铸件打磨方法、装置、电子设备和存储介质
文献发布时间:2024-01-17 01:26:37
技术领域
本申请涉及铸件加工领域,具体而言,涉及一种铸件打磨方法、装置、电子设备和存储介质。
背景技术
目前,铸件在处理的过程中,需要根据工艺的要求,进行铸件切割和铸件的打磨,而在铸件的打磨过程中,现有的方案基本是将切割过后的铸件装到变为机上,之后靠人工操作砂轮,对不同的区域(待打磨区域)使用不同的砂轮,进行打磨处理。
由此可知,现有的铸件打磨需要人工进行打磨操作,即通过人来操作机械臂控制砂轮对铸件进行打磨,然而,由于机械臂的操作复杂度以及对不同铸件打磨精度的要求,其人工成本及培训成本将会很高,且人工会因为个人状态因素、生产工艺稳定性差异、生产效率不稳定、安全隐患等问题。
发明内容
本申请实施例的目的在于提供一种铸件打磨方法、装置、电子设备和存储介质,用以实现铸件的自动化打磨和提高打磨效果。
第一方面,本发明提供一种铸件打磨方法,所述方法包括:
获取工艺参数进给量和待打磨铸件的点云图像,其中,所述待打磨铸件的点云图像由3D线扫相机扫描得到;
基于RT矩阵对所述待打磨铸件的点云图像畸变矫正处理,其中,所述RT矩阵由球形标定法标定;
选取所述待打磨铸件中的待打磨区域,并选取所述待打磨区域的四周区域作为曲面拟合的基准面区域;
根据所述基准面区域确定拟合平面,并得到曲面向量;
计算所述待打磨区域中所有点到所述拟合平面的距离,得到距离列表;
判定所述距离列表中的最大距离是否达到预设工艺精度;
当所述距离列表中的最大距离达到预设工艺精度时,基于所述距离列表中的最大距离和所述工艺参数进给量,计算打磨次数;
根据所述打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标;
根据所述曲面向量计算矫正后机械臂姿态;
基于所述矫正后机械臂姿态和所述打磨路径中的路径点坐标,打磨所述待打磨铸件。
在申请第一方面中,通过获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到,进而能够基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定,进而通过选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域,能够根据基准面区域确定拟合平面,得到曲面向量,进而能够计算待打磨区域中所有点到拟合平面的距离,得到距离列表,进而通过判定距离列表中的最大距离是否达到预设工艺精度,能够在距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数,进而能够根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标,进而能够根据曲面向量计算矫正后机械臂姿态,从而能够基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
与现有技术相比,本申请完成了从3D相机扫描到计算出砂轮的打磨路径全套自化的实现,在此过程中,不需要工人的介入和操作,大大提打磨铸件的效率和安全性,此外,按照计算出来的打磨路径中的路径点坐标,可以按照工件表面(基面)弧度进而打磨,使得打磨区域和基面区域有更好的过渡,更佳的打磨效果。
在可选的实施方式中,所述根据所述基准面区域确定拟合平面,并得到曲面向量,包括:
重复执行20次第一预设步骤,以得到第一向量集合,其中,所述第一预设步骤包括:对所述基准面区域进行随机降采样,得到降采样之后的点,基于最小二乘法拟合所述降采样之后的点,得到所述拟合平面的特征向量,所述拟合平面的特征向量为所述第一向量集合中的元素;
重复执行10次第二预设步骤,以得到第二向量集合,其中,所述第二预设步骤包括:计算所述第一向量集合的向量均值,计算所述第一向量集合中每个元素到所述第一向量集合的向量均值之间的欧式距离,并删除所述第一向量集合中欧式距离最远的元素;
计算所述第二向量集合的向量均值,并将所述第二向量集合的向量均值作为所述曲面向量。
在可选的实施方式中,所述计算所述待打磨区域中所有点到所述拟合平面的距离,包括:
基于所述拉格朗日乘子法计算所述待打磨区域中所有点到所述拟合平面的距离。
在可选的实施方式中,所述根据所述曲面向量计算矫正后机械臂姿态,包括:
基于所述距离列表中的最大距离和所述拟合平面确定最高点平面;
基于砂轮的中心点的原始位置和最高点平面确定第一参考点;
