涂覆磨料膜带
文献发布时间:2023-06-19 12:14:58
技术领域
本发明整体涉及涂覆磨料制品,诸如具有改进的强度和耐久性的涂覆磨料膜带,以及制造和使用所述涂覆磨料制品的方法。
背景技术
磨料制品诸如涂覆磨料在各种行业中用于加工工件,诸如通过研磨、磨削和抛光进行加工。使用磨料制品的表面处理涵盖从初始粗材料去除到高精度精加工和亚微米级表面抛光等广泛的行业范围。
有效且高效地磨蚀高性能金属、陶瓷和金属陶瓷工业零件(诸如钻头部件和飞机发动机零件),带来了许多加工挑战。
生产此类零件的行业对影响运营成本的因素很敏感,包括制备表面的速度、用于制备表面的材料的成本以及与制备表面所花费的时间相关的成本。
因此,仍然需要改善的磨料产品和方法,其能够提供增强的磨料加工性能、效率和改善的表面质量。
附图说明
通过参考附图,可以更好地理解本公开,并且让本公开的众多特征和优点对于本领域的技术人员显而易见。
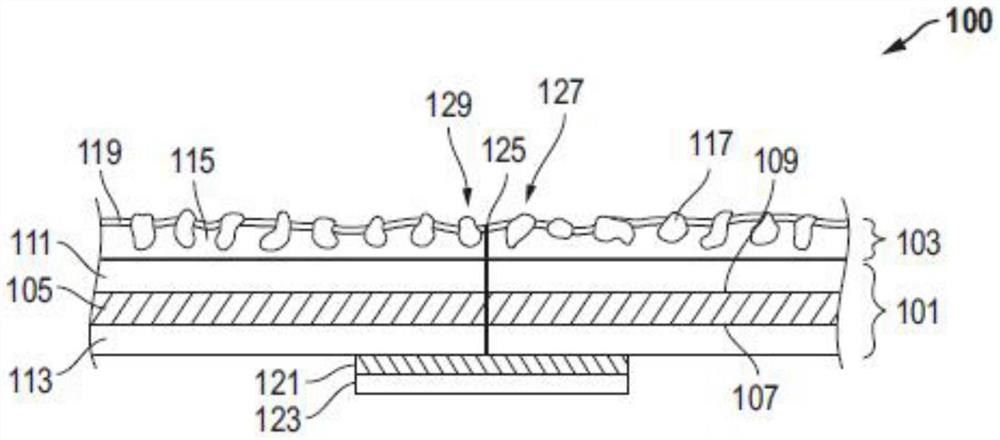
图1是包括接头的涂覆磨料膜带的实施例的剖视图的图示。
图2是包括接头的涂覆磨料膜带的实施例的顶视图的图示。
图3是制造涂覆磨料膜的方法的实施例的流程图。
图4是将涂覆磨料膜制成涂覆磨料膜带的方法的实施例的流程图。
图5是提供常规磨料制品和本公开的磨料制品的其他实施例的工件加工量的比较数据的图表。
图6是提供常规磨料制品和本公开的磨料制品的其他实施例的工件加工量的比较数据的图表。
在不同附图中,使用相同的参考符号来表示相似或相同的项。
具体实施方式
提供以下结合附图的描述以帮助理解本文所公开的教导内容。以下论述将集中于本教导内容的具体实施方式和实施例。提供该重点是为了帮助描述教导内容,并且不应该被解释为是对本教导内容的范围或适用性的限制。
当提及值时,术语“平均”旨在表示平均值、几何平均值或中值。如本文所用,术语“由……构成”、“包括”、“包含”、“具有”、“有”或它们的任何其他变型旨在涵盖非排他性的包含之意。例如,包含特征列表的工艺、方法、物件或设备不一定仅限于那些特征,而是可包括没有明确列出或这类工艺、方法、物件或设备所固有的其他特征。如本文所用,短语“基本上由……组成”或“基本上包括”是指该短语描述的主体不包括在实质上影响主体的特性的任何其他组分。
另外,除非另有明确说明,否则“或”是指包括性的“或”而非排他性的“或”。例如,以下任何一项均可满足条件A或B:A为真(或存在的)而B为假(或不存在的)、A为假(或不存在的)而B为真(或存在的),以及A和B两者都为真(或存在的)。
采用“一个”或“一种”来描述本文所述的元件和部件。这样做仅是为了方便并且给出本发明范围的一般性意义。除非很明显地另指他意,否则这种描述应被理解为包括一个或至少一个,并且单数也包括复数,或反之亦然。
此外,对以范围表示的值的引用包括该范围内的每个值和所有各值。当术语“约”或“大约”在数值之前时,诸如在描述数值范围时,旨在还包括精确的数值。例如,以“约25”开始的数值范围旨在还包括恰好以25开始的范围。此外,应当理解,对所述“至少约”、“大于”、“小于”或“不大于”的值的引用可包括其中定义的任何最小值或最大值的范围。
如本文所用,短语“平均粒径”可指平均粒径、均值粒径或中值粒径,在本领域中通常也称为D50。
除非另有定义,否则本文使用的所有技术术语和科技术语都与本发明所属领域的普通技术人员通常理解的含义相同。材料、方法和实例仅是说明性的而非限制性的。关于本文未述的方面,关于特定材料和加工行为的许多详细信息是常规的,并且能在涂覆磨料工艺领域的教科书及其他来源中找到。
