角质蛋白膜贴片预处理组件
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及自动化设备技术领域,尤其涉及一种角质蛋白膜贴片预处理组件。
背景技术
对于动物皮的角质蛋白提取检测过程,现有的操作规程是,将长方形膜材上的贴片取下,对载药的动物皮进行粘贴吸取其上的角质层,吸取完成后,将贴片卷曲后送至离心瓶中,完成前处理。
人工操作过程不仅繁琐而不确定因素很大,操作人员通过手工工具将贴片一片片取下,效率低下,操作的一致性差,最后导致测试结果的误差较大。
发明内容
本发明的目的是为了解决上述问题,提供一种角质蛋白膜贴片预处理组件,实现同时对多个角质蛋白膜贴片自动化前处理,实现从揭膜、粘贴、卷曲的全部前处理过程。
本发明采取的技术方案是:
一种角质蛋白膜贴片预处理组件,其特征是,包括夹具单元、按压单元、载台单元和折压单元,所述夹具单元从膜片上取下贴片并夹持,送至载台单元的载药皮上,通过按压单元进行定时定压按压后,送至折压单元进行折叠,夹具单元将折叠后的贴片送至离心管。
进一步,所述夹具单元包括上夹板和下夹板配合形成的夹爪排,夹爪排上的夹爪并排设置若干个,上夹板固定,下夹板通过压力弹簧连接在转轴上,上夹板和下夹板常开设置,在下夹板的转轴后方设置按板,按板的上方固定设置竖直气缸,所述竖直气缸对按板进行按压时,所述下夹板向上翻转与上夹板配合,使夹爪呈夹持状态。
进一步,所述夹爪的伸出臂向下形成折弯部,伸出臂的端部为夹头,在所述夹头内设置橡胶块。
进一步,所述按压单元为多个,包括驱动轴、套筒和压头,所述套筒内设置弹簧,所述驱动轴下降时,所述弹簧对压头产生固定的压力。
进一步,所述载台单元包括台架和台架上设置的阵列槽,每个槽的槽孔用于放置载药皮,阵列槽的列数与夹爪的数量相匹配。
进一步,在每个槽孔的前端设有边孔,所述边孔用于配合所述夹爪的折弯部。
进一步,所述折压单元包括并排设置的多个气抓手,气抓手的数量与夹爪的数量相匹配,气抓手的开度大于贴片的宽度,气抓手的下方设置喇叭口。
进一步,所述载台单元的台架两侧设置滑轨,所述折压单元设置在所述滑轨上。
进一步,所述气抓手的驱动气缸水平方向和竖直方向交叉排列。
进一步,所述夹具单元和按压单元为两套,分别交替对贴片进行预处理,所述载台单元通过在滑轨上移动配合两套夹具单元和按压单元进行折弯操作。
本发明的有益效果是:
(1)实现对多贴片进行预处理操作;
(2)双线程作业,提高预处理效率。
附图说明
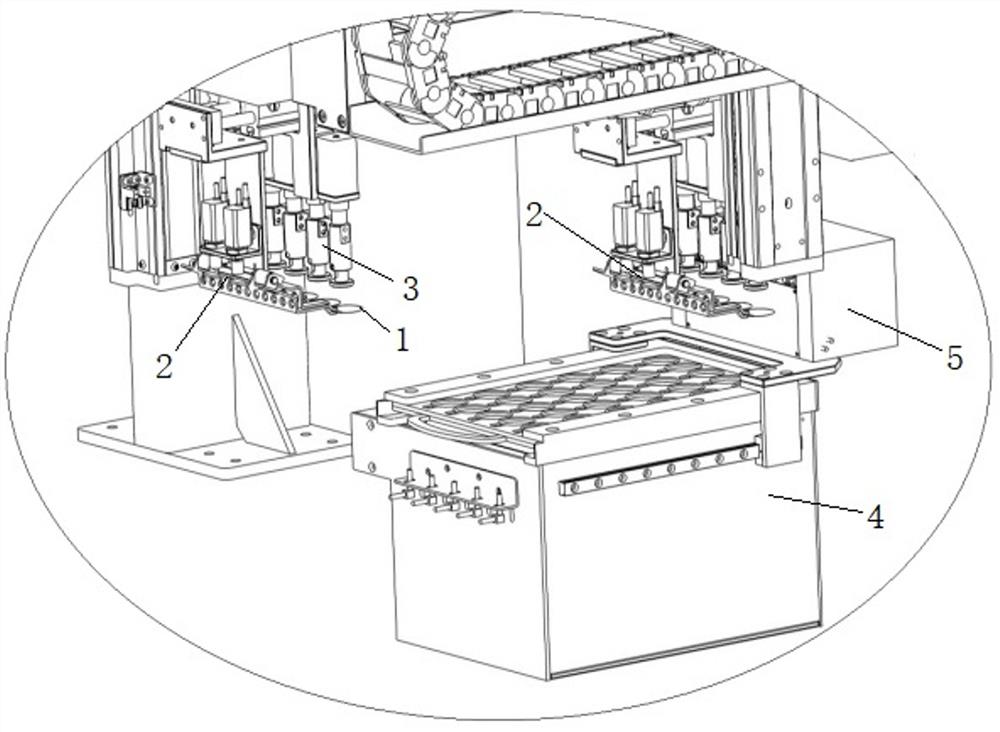
附图1是本发明的立体结构示意图;
附图2是夹具单元和按压单元的立体结构示意图;
附图3是夹具单元的立体结构示意图;
附图4是载台单元和折压单元的立体结构示意图;
附图5是折压单元除去外壳的局部放大图;
附图6是贴片被折压后的结构示意图。
附图中的标号分别为:
1. 贴片; 2. 夹具单元;
3. 按压单元; 4. 载台单元;
5. 折压单元; 6.上夹板;
7.下夹板; 8. 夹爪;
9. 折弯部; 10. 夹头;
11. 橡胶块; 12. 横向气缸;
13. 驱动轴; 14.套筒;
15.压头; 16.台架;
17.阵列槽; 18.槽孔;
19.边孔; 20.气抓手;
21.喇叭口; 22.滑轨;
23.驱动气缸; 24.竖直气缸;
25.按板。
具体实施方式
下面结合附图对本发明角质蛋白膜贴片预处理组件的具体实施方式作详细说明。