基于所述拟合平面的夹角和所述砂轮的半径,计算所述砂轮的中心点的当前位置与所述第一参考点之间的距离;
基于所述拟合平面的夹角和所述距离列表中的最大距离,计算所述第一参考点与砂轮的中心点的原始位置之间的距离;
基于所述第一参考点与所述砂轮的中心点的原始位置之间的距离、所述砂轮的中心点的当前位置与所述第一参考点之间的距离,计算得到所述砂轮的中心点的当前位置的坐标;
基于所述砂轮的中心点的当前位置的坐标和曲面向量,计算所述矫正后机械臂姿态。
在可选的实施方式中,所述基于所述砂轮的中心点的当前位置的坐标和曲面向量,计算所述矫正后机械臂姿态,包括:
基于所述砂轮的中心点的当前位置的坐标和所述曲面向量计算所述砂轮的中心点的当前位置到所述拟合平面的法相向量,并将所述法相向量作为机械臂姿态矫正后的z轴;
基于所述打磨路径的运动方向确定机械臂姿态矫正后的y轴;
基于所述机械臂姿态矫正后的y轴、所述机械臂姿态矫正后的z轴,计算得到机械臂姿态矫正后的x轴;
基于所述机械臂姿态矫正后的y轴、所述机械臂姿态矫正后的z轴和所述机械臂姿态矫正后的x轴确定y轴单位向量、z轴单位向量和x轴单位向量,并基于所述y轴单位向量、所述z轴单位向量和所述x轴单位向量计算机械臂姿态的四元数。
第二方面,本发明提供一种铸件打磨装置,所述装置包括:
获取模块,用于获取工艺参数进给量和待打磨铸件的点云图像,其中,所述待打磨铸件的点云图像由3D线扫相机扫描得到;
矫正处理模块,用于基于RT矩阵对所述待打磨铸件的点云图像畸变矫正处理,其中,所述RT矩阵由球形标定法标定;
选取模块,用于选取所述待打磨铸件中的待打磨区域,并选取所述待打磨区域的四周区域作为曲面拟合的基准面区域;
拟合模块,用于根据所述基准面区域确定拟合平面,并得到曲面向量;
第一计算模块,用于计算所述待打磨区域中所有点到所述拟合平面的距离,得到距离列表;
判断模块,用于判定所述距离列表中的最大距离是否达到预设工艺精度;
第二计算模块,用于当所述距离列表中的最大距离达到预设工艺精度时,基于所述距离列表中的最大距离和所述工艺参数进给量,计算打磨次数;
第三计算模块,用于根据所述打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标;
第四计算模块,用于根据所述曲面向量计算矫正后机械臂姿态;
打磨控制模块,用于基于所述矫正后机械臂姿态和所述打磨路径中的路径点坐标,打磨所述待打磨铸件。
在申请第一方面中,通过获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到,进而能够基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定,进而通过选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域,能够根据基准面区域确定拟合平面,得到曲面向量,进而能够计算待打磨区域中所有点到拟合平面的距离,得到距离列表,进而通过判定距离列表中的最大距离是否达到预设工艺精度,能够在距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数,进而能够根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标,进而能够根据曲面向量计算矫正后机械臂姿态,从而能够基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
与现有技术相比,本申请完成了从3D相机扫描到计算出砂轮的打磨路径全套自化的实现,在此过程中,不需要工人的介入和操作,大大提打磨铸件的效率和安全性,此外,按照计算出来的打磨路径中的路径点坐标,可以按照工件表面(基面)弧度进而打磨,使得打磨区域和基面区域有更好的过渡,更佳的打磨效果。
在可选的实施方式中,所述拟合模块,包括:
第一计算子模块,用于重复执行20次第一预设步骤,以得到第一向量集合,其中,所述第一预设步骤包括:对所述基准面区域进行随机降采样,得到降采样之后的点,基于最小二乘法拟合所述降采样之后的点,得到所述拟合平面的特征向量,所述拟合平面的特征向量为所述第一向量集合中的元素;
第二计算子模块,用于重复执行10次第二预设步骤,以得到第二向量集合,其中,所述第二预设步骤包括:计算所述第一向量集合的向量均值,计算所述第一向量集合中每个元素到所述第一向量集合的向量均值之间的欧式距离,并删除所述第一向量集合中欧式距离最远的元素;
计算所述第二向量集合的向量均值,并将所述第二向量集合的向量均值作为所述曲面向量。