图1示出了涂覆磨料带100实施例的剖视图的图示。如图1所示,涂覆磨料带可包括磨料膜,该磨料膜包括接头(诸如对接接头)。磨料膜可包括设置在背衬材料101(在本文也称为“背衬”)上的磨料层103。背衬材料101可包括具有第一主表面109和第二主表面107的背衬基底105,其中在背衬基底的第一主表面109上设置有聚合物前涂层组合物111层(在本文也称为“前涂层”),并且其中在背衬基底的第二主表面107上设置有聚合物背涂层组合物113层(在本文也称为“背涂层”)。磨料层可包括分散在聚合物粘结剂组合物115层(在本文也称为“底胶层”)上或聚合物粘结剂组合物层中的多个磨料颗粒117。聚合物粘结剂组合物115层可设置成与聚合物前涂层组合物111直接接触。可在聚合物粘结剂组合物115和磨料颗粒117上方设置有聚合物复胶层组合物119层(在本文也称为“复胶层”)。此外,可在复胶层组合物119上方设置有任选的聚合物顶胶层组合物层(未示出)。接头125可包括:磨料膜的第一端部127,该第一端部邻接磨料膜的第二端部129;聚合物接头粘合剂121层,该聚合物接头粘合剂层设置在第一端部127的背涂层113和第二端部129的背涂层113上;以及接头胶带123,该接头胶带设置在聚合物接头粘合剂121上方。
图2示出了涂覆的磨料带200实施例的顶视图的图示。如图2所示,涂覆的磨料带200可包括接头225。接头225(诸如对接接头)可包括磨料膜的第一端部227,该第一端部邻接磨料膜的第二端部229。可诸如通过电晕处理或其他表面能处理来对邻近接头225的区域231进行表面处理。在区域231中,可在磨料膜的与第一端部227上的背涂层和第二端部229上的背涂层接触的下侧上设置有聚合物接头粘合剂。接头胶带可设置成覆盖在聚合物接头粘合剂上。磨料颗粒217可设置在磨料层203中,该磨料层是磨料制品的工作表面(在本文也称为“磨料表面”或“顶表面”)。
图3是制造涂覆磨料膜的方法300的实施例的流程图的图示。步骤302包括在背衬基底的第一主表面上设置聚合物前涂层组合物层(在本文也称为“前涂层”)。步骤304包括在背衬基底的第二主表面上设置聚合物背涂层组合物层(在本文也称为“背涂层”)。在一个实施例中,步骤302和步骤304可同时完成。在另一实施例中,步骤302和步骤304可分开完成。步骤306包括在前涂层上设置聚合物底胶层组合物层(在本文也称为“底胶层”)。步骤308包括在底胶层上或底胶层中设置多个磨料颗粒。步骤310包括在磨料颗粒和底胶层上方设置聚合物复胶层组合物(在本文也称为“复胶层”)以形成涂覆磨料膜。涂覆磨料膜可用作抛光膜,可形成为磨料带(抛光带),或可转变(即,切割)成不同的形状,诸如盘、片或其他形状。
图4是由通过方法300生产的磨料膜制造磨料带的方法400的实施例的流程图的图示。步骤402包括使磨料膜的第一端部与磨料膜的第二端部接触以形成接头,使得第一端部和第二端部彼此邻接并且磨料膜形成环路。步骤404包括在邻近接头的区域中在第一端部和第二端部的背涂层上设置接头粘合剂。步骤406包括在接头粘合剂上方设置接头胶带。步骤408包括施加压力和热量以粘附接头胶带并固化接头粘合剂。
如前所述,背衬材料101(“背衬”)包括具有第一主表面109(第一侧)和第二主表面107(第二侧)的背衬基底105,其中在背衬基底的第一主表面109上设置有聚合物前涂层组合物111层(在本文也称为“前涂层”),并且其中在背衬基底的第二主表面107上设置有聚合物背涂层组合物113层(在本文也称为“背涂层”)。在一个实施例中,背衬材料101可有利地是柔性的,但也可抗卷曲并且在静止时平放。背衬材料101可包含期望的物理、化学、机械和/或性能属性和/或特征的适当组合,以结合如本文更详细描述的磨料颗粒产生有利的磨料性能。
背衬基底可包含聚合物膜,诸如聚烯烃膜(例如,聚丙烯,包括双轴向取向的聚丙烯)、聚酯膜(例如,聚对苯二甲酸乙二醇酯)、聚酰胺膜或纤维素酯膜;金属箔;网片;泡沫(例如,天然海绵材料或聚氨酯泡沫)、布(例如,由纤维或纱线制成的布,包含聚酯、尼龙、丝绸、棉线、聚酯棉、人造丝或它们的组合);纸;硬化纸;硫化橡胶;硫化纤维;非织造材料;它们的组合。在一个实施例中,聚合物膜可为经表面能改性的膜,诸如带底漆的膜、经电晕处理的膜、经等离子体处理的膜、经化学处理的膜或它们的组合。在具体实例中,背衬基底可包含已经化学上底漆且经电晕处理或经等离子体处理的聚酯膜。合适的化学底漆可包括酰亚胺型底漆,诸如聚乙烯亚胺等。
