薄偏心蝶阀阀杆孔多工位加工工装
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及机械加工制造技术领域,尤其涉及薄偏心蝶阀阀杆孔多工位加工工装。
背景技术
薄偏心蝶阀阀杆孔加工广泛存在各类偏心蝶阀上,现有技术是单件装夹,数控加工中心加工批量产品时,工装一般采用弯板辅助定位盘,压板压紧加工,因阀杆孔与蝶阀阀体中心偏心精度要求高,装夹找正辅助时间较长,会导致机床实际运转率低下,增加单班装夹工件次数,单班加工成品数量少,加工成本高,鉴于此,我们提出数控卧式加工中心用方箱体多工件快速装夹工装用于解决上述问题。
发明内容
本发明的目的是解决现有技术中夹装夹时间较长,导致机床实际运转率低下的问题,而提出的薄偏心蝶阀阀杆孔多工位加工工装。
为了实现上述目的,本发明采用了如下技术方案:薄偏心蝶阀阀杆孔多工位加工工装,包括方箱,所述方箱的四壁均设有定位安装机构,所述定位安装机构包括固定于方箱侧壁的定位盘,所述定位盘的侧壁均设有定心机构,所述方箱的侧壁通过螺栓连接有下侧压板和上侧压板及中心压板,所述方箱的侧壁固定有上支撑块和下支撑块,所述上支撑块和下支撑块的上端均螺纹连接有支撑螺杆。
在上述的薄偏心蝶阀阀杆孔多工位加工工装中,所述定心机构包括与定位盘端部螺纹连接的锥度定芯轴及三组滑动调节部,所述滑动调节部包括定位块,所述定位盘的周向侧壁开设有推进孔,所述定位盘的端部开设有调位槽,所述定位块的侧壁固定有两个固定销,所述推进孔的内壁螺纹连接有沉头螺丝,所述沉头螺丝的端部固定有弹簧。
在上述的薄偏心蝶阀阀杆孔多工位加工工装中,所述推进孔与调位槽连通,所述弹簧与固定销上部相抵,所述定位块通过固定螺栓与定位盘连接,所述固定螺栓贯穿调位槽,所述固定螺栓及固定销均可在调位槽内部上下移动。
在上述的薄偏心蝶阀阀杆孔多工位加工工装中,所述中心压板的侧壁固定有连接环,所述连接环的端部固定有压环,所述压环的端部通过压簧连接有吸附块,所述吸附块的上端开设有抽气孔,所述吸附块的上端固定有密封套,所述密封套槽侧壁贯穿开设有排气孔。
在上述的薄偏心蝶阀阀杆孔多工位加工工装中,所述压环的与密封套的内壁密封滑动连接,所述吸附块由橡胶材料制成,所述抽气孔和排气孔内部均设有单向阀。
在上述的薄偏心蝶阀阀杆孔多工位加工工装中,所述方箱的内部开设有减震腔,所述减震腔的内壁固定有多组震感机构,所述震感机构由固定于方箱内壁的上振片和下振片构成,所述上振片靠近下振片的一侧固定有压头,所述方箱的顶部固定有两个警示氖灯。
与现有的技术相比,本发明的优点在于:
1、本发明中,依次转动中心压板、上侧压板和下侧压板的连接螺栓,使得中心压板与上部工件及下部工件的端部均相抵,使得上侧压板与上部工件相抵,下侧压板与下部工件相抵,实现对工件基本夹持定位;