在可选的实施方式中,所述第一计算模块包括:
第三计算子模块,用于基于所述拉格朗日乘子法计算所述待打磨区域中所有点到所述拟合平面的距离。
第三方面,本发明提供一种电子设备,包括:
处理器;以及
存储器,配置用于存储机器可读指令,所述指令在由所述处理器执行时,执行如前述实施方式任一项所述的铸件打磨方法。
在申请第一方面中,通过获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到,进而能够基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定,进而通过选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域,能够根据基准面区域确定拟合平面,得到曲面向量,进而能够计算待打磨区域中所有点到拟合平面的距离,得到距离列表,进而通过判定距离列表中的最大距离是否达到预设工艺精度,能够在距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数,进而能够根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标,进而能够根据曲面向量计算矫正后机械臂姿态,从而能够基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
与现有技术相比,本申请完成了从3D相机扫描到计算出砂轮的打磨路径全套自化的实现,在此过程中,不需要工人的介入和操作,大大提打磨铸件的效率和安全性,此外,按照计算出来的打磨路径中的路径点坐标,可以按照工件表面(基面)弧度进而打磨,使得打磨区域和基面区域有更好的过渡,更佳的打磨效果。
第四方面,本发明提供一种存储介质,所述存储介质存储有计算机程序,所述计算机程序被处理器执行如前述实施方式任一项所述的铸件打磨方法。
在申请第一方面中,通过获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到,进而能够基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定,进而通过选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域,能够根据基准面区域确定拟合平面,得到曲面向量,进而能够计算待打磨区域中所有点到拟合平面的距离,得到距离列表,进而通过判定距离列表中的最大距离是否达到预设工艺精度,能够在距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数,进而能够根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标,进而能够根据曲面向量计算矫正后机械臂姿态,从而能够基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
与现有技术相比,本申请完成了从3D相机扫描到计算出砂轮的打磨路径全套自化的实现,在此过程中,不需要工人的介入和操作,大大提打磨铸件的效率和安全性,此外,按照计算出来的打磨路径中的路径点坐标,可以按照工件表面(基面)弧度进而打磨,使得打磨区域和基面区域有更好的过渡,更佳的打磨效果。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1是本申请实施例公开的一种铸件打磨方法的流程示意图;
图2是本申请实施例提供的一种降采样拟合平面的方程示意图;
图3是本申请实施例提供的另一种降采样拟合平面的方程示意图;
图4是本申请实施例提供的一种机械臂的z方向上的坐标补偿示意图;
图5是本申请实施例公开的一种铸件打磨装置的结构示意图;
图6是本申请实施例公开的一种电子设备的结构示意。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行描述。
实施例一
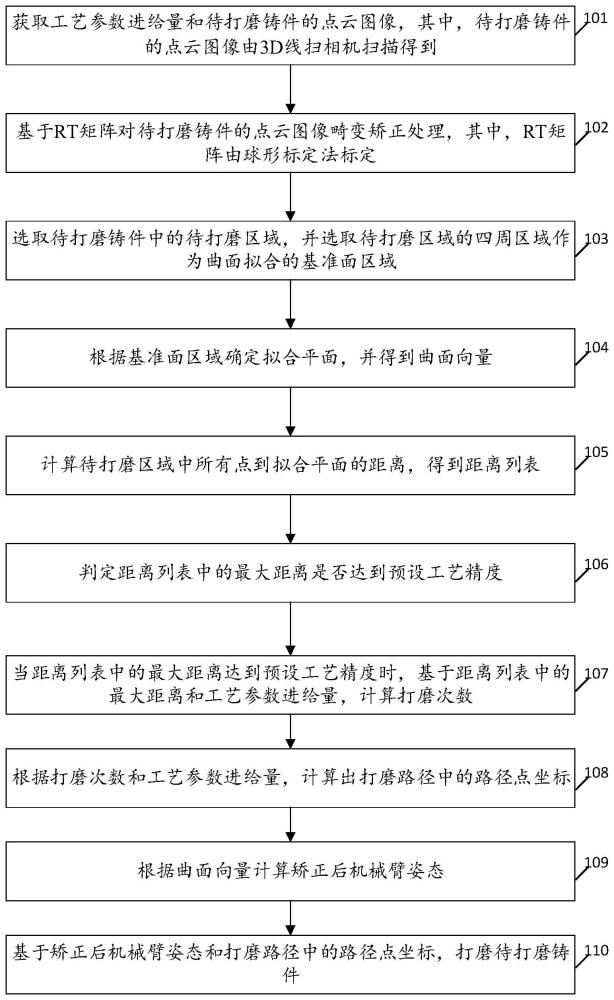
请参阅图1,图1是本申请实施例公开的一种铸件打磨方法的流程示意图,如图1所示,本申请实施例的方法包括以下步骤:
101、获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到;
102、基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定;