参见附图1,角质蛋白膜贴片1预处理过程主要包括将贴片1送至载药皮的载台上进行按压提取,然后通过折弯或压制折痕后送至离心管内。整个过程通过夹具单元2、按压单元3、载台单元4和折压单元5完成,夹具单元2从膜片上取下贴片1并夹持,送至载台单元4的载药皮上,通过按压单元3进行定时定压按压后,送至折压单元5进行折叠,夹具单元2将折叠后的贴片1送至离心管。
参见附图2,夹具单元2和按压单元3设置于同一个机械臂上,两者协同作业。
参见附图3,夹具单元2夹持贴片1,保证在整个过程中的夹持可靠性。夹具单元2包括上夹板6和下夹板7配合形成的夹爪排,夹爪排上的夹爪8并排设置若干个,上夹板6固定,下夹板7通过压力弹簧连接在转轴上,上夹板6和下夹板7常开设置,在下夹板7的转轴后方设置按板25,按板25的上方固定设置竖直气缸24,竖直气缸24对按板25进行按压时,下夹板7向上翻转与上夹板6配合,使夹爪8呈夹持状态。
夹爪8的伸出臂向下形成折弯部9,伸出臂的端部为夹头10,在夹头10内设置橡胶块11。折弯部9的结构方便夹爪8去夹取贴片1,以及放贴片1贴合于载台单元4,减少机械设计中的干涉。整个夹具单元2通过一个横向气缸12驱动实现水平方向的移动。
参见附图2,按压单元3为多个,包括驱动轴13、套筒14和压头15,套筒14内设置弹簧,驱动轴13下降时,弹簧对压头15产生固定的压力。按压单元3与夹爪8单元的夹爪8数量相同,每个压头15的位置与夹爪8夹持的贴片1位置相对应。根据需要设置弹簧的压力为1N。
参见附图4,载台单元4包括台架16和台架16上设置的阵列槽17,每个槽的槽孔18用于放置载药皮,阵列槽17的列数与夹爪8的数量相匹配。在每个槽孔18的前端设有边孔19,边孔19用于配合夹爪8的折弯部9。
参见附图5,折压单元5包括并排设置的多个气抓手20,气抓手20的数量与夹爪8的数量相匹配,气抓手20的开度大于贴片1的宽度,气抓手20的下方设置喇叭口21。载台单元4的台架16两侧设置滑轨22,折压单元5设置在滑轨22上。气抓手20的驱动气缸23水平方向和竖直方向交叉排列。
下面对本发明的工作过程进行说明,夹具单元2通过夹爪排一次抓取五个贴片1,通过横向气缸12调整位置,使五个贴片1位于五个按压单元3的压头15正下方,通过机械臂移动夹具单元2和按压单元3,送至载台单元4上方,下降夹具单元2和按压单元3,夹爪8下降至载台单元4阵列槽17,夹爪8的夹头10落入边孔19内,使贴片1正好与阵列槽17内的载药皮接触,然后驱动按压单元3的压头15下压至贴片1上,通过预设的1N的压力,按压5秒,完成后,前推至载台单元4后方的折压单元5,将贴片1从折压单元5的气抓手20的下方喇叭口21的下方向上送入,由于喇叭口21的挤压作用,贴片1被压后弹性变形,向下弯折,折压单元5的气抓手20夹紧时,将贴片1对折,根据贴片1上的胶面成分和厚度不同,折压过可能产生折痕而贴片1不粘在一起,也可能将贴片1粘在一起(参见附图6),不管哪一种情况,都达到了预定的效果。最后由夹爪8送至离心管,折叠后的贴片1可以直接放入离心管,而产生折痕的贴片1在插入离心管时,由于贴片1的弹性作用,沿折痕弹折后也可以送至离心管。
参见附图1,夹具单元2和按压单元3为两套,分别交替对贴片1进行预处理,载台单元4通过在滑轨22上移动配合两套夹具单元2和按压单元3进行折弯操作。配合载台的多阵列载药皮的布置,可以实现30片以上的贴片1的连续预处理操作。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。