一种带磁吸夹持式随行夹靴的工作台及其加工中心
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及数控加工设备领域,具体涉及一种带磁吸夹持式随行夹靴的工作台及其加工中心。
背景技术
各种数控加工设备广泛应用于制造业各领域,在工业现场经常需要将被加工或装配的材料、坯件或中间件夹持并送到到多个工位利用不同的刀具和专用工具对其进行一条链工序的加工,为此工程界开发了许多种多工位专用机床并应用到制造业各领域。
目前这类加工中心主要用于机电制造行业,通常采用固定式夹具或安装于机械手指端的夹具或送料装置上的随行夹具,这些夹具用于夹持金属或塑料等几何形状比较规整的刚性材料或零部件,而且通常在工位变换时无需改变夹持方式和位置。如果需要改变对零部件夹持方式和位置,通常将零部件暂时卸置在工作台上再次重新换位夹持,这种方式浪费工时,总体功效低下,占用空间较大,而且需要配置种类繁多的夹具。由于夹具设计技术复杂且成本高昂,这种方式难以适用于诸如制鞋和服装制造业这类低附加值的中低端制造业,特别是这些行业的制造现场遇到的主要是皮革和布料这类软性材料和零部件也给夹具设计带来不少难度。因此需要针对这些传统上以手工为主的行业设计一种适应软性材料夹持、夹放和换位功效高、通用性好、成本低、使用维护方便的零部件夹持的加工中心。
发明内容
本发明的目的在于提供一种带磁吸夹持式随行夹靴的工作台,以解决现有技术中导致的上述缺陷。
一种带磁吸夹持式随行夹靴的工作台,包括机架、备料台、镜板、若干靴栈、随行靴、随行掌和卸料口,备料台和镜板分设于机架上方两侧且镜板采用下沉式设置,所述十字滑动模组用于随行靴在镜板上的水平移动,随行靴能够与随行掌联动以实现工件的夹取,所述卸料口设于卸料靴栈的外侧并用于加工好的工件的卸料。
优选的,所述靴栈包括结构组成相同的接料靴栈、换位靴栈以及卸料靴栈,接料靴栈嵌设于备料台靠近镜板的一侧,换位靴栈和卸料靴栈分别设于镜板的后部或侧边,各靴栈与备料台的上平面齐平;
靴栈包括靴栈座、多个通过靴栈轴承支撑于靴栈座的靴栈回转座、内嵌设于靴栈座的松靴电磁铁以及嵌设于靴栈回转座上部的衔铁环。
优选的,所述随行靴为圆盘形构造且其下端通过隼销构造靠电磁力吸合并支撑于各靴栈的靴栈回转座上,随行靴设有贯通上下且上小下大的中心孔。
优选的,所述随行掌包括掌颈和设于其下端的掌压盘,掌压盘包括压盘座、嵌套于压盘座外的压盘铁芯、嵌套于压盘铁芯外的掌盘电磁铁、内嵌设于压盘座上部的定心指示器以及嵌设于压盘座下端的压盘掌,定心指示器的光孔与压盘掌的中心孔对准。
优选的,所述随行靴的上端面设有滚花网纹。
优选的,所述掌压盘的压盘掌的下端面有滚花网纹。