103、选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域;
104、根据基准面区域确定拟合平面,并得到曲面向量;
105、计算待打磨区域中所有点到拟合平面的距离,得到距离列表;
106、判定距离列表中的最大距离是否达到预设工艺精度;
107、当距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数;
108、根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标;
109、根据曲面向量计算矫正后机械臂姿态;
110、基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
在本申请实施例中,通过获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到,进而能够基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定,进而通过选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域,能够根据基准面区域确定拟合平面,得到曲面向量,进而能够计算待打磨区域中所有点到拟合平面的距离,得到距离列表,进而通过判定距离列表中的最大距离是否达到预设工艺精度,能够在距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数,进而能够根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标,进而能够根据曲面向量计算矫正后机械臂姿态,从而能够基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
与现有技术相比,本申请实施例了完成从3D相机扫描到计算出砂轮的打磨路径全套自化的实现,在此过程中,不需要工人的介入和操作,大大提打磨铸件的效率和安全性,此外,按照计算出来的打磨路径中的路径点坐标,可以按照工件表面(基面)弧度进而打磨,使得打磨区域和基面区域有更好的过渡,更佳的打磨效果。
在本申请实施例中,针对步骤101,工艺参数进给量是指砂轮在进给运动方向上相对铸件的位移量,例如,假设铸件需要打磨10mm,则工艺参数进给量可以是10mm。
在本申请实施例中,针对步骤101,3D线扫相机能够发出激光对待打磨铸件进行扫描,从而能够点云图像,其中,关于点云图像请参阅现有技术,本申请实施例对此不作赘述。
在本申请实施例中,针对步骤102,关于RT矩阵和球形标定法,请参阅现有技术,本申请实施例对此不作限定。
在本申请实施例中,作为一种示例,在工艺参数中配置进给量j,进而从3D线扫相机中获得点云图像,记为pcloud.pcd,进而使用球形标定法[标定出来的RT矩阵,对pcloud.pcd进行畸变矫正处理,进而选取待打磨区域B,选取区域B四周区域A作为曲面拟合基准面区域,进而根据基准面区域A可确定拟合平面的方程f=ax2+by2+cz2+dxy+eyz+fzx+gx+hy+jz+k,并求出曲面向量,其中,曲面向量为[a,b,c,d,e,f,g,h,j,k],进而通过计算待打磨区域B中所有点points到曲面方程f的距离,求出d_list,进而判定距离列表d_list中的最大距离d_list_maxh是否达到工艺的精度要求,进而步骤6中的最大距离d_list_maxh和需要的工艺参数进给量j计算打磨次数n_polish,进而根据打磨次数n_polish和进给量j,计算出打磨路径上一个点的坐标(x,y,z),从而根据曲面向量[a,b,c,d,e,f,g,h,j,k]计算矫正后机械臂姿态[q1,q2,3,q4],进而将计算之后的结果route[[x,y,z,q1,q2,q3,q4]…[x
在本申请实施例中,作为一种可选的实施方式,步骤104:根据基准面区域确定拟合平面,得到曲面向量,包括以下子步骤:
重复执行20次第一预设步骤,以得到第一向量集合,其中,第一预设步骤包括:对基准面区域进行随机降采样,得到降采样之后的点,基于最小二乘法拟合降采样之后的点,得到拟合平面的特征向量,拟合平面的特征向量为第一向量集合中的元素;
重复执行10次第二预设步骤,以得到第二向量集合,其中,第二预设步骤包括:计算第一向量集合的向量均值,计算第一向量集合中每个元素到第一向量集合的向量均值之间的欧式距离,并删除第一向量集合中欧式距离最远的元素;