背衬基底可具有在有益范围内的表面能。在一个实施例中,膜的表面能可为不小于5dyne/cm
背衬基底可具有在有益范围内的厚度。在一个实施例中,膜的厚度可为不小于1mil,诸如至少2mil、至少2.5mil、至少3mil、至少3.5mil、至少4mil或、至少4.5mil。在一个实施例中,厚度可为不大于9mil,诸如不大于8mil、不大于7.5mil、不大于7mil、不大于6.5mil或不大于6mil。厚度的量可在包括前述上限和下限的任一对的范围内。在一个实施例中,聚合物膜可具有不小于1mil至不大于9mil,诸如2mil至8mil、诸如2.5mil至7.5mil、诸如3mil至7mil或50mil至60mil的厚度量。
在一个实施例中,在背衬基底的第一主表面109上设置有聚合物前涂层组合物111层(“前涂层”)。在一个实施例中,聚合物前涂层组合物可包括聚乙烯组合物。聚乙烯组合物可包括低密度聚乙烯(LDPE)、线性低密度聚乙烯(LLDPE)、高密度聚乙烯(HDPE)、中密度聚乙烯(MDPE)或超高分子量聚乙烯(UHMWPE)。在一个具体实施例中,聚合物前涂层组合物包括低密度聚乙烯。
前涂层可具有在有益范围内的厚度。在一个实施例中,膜的厚度可为不小于0.25mil,诸如至少0.5mil、至少0.75mil、至少1.0mil、至少1.25mil、至少1.5mil或、至少1.75mil。在一个实施例中,厚度可为不大于5mil,诸如不大于4mil、不大于3.5mil、不大于3mil、不大于2.75mil或不大于2.5mil。厚度的量可在包括前述上限和下限的任一对的范围内。在一个实施例中,聚合物膜可具有不小于0.25mil至不大于5mil、诸如1mil至3mil、诸如1.5mil至2.5mil的厚度量。
在一个实施例中,在背衬基底的第二主表面107上设置有聚合物背涂层组合物113层(“背涂层”)。在一个实施例中,聚合物背涂层组合物可包括丙烯酸酯组合物。丙烯酸酯组合物可包括丙烯酸乙酯、乙烯丙烯酸酯、乙烯-丙烯酸乙酯(EEA)、丙烯酸甲酯、乙烯丙烯酸甲酯(EMA)共聚物、丙烯酸丁酯、乙烯和丙烯酸丁酯的共聚物(EBA)、乙烯丙烯酸酯三元共聚物(即,乙烯、丙烯酸酯和马来酸酐的三元共聚物)或它们的组合。在一个具体实施例中,背涂层组合物包括1)乙烯和丙烯酸丁酯(EBA)的共聚物和2)乙烯丙烯酸酯三元共聚物(即,乙烯、丙烯酸酯和马来酸酐的三元共聚物)的混合物。
背涂层可具有在有益范围内的厚度。在一个实施例中,膜的厚度可为不小于0.1mil,诸如至少0.2mil、至少0.3mil、至少0.4mil、至少0.5mil、至少0.6mil、至少0.7mil或至少0.8mil。在一个实施例中,厚度可为不大于3mil,诸如不大于2mil、不大于1.8mil、不大于1.7mil、不大于1.6mil、不大于1.5mil、不大于1.4mil、不大于1.3mil或不大于1.2mil。厚度的量可在包括前述上限和下限的任一对的范围内。在一个实施例中,聚合物膜可具有不小于0.1mil至不大于3mil、诸如0.25mil至2.5mil、诸如0.5mil至2mil的厚度量。
在一个实施例中,涂覆磨料带可包括磨料膜,该磨料膜包括接头(在本文也称为“拼接处”)。在一个实施例中,接头可包括搭接接头、对接接头或它们的组合。接头可诸如利用胶带或其他合适的支撑基底来增强。接头可包括接头粘合剂。在一个实施例中,接头可为包括接头胶带和接头粘合剂的对接接头。
在一个实施例中,接头胶带可包含聚合物膜(包括带底漆的膜),诸如聚烯烃膜(例如,聚乙烯或聚丙烯,包括双轴向取向的聚丙烯)、聚酯膜(例如,聚对苯二甲酸乙二醇酯或液晶聚合物)、聚酰胺膜、纤维素酯膜或它们的任何组合;金属箔;网片;泡沫(例如,天然海绵材料或聚氨酯泡沫);布(例如,由纤维或纱线制成的布,包含聚酯、尼龙、丝绸、棉线、聚酯棉或人造丝);纸;非织造材料;或它们的任意组合。在一个具体实施例中,接头胶带可包含聚合物膜,诸如聚酯膜、聚酰胺膜、聚芳酰胺膜、聚酰亚胺膜、聚烯烃或它们的任意组合。在一个特定实施例中,接头胶带可包含聚对苯二甲酸乙二醇酯(PET)膜。