优选的,所述掌颈包括上法兰盘、筒座、直线轴承、衔铁芯、芯杆、复位弹簧、掌颈电磁铁、锁帽和下法兰盘,筒座嵌设于上法兰盘中,衔铁芯通过直线轴承贯穿设于筒座的中心,复位弹簧套设于衔铁芯且其上下两端分别支撑于衔铁芯上端的凸缘和筒座内壁凸出的台阶上,芯杆的上下两端分别与衔铁芯和下法兰盘嵌入连接,中空的掌颈电磁铁内嵌设于筒座的下部,中空的锁帽嵌设于筒座的下端;
掌颈的上端通过上法兰盘与机械手的指端连接,其下端通过下法兰盘与掌压盘连接。
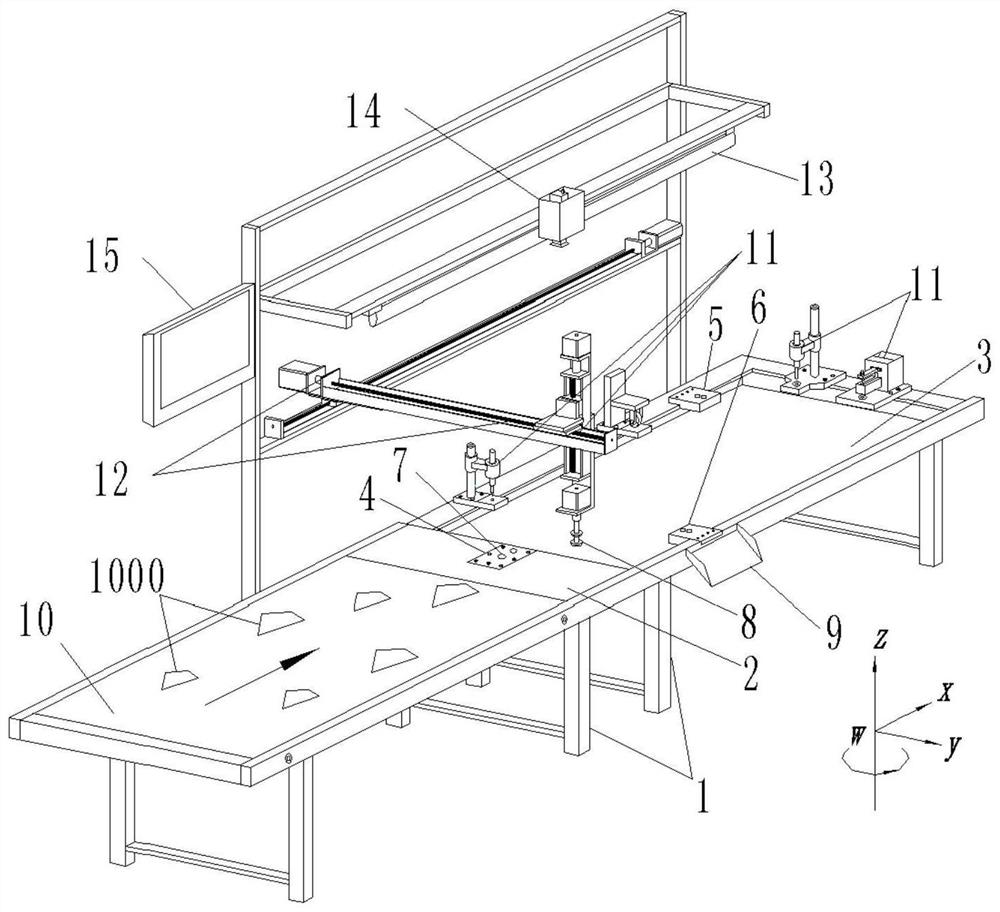
本发明还公开了一种应用了上述工作台的加工中心,还包括传送带10、刀具11、机械手12、照明灯13和摄像机14,传送带10设于备料台2左侧且与其上表面齐平,多个加工刀具11设于镜板3周边的机架上,机械手12设于机架后上方并使其工作范围覆盖可能的工件加工范围,照明灯13和摄像机14设于机架上方并保证摄像机14的视场覆盖传送带10上临近备料台2的区域和备料台2、刀具11及卸料口9。
本发明的优点在于:本发明利用利用设于机械手指端的随行掌与随行靴之间依靠电磁铁产生的磁力夹持力以及多靴栈配合的换位机制,实现对柔性片状工件的灵活可靠的夹持、送料及换位,配合机器视觉系统、传送带、机械手和多个工位的刀具或工具可广泛用于制鞋、家具、工艺品制造行业,具有机构简洁、夹持可靠、换位方便、成本低等优点。
附图说明
图1是本发明实施例的总体构造示意图。
图2是本发明中工作台与随行靴部分的截面剖视图。
图3是图2中随行靴及随行掌部分的局部详图。
图4是本发明实施例的控制系统示意图。
图中,机架1,备料台2,镜板3,接料靴栈4,换位靴栈5,卸料靴栈6,随行靴7,随行掌8,卸料口9;传送带10,刀具11,机械手12,照明灯13,摄像机14,控制器15;
靴栈座41,靴栈轴承42,靴栈回转座43,松靴电磁铁44,衔铁环45;
掌颈81,掌压盘82;
上法兰盘811,筒座812,直线轴承813,衔铁芯814,芯杆815,复位弹簧816,掌颈电磁铁817,锁帽818,下法兰盘819;
压盘掌821,压盘座822,压盘铁芯823,掌盘电磁铁824,定心指示器825;
传送带100,刀具101,机械手102,照明灯103,摄像机104,控制器105;
片状工件1000。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
参阅图1至图4,本实施例公开了一种带磁吸夹持式随行夹靴的工作台,包括机架1、备料台2、镜板3、若干靴栈、随行靴7、随行掌8和卸料口9,备料台2和镜板3分设于机架1上方两侧且镜板3采用下沉式设置,所述十字滑动模组4用于随行靴7在镜板3上的水平移动,随行靴7能够与随行掌8联动以实现工件的夹取,所述卸料口9设于卸料靴栈6的外侧并用于加工好的工件的卸料。
在本实施例中,所述靴栈包括结构组成相同的接料靴栈4、换位靴栈5以及卸料靴栈6,接料靴栈4嵌设于备料台2靠近镜板3的一侧,换位靴栈5和卸料靴栈6分别设于镜板3的后部或侧边,各靴栈与备料台2的上平面齐平;