计算第二向量集合的向量均值,并将第二向量集合的向量均值作为曲面向量。
在本可选的实施方式中,通过第一向量集合能够计算得到第二向量集合,进而能够将第二向量集合的向量均值作为曲面向量。
在本可选的实施方式中,示例性地,请参阅图2,图2是本申请实施例提供的一种降采样拟合平面示意图。如图2所示,假设曲面方程为:ax2+by2+cz2+dxy+eyz+fzx+gx+hy+jz+k,则在第一次执行第一预设步骤时,如图3所示,采样1得到的降采样之后的点与曲面方程1拟合,可得到特征向量1,特征向量1为V
在本申请实施例中,作为一种可选的实施方式,步骤105:计算待打磨区域中所有点到拟合平面的距离,包括以下子步骤:
基于拉格朗日乘子法计算待打磨区域中所有点到拟合平面的距离。
在本可选的实施方式中,通过拉格朗日乘子法能够计算待打磨区域中所有点到拟合平面的距离。
在本可选的实施方式中,关于拉格朗日乘子法,请参阅现有技术,本申请实施例对此不作赘述。
在本申请实施例中,作为一种可选的实施方式,步骤109:根据曲面向量计算矫正后机械臂姿态,包括:
基于距离列表中的最大距离和拟合平面确定最高点平面;
基于砂轮的中心点的原始位置和最高点平面确定第一参考点;
基于拟合平面的夹角和砂轮的半径,计算砂轮的中心点的当前位置与第一参考点之间的距离;
基于拟合平面的夹角和距离列表中的最大距离,计算第一参考点与砂轮的中心点的原始位置之间的距离;
基于第一参考点与砂轮的中心点的原始位置之间的距离、砂轮的中心点的当前位置与第一参考点之间的距离,计算得到砂轮的中心点的当前位置的坐标;
基于砂轮的中心点的当前位置的坐标和曲面向量,计算矫正后机械臂姿态。
在本可选的实施方式中,更加具体地,基于砂轮的中心点的当前位置的坐标和曲面向量,计算矫正后机械臂姿态的一种具体方式为:
基于砂轮的中心点的当前位置的坐标和曲面向量计算砂轮的中心点的当前位置到拟合平面的法相向量,并将法相向量作为机械臂姿态矫正后的z轴;
基于打磨路径的运动方向确定机械臂姿态矫正后的y轴;
基于机械臂姿态矫正后的y轴、机械臂姿态矫正后的z轴,计算得到机械臂姿态矫正后的x轴;
基于机械臂姿态矫正后的y轴、机械臂姿态矫正后的z轴和机械臂姿态矫正后的x轴确定y轴单位向量、z轴单位向量和x轴单位向量,并基于y轴单位向量、z轴单位向量和x轴单位向量计算机械臂姿态的四元数。
在上述可选的实施方式中,通常砂轮会沿着待打磨铸件的底部开始打磨,进而按照预设打磨路径,由下至上对待打磨铸件,例如,如图4所示,砂轮以拟合平面f为打磨路径,由下至上对待打磨铸件,在这一过程中,如果砂轮的下一时刻需要对待进行打磨,此时,需要提高砂轮的高度,使砂轮的底部对打磨铸件的最高点待打磨铸件的最高点进行打磨,因此需要计算砂轮抬高后的坐标,其中,砂轮抬高后的坐标是指砂轮的中心点的坐标,具体地,如图4所示,假设砂轮的中心点为点A,则点A的坐标可通过以下步骤计算得到:
首先,假设当前时刻,砂轮的中心点在图4中的点C位置,则由于砂轮的中心点从点C变化到点A,仅z坐标发生了变化,而x坐标和y坐标没有改变,因此,点C的x坐标和y坐标可作为点A的x坐标和y坐标,最终,要计算点A的完整坐标,只剩需要计算点A的z坐标;
其次,针对点A的z坐标,通过点A到点C之间的直线距离和点C的z坐标可计算得到,进一步地,基于拟合平面f和d_list_maxh(图4中用maxh表示)可计算得到最高点平面,进而直线AC与最高点平面相交于点B,点B的x坐标、y坐标与点C的x坐标、y坐标相同,这样一来,直线AC=AB+BC。
进一步地,如图4所示,拟合平面f与Base坐标系水平线z=0形成的夹角为a,由于最高点平面平行于拟合平面f,因此可知,BC=d_list_maxh/cosa,同理,AB=R/cosa,进而有AC=AB+BC=R/cosa+d_list_maxh/cosa,从而可计算得到点A的z坐标,最终,点A的完整坐标可表示为f(x,y)+d_list_maxh/cosa+R/cosa。
相应地,在计算出砂轮中心点在点A的完整坐标后,可基于点A的完整坐标计算点A到拟合平面f的法相向量,并将该法相向量作为机械臂矫正后的z轴,同时,将预设打磨路径的运动方向作为机械臂姿态矫正后的y轴,例如将点A的y轴作为机械臂姿态矫正后的y轴,进而基于机械臂姿态矫正后的y轴和机械臂姿态矫正后的z轴,计算出机械臂姿态矫正后的x轴,从而可根据机械臂姿态矫正后的y轴、机械臂姿态矫正后的y轴、机械臂姿态矫正后的y轴可取x轴、y轴和z轴上的单位向量,最终可基于x轴、y轴和z轴上的单位向量求得机械臂姿态四元数。需要说明的是,关于四元数和如何基于x轴、y轴和z轴的单位向量求得机械臂姿态四元数,请参阅现有技术,本申请实施例对此不作赘述。