在一个实施例中,接头粘合剂可包含聚烯烃组合物、聚酰胺组合物、丙烯酸类组合物、环氧组合物、聚酯组合物、聚氨酯组合物或它们的组合。在一个具体实施例中,接头粘合剂可为环氧组合物、聚酯组合物或聚氨酯组合物。
在一个实施例中,磨料层可包括分散在聚合物粘结剂115层(“底胶层”)上或聚合物粘结剂中的多个磨料颗粒117。在一个实施例中,磨料颗粒可与聚合物粘结剂一起共混以形成磨料浆料,其中磨料颗粒分散在整个粘结剂制剂中。替代地,可将聚合物粘结剂组合物涂覆至背衬材料上,然后将磨料颗粒施加在粘结剂组合物上方。任选地,可通过模制、压制或加工磨料层而在磨料层中形成图案。
磨料颗粒可包括氧化铝、碳化硅、二氧化硅、二氧化铈和更硬的高性能超级磨料颗粒,诸如立方氮化硼和金刚石。磨料颗粒可基本上是单相无机材料、混合相材料或它们的组合。另外,磨料颗粒可包括复合微粒材料,诸如聚集体,其可通过浆料加工途径形成,这些途径包括通过挥发或蒸发除去液体载体,留下未烧制的(“生”)聚集体,其可任选地经受高温处理(即,焙烧、烧结)以形成可用的、经焙烧的聚集体。此外,磨料层可包括工程化磨料,其包括宏观结构和特定的三维结构。
磨料颗粒可由磨料颗粒中的任一者或其组合形成,包括二氧化硅、氧化铝(陶瓷、熔融或烧结)、氧化锆、氧化锆/氧化铝、碳化硅、石榴石、金刚石、立方氮化硼、氮化硅、二氧化铈、二氧化钛、二硼化钛、碳化硼、氧化锡、碳化钨、碳化钛、氧化铁、氧化铬、燧石、金刚砂。例如,磨料颗粒可选自由以下项构成的组:二氧化硅、氧化铝、氧化锆、碳化硅、氮化硅、氮化硼、石榴石、金刚石、共熔氧化铝氧化锆、二氧化铈、二硼化钛、碳化硼、燧石、金刚砂、氮化铝以及它们的共混物。通过使用由金刚石组成的磨料颗粒形成特定实施例。
在一个实施例中,磨料颗粒可为金刚石颗粒(在本文也称为“金刚石”)、立方氮化硼颗粒或它们的组合。在一个实施例中,磨料颗粒包含金刚石。金刚石可为单晶的、多晶的或它们的组合。金刚石可为天然金刚石、合成金刚石、金属涂覆的金刚石、树脂涂覆的金刚石或它们的组合。磨料颗粒可为松散金刚石、金刚石附聚物、金刚石聚集体或它们的组合。
在具体实施例中,超硬磨料颗粒包括立方氮化硼和金刚石颗粒。这些超硬磨料颗粒可为天然的(例如,天然金刚石)或合成的(例如,立方氮化硼和合成金刚石)产品。超硬磨料颗粒可具有与它们相关联的块状形状,或者可替代地,具有针状形状。超硬磨料颗粒可经表面涂覆或不经表面涂覆。在一个实施例中,可使用超硬磨料颗粒和常规磨料颗粒(例如,氧化铝、碳化硅、二氧化铈和二氧化硅)的混合物。
磨料颗粒可以具有特定形状,诸如棒形、三角形、锥体、锥形、实心球、空心球等等。可替代地,磨料颗粒可为随机形状。
磨料颗粒可在有益的尺寸范围内、匹配有益的尺寸分布或它们的组合。在一个实施例中,磨料颗粒可具有不小于1微米的平均粒度,诸如至少2微米、至少3微米、至少5微米、至少10微米、至少15微米、至少20微米或至少25微米。在一个实施例中,平均粒度可为不大于500微米,诸如不大于400微米、不大于300微米、不大于200微米、不大于150微米或不大于125微米。平均粒度可在包括前述上限和下限的任一对的范围内。在一个实施例中,磨料颗粒可具有不小于5微米至不大于250微米,诸如10微米至200微米、诸如15微米至150微米、诸如20微米至125微米的平均粒度。
如前所述,聚合物粘结剂组合物115层可设置成与聚合物前涂层组合物111直接接触。在一个特定方面,聚合物粘结剂组合物115可由单一聚合物或聚合物的共混物形成。
粘结剂组合物可由环氧树脂组合物、丙烯酸组合物、酚类组合物、聚氨基甲酸酯组合物、脲甲醛组合物、聚硅氧烷组合物或它们的组合形成。此外,粘结剂组合物可包含活性填料颗粒、添加剂或它们的组合,如本文所述。