靴栈包括靴栈座41、多个通过靴栈轴承42支撑于靴栈座41的靴栈回转座43、内嵌设于靴栈座41的松靴电磁铁44以及嵌设于靴栈回转座43上部的衔铁环45。
在本实施例中,所述随行靴7为圆盘形构造且其下端通过隼销构造靠电磁力吸合并支撑于各靴栈的靴栈回转座43上,随行靴7设有贯通上下且上小下大的中心孔。
在本实施例中,所述随行掌8包括掌颈81和设于其下端的掌压盘82,掌压盘82包括压盘座822、嵌套于压盘座822外的压盘铁芯823、嵌套于压盘铁芯823外的掌盘电磁铁824、内嵌设于压盘座822上部的定心指示器825以及嵌设于压盘座822下端的压盘掌821,定心指示器825的光孔与压盘掌821的中心孔对准。
在本实施例中,所述随行靴7的上端面设有滚花网纹。
在本实施例中,所述掌压盘82的压盘掌821的下端面有滚花网纹。
在本实施例中,所述掌颈81包括上法兰盘811、筒座812、直线轴承813、衔铁芯814、芯杆815、复位弹簧816、掌颈电磁铁817、锁帽818和下法兰盘819,筒座812嵌设于上法兰盘811中,衔铁芯814通过直线轴承813贯穿设于筒座812的中心,复位弹簧816套设于衔铁芯814且其上下两端分别支撑于衔铁芯814上端的凸缘和筒座812内壁凸出的台阶上,芯杆815的上下两端分别与衔铁芯814和下法兰盘819嵌入连接,中空的掌颈电磁铁817内嵌设于筒座812的下部,中空的锁帽818嵌设于筒座812的下端;
掌颈81的上端通过上法兰盘811与机械手的指端连接,其下端通过下法兰盘819与掌压盘82连接。
本发明还公开了一种应用了上述工作台的加工中心,还包括传送带10、刀具11、机械手12、照明灯13和摄像机14,传送带10设于备料台2左侧且与其上表面齐平,多个加工刀具11设于镜板3周边的机架上,机械手12设于机架后上方并使其工作范围覆盖可能的工件加工范围,照明灯13和摄像机14设于机架上方并保证摄像机14的视场覆盖传送带10上临近备料台2的区域和备料台2、刀具11及卸料口9。
在实施例中,掌颈电磁铁817、定心指示器822、传送带10、刀具11、机械手12、照明灯13、摄像机14与控制器15相连。
在实施例中,传送带10、刀具11、机械手12、照明灯13和摄像机14可采用成熟技术制作的定制件。掌颈81的衔铁芯814采用铁磁性材料制作,复位弹簧816采用金属弹簧材料或橡胶弹性材料制作。镜板3采用金属平板材料制作,定心指示器825采用半导体激光器,轴承件采用标准件或定制件,衔铁环45、随行靴7、衔铁芯814和、压盘铁芯823采用铁磁性材料制作,松靴电磁铁44和掌盘电磁铁824采用标准件或定制件,其余零部件采用金属材料制作,控制器15和电气系统的零件和组件可采用现有技术定制。
本发明实施例的工作过程如下:
参阅图1-4,在生产运行中,只需把皮革之类材料制作的片状工件样板1000摆放在传送带10上,在控制系统软件的支持下,首先把工件样板通过摄像机14作为加工设置模板采集到控制器15中并设置好工件在各刀具对应工位的加工轨迹和动作方式及时序,然后即可开始如下的自动化连续加工过程:
操作者只需把工件1000随意摆放在传送带10上,在每个工件的加工循环的起始状态,接料靴栈4中各随行靴的泊位均驻满随行靴,而换位靴栈5和卸料靴栈6则各有一个随行靴的泊位处于空缺状态。在控制器15作用下,此时接料靴栈4的松靴电磁铁44通电而随行掌8的掌盘电磁铁824断电,当工件1000被输送进入摄像机14的视场范围时,控制系统软件即刻采集工件图像并识别其形状和方位,将其与事先设置的工件模板数据进行比较以判定其类型及方位,并根据对模板设定的加工轨迹和动作方式及时序计算出当前工件的加工轨迹和动作方式,然后即开始自动加工过程。在加工过程中,机械手12通过随行掌8轻轻压住工件1000并将其拖运到接料靴栈4上方并且将随行掌8与驻泊于接料靴栈4上的某个随行靴7对准,接着接料靴栈4的松靴电磁铁44断电并因此失去对其上的随行靴7的约束而掌盘电磁铁824通电吸引并吸合随行靴7而将工件1000夹持在随行靴7和随行掌8之间,此后随行靴7和随行掌8夹持工件1000并随机械手12运动到各加工工位利用不同的刀具11对工件进行加工。在当前工件的各工位加工结束之后,机械手12通过随行靴7和随行掌8夹持将工件拖运到卸料靴栈6里驻泊,此时掌盘电磁铁824断电而卸料靴栈6的松靴电磁铁44通电并将随行靴7吸合到卸料靴栈6上就位,随行靴7和随行掌8对工件的夹持被解除,接着机械手12采用预设动作将加工好的工件拨下卸料靴栈6而使其跌入外侧的卸料口9。
如果在一个加工循环中需要改变对工件的夹持方位,则机械手12可以中途通过随行掌8和随行靴7夹持工件1000并拖运到换位靴栈5中,此时掌盘电磁铁824断电而换位靴栈5的松靴电磁铁44通电,于是工件1000被解除约束并停置在换位靴栈5上,然后机械手12提升高度并将随行掌8与换位靴栈5中预置在其他位置的随行靴7对中然后再次落下,然后换位靴栈5的松靴电磁铁44断电而掌盘电磁铁824通电,以这种方式即可改变随行掌8和随行靴7夹持工件的方位。
在一个工件加工完成并卸料之后,机械手12在控制系统作用下又将随行掌8返回到卸料靴栈6所在的位置并与驻留于其中的随行靴7对准,此时卸料靴栈6的松靴电磁铁44断电而掌盘电磁铁824通电并将随行靴7吸起,然后机械手12提升将随行靴7拖回到接料靴栈4上方并对准后再下落而将随行靴7复位,此时掌盘电磁铁724断电而接料靴栈4的松靴电磁铁44通电并将随行靴7吸合在接料靴栈4上,然后机械手12提升随行掌8与接料靴栈4脱离,此后进入下一个工件的加工循环。
由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。