实施例二
请参阅图5,图5是本申请实施例公开的一种铸件打磨装置的结构示意图,如图5所示,本申请实施例的装置包括以下功能模块:
获取模块201,用于获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到;
矫正处理模块202,用于基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定;
选取模块203,用于选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域;
拟合模块204,用于根据基准面区域确定拟合平面,得到曲面向量;
第一计算模块205,用于计算待打磨区域中所有点到拟合平面的距离,得到距离列表;
判断模块206,用于判定距离列表中的最大距离是否达到预设工艺精度;
第二计算模块207,用于当距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数;
第三计算模块208,用于根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标;
第四计算模块209,用于根据曲面向量计算矫正后机械臂姿态;
打磨控制模块210,用于基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
在本申请实施例中,通过获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到,进而能够基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定,进而通过选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域,能够根据基准面区域确定拟合平面,得到曲面向量,进而能够计算待打磨区域中所有点到拟合平面的距离,得到距离列表,进而通过判定距离列表中的最大距离是否达到预设工艺精度,能够在距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数,进而能够根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标,进而能够根据曲面向量计算矫正后机械臂姿态,从而能够基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
与现有技术相比,本申请实施例了完成从3D相机扫描到计算出砂轮的打磨路径全套自化的实现,在此过程中,不需要工人的介入和操作,大大提打磨铸件的效率和安全性,此外,按照计算出来的打磨路径中的路径点坐标,可以按照工件表面(基面)弧度进而打磨,使得打磨区域和基面区域有更好的过渡,更佳的打磨效果。
在本申请实施例中,作为一种可选的实施方式,拟合模块,包括:
第一计算子模块,用于重复执行20次第一预设步骤,以得到第一向量集合,其中,第一预设步骤包括:对基准面区域进行随机降采样,得到降采样之后的点,基于最小二乘法拟合降采样之后的点,得到拟合平面的特征向量,拟合平面的特征向量为第一向量集合中的元素;
第二计算子模块,用于重复执行10次第二预设步骤,以得到第二向量集合,其中,第二预设步骤包括:计算第一向量集合的向量均值,计算第一向量集合中每个元素到第一向量集合的向量均值之间的欧式距离,并删除第一向量集合中欧式距离最远的元素;
计算第二向量集合的向量均值,并将第二向量集合的向量均值作为曲面向量。
在本申请实施例中,作为一种可选的实施方式,第一计算模块包括:
第三计算子模块,用于基于拉格朗日乘子法计算待打磨区域中所有点到拟合平面的距离。
需要说明的是,关于本申请实施例的装置的其他详细说明,请参阅本申请实施例一的相关说明,本申请实施例对此不作赘述。
实施例三
请参阅图6,图6是本申请实施例公开的一种电子设备的结构示意图,如图6所示,本申请实施例的电子设备包括:
处理器301;以及
存储器302,配置用于存储机器可读指令,指令在由处理器301执行时,执行如本申请实施例一提供的铸件打磨方法。