粘结剂组合物通常包括聚合物基体,其将磨料颗粒粘结到背衬或柔顺涂层(如果存在此类柔顺涂层的话)上。通常,粘结剂组合物由固化的粘结剂组合物形成。在一个实施例中,粘结剂组合物包含聚合物组分和分散相。
粘结剂组合物可包括用于制备聚合物的一种或多种反应成分或聚合物成分。聚合物成分可包含单体分子、聚合物分子或它们的组合。粘结剂组合物可包含选自由以下项构成的组:溶剂、增塑剂、链转移剂、催化剂、稳定剂、分散剂、固化剂、反应介质以及用于影响分散体流动性的试剂。
聚合物成分可形成热塑性塑料或热固性塑料。以举例的方式,聚合物成分可包含用于形成聚氨基甲酸酯、聚脲、聚合环氧树脂、聚酯、聚酰亚胺、聚硅氧烷(硅树脂)、聚合醇酸树脂、苯乙烯-丁二烯橡胶、丙烯腈-丁二烯橡胶、聚丁二烯的单体和树脂,或通常用于生产热固性聚合物的反应性树脂。另一个实例包括丙烯酸酯或甲基丙烯酸酯聚合物成分。前体聚合物成分通常为可固化的有机材料(即,聚合物单体或材料,其能够在暴露于热或其他能源时发生聚合或交联,所述能源诸如电子束、紫外线、可见光等,或者在加入化学催化剂、水分或使聚合物固化或聚合的其他试剂时随时间推移而发生聚合或交联)。前体聚合物成分实例包括用于形成氨基聚合物或氨基塑料聚合物的反应性成分,诸如烷基化脲-甲醛聚合物、三聚氰胺-甲醛聚合物和烷基化苯并胍胺-甲醛聚合物;丙烯酸酯聚合物,包括丙烯酸酯和甲基丙烯酸酯聚合物、烷基丙烯酸酯、丙烯酸酯化环氧树脂、丙烯酸酯化氨基甲酸酯、丙烯酸酯化聚酯、丙烯酸酯化聚醚、乙烯醚、丙烯酸酯化油、丙烯酸酯化硅树脂;醇酸树脂聚合物,诸如氨基甲酸酯醇酸树脂聚合物;聚酯聚合物;反应性氨基甲酸酯聚合物;酚类聚合物,诸如甲阶酚醛树脂和酚醛清漆聚合物;酚醛/乳胶聚合物;环氧树脂聚合物,诸如双酚环氧树脂聚合物;异氰酸酯;异氰脲酸酯;聚硅氧烷聚合物,包括烷基烷氧基硅烷聚合物;或反应性乙烯基聚合物。粘结剂组合物可包含单体、低聚物、聚合物或它们的组合。在一个具体实施例中,粘结剂组合物包含至少两种类型的聚合物的单体,其在固化时可交联。
在一个实施例中,粘结剂组合物可包含环氧树脂成分和丙烯酸成分,其在固化时形成环氧树脂/丙烯酸混合聚合物。可替代地,粘结剂组合物可包含丙烯酸丁酯聚合物。在一个实施例中,粘结剂组合物可包含脂环族环氧树脂、二丙烯酸酯树脂或它们的组合。在一个具体实施例中,粘结剂组合物可包含氢化二苯酚丙烷(DPP)环氧树脂、氧杂环丁烷树脂(4元环醚)、双酚A环氧二丙烯酸酯树脂(双酚A环氧树脂的二丙烯酸酯)、丙氧基化新戊二醇二丙烯酸酯树脂或它们的组合。
可在聚合物粘结剂组合物115和磨料颗粒117上方设置有聚合物复胶层组合物119层(“复胶层”)。复胶层组合物119可与磨料层103的聚合物粘结剂组合物115相同或不同(即,复胶层组合物可与底胶层组合物相同或不同)。复胶层组合物可包含一种或多种填料、添加剂或它们的组合。
在一个具体实施例中,复胶层组合物119可包含环氧树脂、丙烯酸树脂、丙烯酸酯树脂、环氧丙烯酸酯树脂或它们的组合。在一个实施例中,复胶层组合物可包含增强添加剂,诸如无定形二氧化硅。在一个具体实施例中,复胶层组合物可包含脂环族环氧树脂、环氧化物、二环氧化合物、丁二醇、三丙烯酸酯、六丙烯酸酯、羧酸环己酯或它们的组合。在一个具体实施例中,复胶层组合物可包含二氧化硅增强的脂环族环氧树脂、脂族环氧化丁二醇、三羟甲基丙烷三丙烯酸酯(TMPTA)、二季戊四醇六丙烯酸酯(DPHA)、(3,4-环氧环己烷)甲基3、4-环氧环己基羧酸酯或它们的组合。
在一个具体实施例中,复胶层组合物可包含5重量%至45重量%的增强填料,诸如10重量%至35重量%的增强填料。
顶胶层组合物
如前所述,涂覆磨料制品100可任选地包括设置在复胶层组合物119上的顶胶层组合物层(未示出)。顶胶层组合物可与磨料层103的聚合物粘结剂组合物115相同或不同,并且可与设置在其上的上复胶层组合物119相同或不同。另一方面,顶胶层组合物可包含抗填充剂(诸如硬脂酸盐,诸如金属硬脂酸盐,诸如硬脂酸锌或硬脂酸钙)或助磨剂(诸如冰晶石、硼氟化钾)或它们的组合。
