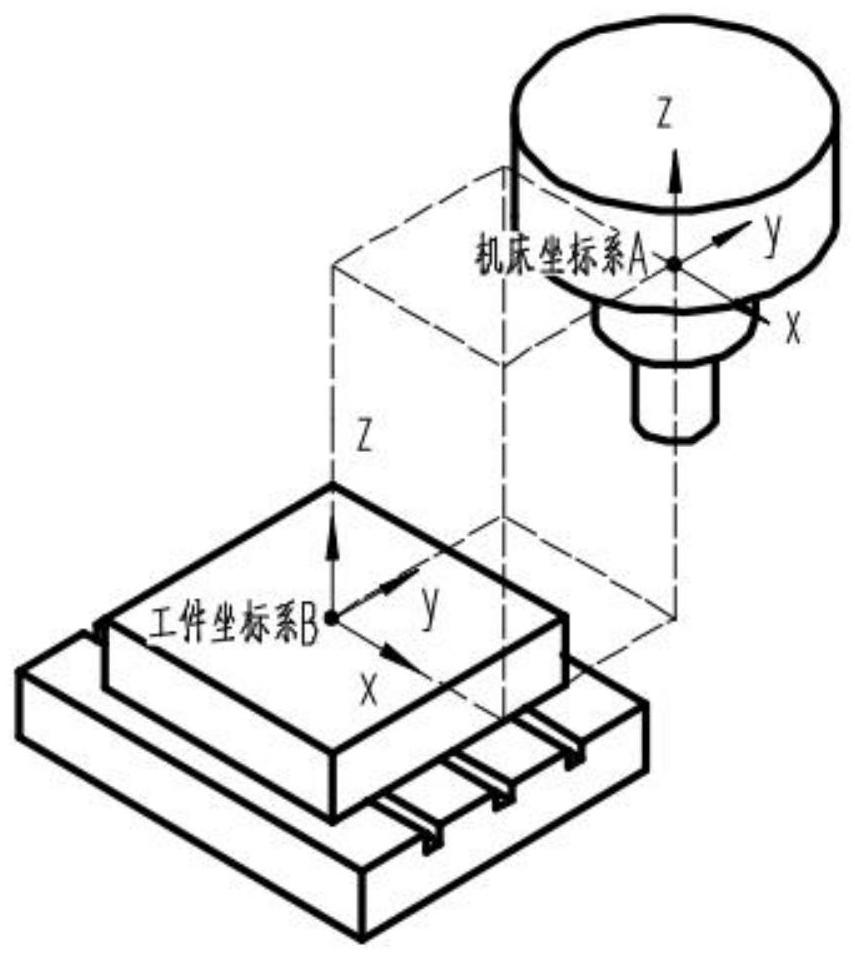
比如在图1中,A点为五轴联动数控机床的机床坐标系原点,B点为工件坐标系原点。对于点B来说,它在机床坐标系A中是有读数值的。设这个数值是(x
图1揭示了工件坐标系原点Z向值h
先要明确,在五轴联动数控机床中,刀具长度是指从主轴端面到刀尖的距离,数值永远为正。如图1示意图的刀具长度为h。
如图1所示,机床坐标系原点在图中A的位置,工件坐标系原点在正方形工件的上表面中心位置B,求刀具长度和工件坐标系B点在机床坐标系A中的值。
在该示意图中,“h”为刀具长度,“-h
“h
“h”存储在刀具长度补偿寄存器中。
在五轴联动数控机床操作的实际工作中,要准确测量出刀具长度h和工件坐标系B点在机床坐标系A的Z向值数值h
具体的,一种机床工件坐标系原点Z向值和刀具长度测量方法实现步骤如下:
采用手指轻压Z轴设定器的弹性上平面,松开手,观察Z轴设定器的指针是否归位,如此两三次,指针能归位说明Z轴设定器是好的;用直径12mm的将标准圆棒横压Z轴设定器的弹性上平面,使弹性上平面与设定器的上基准平面高度一致,保持压着的姿态不动;转动刻度圈,使Z轴设定器的指针指向“0”刻度线的位置;清理干净主轴端面和工件上表面,卸除主轴上的刀具;轻轻地把Z轴设定器放在工件上表面,平稳放好。
在主轴停转的状态下,拿起手轮脉冲发生器,移动主轴,使主轴端面轻轻压在Z轴设定器弹性上平面上。
调整手轮脉冲发生器的移动倍率至“X1”状态,Z轴方向继续往下压,直至Z轴设定器的指针指向“0”刻度线的位置,如图2所示,此时停止主轴的Z轴方向移动。此时在数控机床的操作面板上操作,找到“相对坐标”,把相对坐标的“Z坐标”清零。
使主轴以正方向移动,远离Z轴设定器,清理干净刀柄、刀具和主轴内孔,把刀具装上主轴。在主轴停转的状态下,拿起手轮脉冲发生器,移动主轴,使刀尖轻轻压在Z轴设定器弹性上平面上。
调整手轮脉冲发生器的移动倍率至“X1”状态,Z轴方向继续往下压,直至Z轴设定器的指针指向“0”刻度线的位置,如图3所示,此时停止主轴的Z轴方向移动。此时数控机床显示器上“相对坐标”中“Z”轴的读数就是刀具长度值,记下此刀具的长度值,把存储在数控机床的长度补偿寄存器中。此时完成刀具长度的测量。
在数控机床的操作面板上操作,找到机床坐标系中的Z向值,由于现在增加了Z轴设定器,所以工件坐标系B点在机床坐标系A的Z向值
h
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种刀具磨床及其机床主轴倾斜角度值的测量方法
- 刀具相对工件的参考位置的测量方法及实现所述方法的机床