在本申请实施例中,通过获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到,进而能够基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定,进而通过选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域,能够根据基准面区域确定拟合平面,得到曲面向量,进而能够计算待打磨区域中所有点到拟合平面的距离,得到距离列表,进而通过判定距离列表中的最大距离是否达到预设工艺精度,能够在距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数,进而能够根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标,进而能够根据曲面向量计算矫正后机械臂姿态,从而能够基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
与现有技术相比,本申请实施例了完成从3D相机扫描到计算出砂轮的打磨路径全套自化的实现,在此过程中,不需要工人的介入和操作,大大提打磨铸件的效率和安全性,此外,按照计算出来的打磨路径中的路径点坐标,可以按照工件表面(基面)弧度进而打磨,使得打磨区域和基面区域有更好的过渡,更佳的打磨效果。
实施例四
本申请实施例提供一种存储介质,其中,该存储介质存储有计算机程序,计算机程序被处理器执行如本申请实施例第一提供的铸件打磨方法。
在本申请实施例中,通过获取工艺参数进给量和待打磨铸件的点云图像,其中,待打磨铸件的点云图像由3D线扫相机扫描得到,进而能够基于RT矩阵对待打磨铸件的点云图像畸变矫正处理,其中,RT矩阵由球形标定法标定,进而通过选取待打磨铸件中的待打磨区域,并选取待打磨区域的四周区域作为曲面拟合的基准面区域,能够根据基准面区域确定拟合平面,得到曲面向量,进而能够计算待打磨区域中所有点到拟合平面的距离,得到距离列表,进而通过判定距离列表中的最大距离是否达到预设工艺精度,能够在距离列表中的最大距离达到预设工艺精度时,基于距离列表中的最大距离和工艺参数进给量,计算打磨次数,进而能够根据打磨次数和工艺参数进给量,计算出打磨路径中的路径点坐标,进而能够根据曲面向量计算矫正后机械臂姿态,从而能够基于矫正后机械臂姿态和打磨路径中的路径点坐标,打磨待打磨铸件。
与现有技术相比,本申请实施例了完成从3D相机扫描到计算出砂轮的打磨路径全套自化的实现,在此过程中,不需要工人的介入和操作,大大提打磨铸件的效率和安全性,此外,按照计算出来的打磨路径中的路径点坐标,可以按照工件表面(基面)弧度进而打磨,使得打磨区域和基面区域有更好的过渡,更佳的打磨效果。
在本申请所提供的实施例中,应该理解到,所揭露装置和方法,可以通过其它的方式实现。以上所描述的装置实施例仅仅是示意性的,例如,单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,又例如,多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另一点,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些通信接口,装置或单元的间接耦合或通信连接,可以是电性,机械或其它的形式。
另外,作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本实施例方案的目的。
再者,在本申请各个实施例中的各功能模块可以集成在一起形成一个独立的部分,也可以是各个模块单独存在,也可以两个或两个以上模块集成形成一个独立的部分。
需要说明的是,功能如果以软件功能模块的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本申请的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本申请各个实施例方法的全部或部分步骤。而前述的存储介质包括:U盘、移动硬盘、只读存储器(Read-OnlyMemory,ROM)随机存取存储器(RandomAccessMemory,RAM)、磁碟或者光盘等各种可以存储程序代码的介质。
在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。
以上仅为本申请的实施例而已,并不用于限制本申请的保护范围,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。