在一个特定方面,前涂层组合物111、背涂层组合物113、粘结剂组合物115、复胶层组合物119或顶胶层组合物(未示出)可包含一种或多种添加剂。添加剂的可用量为任何聚合物层(即,底胶层、复胶层或顶胶层)的0重量%至10重量%。合适的添加剂例如可以包括助磨剂、纤维、润滑剂、润湿剂、触变性材料、表面活性剂、增稠剂、颜料、染料、抗静电剂、偶联剂、增塑剂、悬浮剂、pH调节剂、粘合促进剂、润滑剂、杀菌剂、杀真菌剂、阻燃剂、脱气剂、防尘剂、双功能材料、引发剂、链转移剂、稳定剂、分散剂、反应介质、着色剂和消泡剂。这些添加剂材料的量可选择为提供所需的特性。这些任选的添加剂可存在于根据本公开的实施例的涂覆磨料产品的整个体系的任何部分中。合适的助磨剂可为无机材料,诸如卤化物盐,例如冰晶石、硅灰石和氟硼酸钾;或有机材料,诸如十二烷基硫酸钠或氯化蜡诸如聚氯乙烯。在某个实施例中,助磨剂可为环境可持续的材料。
实施例描述
实施例1.一种磨料带,该磨料带包括:磨料膜,该磨料膜具有接头;其中磨料膜包括设置在背衬材料上的磨料层;其中背衬材料包括:背衬基底,该背衬基底具有第一侧和第二侧;以及背涂层,该背涂层设置在背衬基底的所述第二侧上;并且其中接头包括:磨料膜的第一端部,该第一端部邻接磨料膜的第二端部;聚合物接头粘合剂,该聚合物接头粘合剂设置在第一端部的背涂层和第二端部的背涂层上;以及接头胶带,该接头胶带设置在聚合物接头粘合剂上方。
实施例2.根据实施例1所述的磨料带,其进一步包括至少10分钟,诸如至少15分钟、至少20分钟或至少30分钟的三头测试额定值。
实施例3.根据实施例1所述的磨料带,其中背涂层包括聚合物丙烯酸酯组合物层。
实施例4.根据实施例3所述的磨料带,其中聚合物丙烯酸酯组合物层包含丙烯酸乙酯、乙烯丙烯酸酯、乙烯-丙烯酸甲酯、乙烯-丙烯酸乙酯或它们的组合。
实施例5.根据实施例4所述的磨料带,其中聚合物丙烯酸酯组合物包含至少0.1mil至不大于3mil,诸如至少0.25mil至不大于2.5mil、或至少0.5mil至不大于2mil的厚度。
实施例6.根据实施例1所述的磨料带,其进一步包括前涂层,该前涂层在磨料层和背衬基底之间设置在背衬基底的第一侧上。
实施例7.根据实施例6所述的磨料带,其中前涂层包括聚合物聚乙烯组合物层。
实施例8.根据实施例7所述的磨料带,其中聚合物聚乙烯组合物层包含低密度聚乙烯、高密度聚乙烯或它们的组合。
实施例9.根据实施例8所述的磨料带,其中聚合物聚乙烯组合物层包含至少0.25mil至不大于5mil,诸如至少1mil至不大于3mil、或至少1.5mil至不大于2.5mil的厚度。
实施例10.根据实施例1所述的磨料带,其中背衬基底包括聚合物膜。
实施例11.根据实施例10所述的磨料带,其中聚合物膜包括聚酯膜。
实施例12.根据实施例10所述的磨料带,其中聚合物膜包含聚对苯二甲酸乙二醇酯。
实施例13.根据实施例10所述的磨料带,其中聚合物膜包含至少1mil至不大于10mil,诸如至少2mil至不大于8mil、至少3mil至不大于7mil、或至少4mil至不大于6mil的厚度。
实施例14.根据实施例10所述的磨料带,其中聚合物膜包含至少40dyne/cm
实施例15.根据实施例14所述的磨料带,其中聚合物膜经电晕处理。
实施例16.根据实施例15所述的磨料带,其中电晕处理使表面能5dyne/cm
实施例17.根据实施例1所述的磨料带,其中接头包括对接接头。
实施例18.根据实施例17所述的磨料带,其中接头在邻近接头的区域中包含表面能处理。
实施例19.根据实施例18所述的磨料带,其中表面处理使表面能减少10-30Dynes/cm
实施例20.根据实施例18所述的磨料带,其中表面能处理包括电晕处理、等离子体处理或它们的组合。
实施例21.根据实施例1所述的磨料带,其中磨料层包含聚合物底胶层组合物和设置在底胶层组合物中的磨料颗粒。
实施例22.根据实施例21所述的磨料带,其中底胶层组合物包含环氧丙烯酸酯聚合物、环氧甲基丙烯酸酯聚合物、丙烯酸丁酯聚合物或它们的组合。
实施例23.根据实施例21所述的磨料带,其中底胶层组合物进一步包括填料。
实施例24.根据实施例21所述的磨料带,其中所述磨料层进一步包含设置在所述底胶层组合物和磨料颗粒上的聚合物复胶层组合物。
实施例25.根据实施例21所述的磨料带,其中复胶层组合物包含环氧丙烯酸酯聚合物、环氧甲基丙烯酸酯聚合物、丙烯酸丁酯聚合物或它们的组合。
实施例26.根据实施例21所述的磨料带,其中底胶层组合物进一步包括填料。
实施例27.根据实施例21所述的磨料带,其中磨料颗粒包含金刚石、立方氮化硼或它们的组合。
实施例28.根据实施例21所述的磨料带,其中所述磨料颗粒包含10微米至500微米的磨料粒度。
实施例29.一种磨料带,该磨料带包括:磨料膜,该磨料膜具有接头;其中磨料膜包括设置在背衬材料上的磨料层;其中背衬材料包括:背衬基底,该背衬基底具有第一侧和第二侧;以及背涂层,该背涂层设置在背衬基底的所述第二侧上;并且其中接头包括:磨料膜的第一端部,该第一端部邻接磨料膜的第二端部;聚合物接头粘合剂,该聚合物接头粘合剂设置在第一端部的背涂层和第二端部的背涂层上;以及接头胶带,该接头胶带设置在聚合物接头粘合剂上方。
实施例30.根据实施例29所述的磨料带,其进一步包括:至少10分钟,诸如至少15分钟、至少20分钟或至少30分钟的三头测试额定值。
实施例31.根据实施例29所述的磨料带,其中所述背涂层包括聚合物丙烯酸酯组合物层,所述聚合物丙烯酸酯组合物层包含丙烯酸乙酯、乙烯丙烯酸酯、乙烯-丙烯酸甲酯、乙烯-丙烯酸乙酯或它们的组合。
实施例32.根据实施例31所述的磨料带,其中所述聚合物丙烯酸酯组合物层包含至少0.1mil至不大于3mil,诸如至少0.25mil至不大于2.5mil、或至少0.5mil至不大于2mil的厚度。
实施例33.根据实施例29所述的磨料带,其进一步包括:前涂层,所述前涂层在所述磨料层和所述背衬基底之间设置在所述背衬基底的所述第一侧上,其中所述前涂层包括聚合物聚乙烯组合物层,所述聚合物聚乙烯组合物层包含低密度聚乙烯、高密度聚乙烯或它们的组合。
实施例34.根据实施例33所述的磨料带,其中聚合物聚乙烯组合物包含至少0.25mil至不大于5mil,诸如至少1mil至不大于3mil、或至少1.5mil至不大于2.5mil的厚度。
实施例35.根据实施例29所述的磨料带,其中背衬基底包括由聚乙烯、聚丙烯和聚对苯二甲酸乙二醇酯中的至少一种形成的聚合物膜。
实施例36.根据实施例35所述的磨料带,其中聚合物膜包含至少1mil至不大于10mil,诸如至少2mil至不大于8mil、至少3mil至不大于7mil、或至少4mil至不大于6mil的厚度。
实施例37.根据实施例36所述的磨料带,其中聚合物膜包含至少40dyne/cm
实施例38.根据实施例37所述的磨料带,其中聚合物膜经电晕处理,并且其中电晕处理使表面能5dyne/cm
实施例39.根据实施例29所述的磨料带,其中接头包括对接接头,其中述接头在邻近接头的区域中包括表面能处理,该表面能处理包括电晕处理、等离子体处理或它们的组合,并且其中表面处理使表面能减少10-30Dynes/cm
实施例40.根据实施例29所述的磨料带,其中磨料层包含聚合物底胶层组合物和设置在底胶层组合物中的磨料颗粒,其中磨料颗粒包含金刚石、立方氮化硼或它们的组合。
实施例41.根据实施例40所述的磨料带,其中所述磨料层进一步包含设置在所述底胶层组合物和磨料颗粒上的聚合物复胶层组合物。
实施例42.根据实施例41所述的磨料带,其中底胶层组合物和复胶层组合物中的至少一者包含环氧丙烯酸酯聚合物、环氧甲基丙烯酸酯聚合物、丙烯酸丁酯聚合物或它们的组合。
实施例43.根据实施例42所述的磨料带,其中所述磨料颗粒包含10微米至500微米的磨料粒度。
实例1-样品涂覆磨料带制备
如本文所述制备样品涂覆磨料膜带。在第一步,通过将前涂层和背涂层施加到背衬基底来制备背衬材料。下表1中列出背衬材料的详细信息。储存已完成的背衬材料,以备后用。
表1.背衬材料
然后,将制备的背衬材料用于制备本文所述的样品的涂覆磨料膜。向背衬材料施加底胶层,其中底胶层设置到背衬材料的前涂层上。将磨料颗粒设置在底胶层上,并在底胶层和磨料颗粒上方施加复胶层。下表2中列出底胶层、磨料颗粒和复胶层的详细信息。将已完成的涂覆磨料膜作为巨型辊储存起来,以备后用。
表2.涂覆磨料膜
实例2-样品磨料带制备
如本文所述制备样品涂覆磨料膜带。从巨型辊上获得如以上在实例1中所制备的样品的涂覆磨料抛光膜并将其分切(即,切割)成多个10in x30in面板,然后将其用于制备样品磨料膜带。
首先使用具有圆形电极的手持式电晕处理单元(电子技术产品有限公司)对抛光膜面板的每一端进行电晕表面处理。沿着每个面板端部的边缘进行四次电晕处理单元的处理。在处理期间,电极距离磨料膜的距离为1/8英寸至1/4英寸。在电晕处理之前,每个磨料膜端部的初始表面能为约30-32dyne/cm
实例3-样品磨料膜带测试
如本文所述制备样品的涂覆磨料膜带S1和对比磨料膜带C1和C2。表3中列出磨料带的详细信息。样品带和比较带的结构相同,表3所示除外。对样品磨料膜带和对比磨料膜带进行测试(三头测试-30psig;0.5英寸主轴;最大持续时间30分钟),以评估磨料膜带及其接头的强度和耐久性。测试结果在表3中示出。
表3.背衬材料
值得注意的是,所有样品磨料膜带S1均未断裂,并达到了30分钟的最大测试持续时间。
实例4-样品磨料膜带测试
具有3马力电动机的抛光车床,以1至100每分钟转数的速度转动工件,其皮带尺寸为2英寸x 120英寸,最大零件长度为360英寸。样品的涂覆磨料膜带S1和对比磨料膜带C1在未使用支撑轮的情况下以松弛的方式运行。工件(例如,转子)由不锈钢形成,并在转子上喷涂了高速氧气燃料(HVOF)喷涂层,涂层厚度介于0.008英寸和0.015英寸之间,具体取决于底座表面。转子通常需要15至18个小时才能完成。样品的磨料膜带S1表现出20%的性能提升,并完成了转子的100英寸,而对比磨料膜带C1仅完成了转子的80英寸。结果在图5中示出。样品磨料膜带S1的表面光洁度也提高了25%。
实例5-样品磨料膜带测试
具有3马力电动机的抛光车床,以1至100每分钟转数的速度转动工件,其皮带尺寸为2英寸x 120英寸,最大零件长度为360英寸。样品的涂覆磨料膜带S1和对比磨料膜带C1与6英寸的橡胶接触辊一起在抛光车床中使用。工件(例如,转子)由不锈钢形成,并在转子上喷涂了高速氧气燃料(HVOF)喷涂层,涂层厚度介于0.010英寸和0.025英寸之间,具体取决于底座表面。样品的磨料膜带S1完成了转子的120英寸,而对比磨料带C1仅完成了转子的60英寸。结果在图6中示出。
上述内容对具体的实施例的引用以及某些组件的连接是例示性的。应当理解,对耦接或连接的组件的引用旨在公开所述组件之间的直接连接或通过一个或多个中间组件的间接连接,根据理解的那样实现本文所述的方法。因此,以上公开的主题应该理解为例示性的而非限制性的,我们希望所附的权利要求涵盖所有落在本发明实质范围内的该等修改、提高和其他实施例。此外,并非在上文一般描述或实例中所描述的所有活动都是需要的,特定活动的一部分可能是不需要的,并且可进行除所描述活动之外的一种或多种其他活动。此外,所列行为的次序不一定是执行它们的次序。
应当理解,提交本公开并非用于限制权利要求的范围或含义。另外,在前述公开内容中,为清楚起见,本文在单独实施例的语境下描述的某些特征也可在单个实施例中组合提供。相反,为简明起见,在单个实施例的语境下描述的各种特征也可单独提供或以任何子组合提供。另外,发明主题可涉及少于本发明所公开的实施例的任一者的所有特征。
上面已经参考具体实施例描述了益处、其他优点及问题的解决方案。然而,益处、优点、问题的解决方案及可使任何益处、优点或解决方案被想到或变得更加显著的任何特征都不被认为是任何或所有权利要求的关键、所需或必要的特征。
因此,在法律所允许的最大程度上,本发明的范围由所附权利要求及其等同物的最宽可允许解释限定,并且不受上述具体实施方式约束或限制。