2、本发明中,转动锥度定芯轴,使得向定位盘内部深入,从而使得锥度定芯轴的锥面逐步移动,而锥面与定位块的斜面接触相抵,能够给予定位块沿定位盘表面滑动的分力,使得三个定位块同时滑动,三个定位块滑动过程中受到定位块的推动,使得工件自动调整位置,使得工件能够通过转动锥度定芯轴而得到中心定位,随后彻底锁紧各个连接螺栓,保证工件夹持稳定,实现自定心装夹;
3、本发明中,设置多面装夹,在一面加工结束后,转动方箱即可对其他面工件进行加工处理,单次装夹能够实现对多个工件的连续加工,从而缩减频繁装夹带来的时间损耗,提高批量加工的效率;
4、本发明中,减震腔内部的上振片和下振片均会接收震动能量而自我震动,从而将震动能量转化为自身运动的动能,继而转化为内能消耗掉,使得震动能量的传递损失较大,从而降低对其他侧工件的装夹影响;
5、本发明中,大幅震动产生时,上振片的震动幅度将会增大,从而导致其底部的压头与下振片有效的碰撞,而压电陶瓷在强烈撞击的瞬间将会产生瞬时高电压,继而导致警示氖灯点亮而闪烁,从而得以提示用户出现故障,规避加工失败,及时挽回;
6、本发明中,最终安装完毕时,压簧处于压缩状态,能够时中心压板与连接用的螺栓螺牙压紧,降低间隙,从而规避加工震动带来的磨损,同时利用大气压的压紧,降低螺纹预警力带来的损耗,从而提高中心压板的使用寿命,提高对震动强度的承受能力。
附图说明
图1为本发明提出的薄偏心蝶阀阀杆孔多工位加工工装的结构示意图;
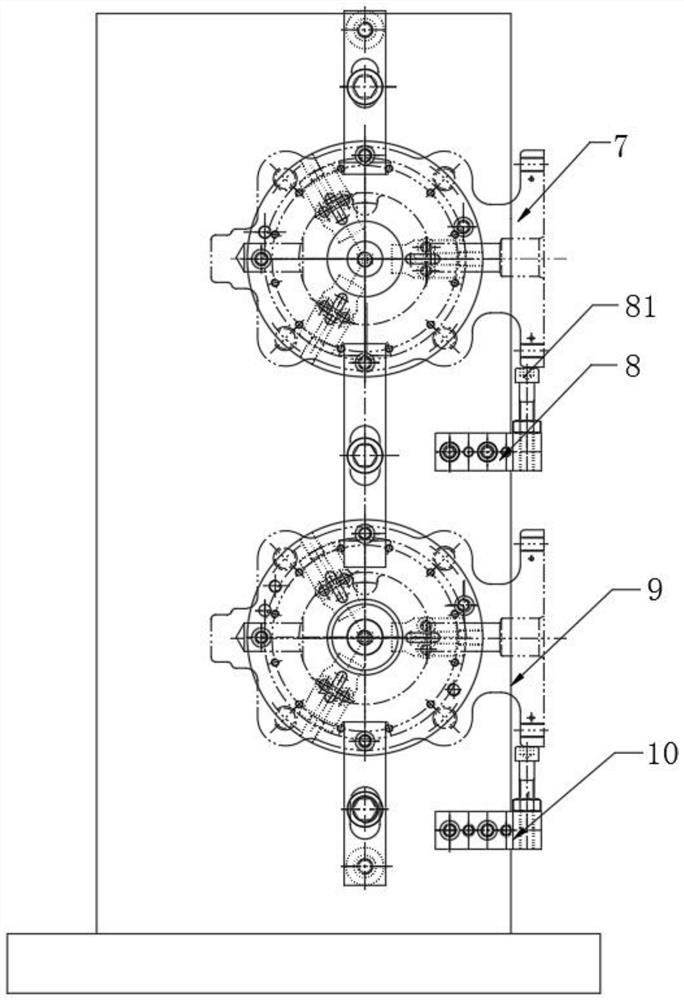
图2为本发明提出的薄偏心蝶阀阀杆孔多工位加工工装的侧视图;
图3为本发明提出的薄偏心蝶阀阀杆孔多工位加工工装的定位盘部分的正面结构示意图;
图4为本发明提出的薄偏心蝶阀阀杆孔多工位加工工装的定位盘部分的侧视图;
图5为本发明提出的薄偏心蝶阀阀杆孔多工位加工工装的上支撑块和下支撑块的俯视图;
图6为本发明提出的薄偏心蝶阀阀杆孔多工位加工工装的实施例二的结构示意图;
图7为本发明提出的薄偏心蝶阀阀杆孔多工位加工工装的实施例三的结构示意图。
图中:1方箱、2下侧压板、3定位盘、4中心压板、5警示氖灯、6上侧压板、7上部工件、8上支撑块、81支撑螺杆、9下部工件、10下支撑块、11锥度定芯轴、12固定螺栓、13定位块、14固定销、15推进孔、16弹簧、17沉头螺丝、18调位槽、19连接环、20压环、21压簧、22吸附块、23密封套、24抽气孔、25排气孔、26减震腔、27上振片、28下振片、29压头。
具体实施方式
以下实施例仅处于说明性目的,而不是想要限制本发明的范围。
实施例一
参照图1-5,薄偏心蝶阀阀杆孔多工位加工工装,包括方箱1,方箱1的四壁均设有定位安装机构,定位安装机构包括固定于方箱1侧壁的定位盘3,定位盘3的侧壁均设有定心机构,方箱1的侧壁通过螺栓连接有下侧压板2和上侧压板6及中心压板4,方箱1的侧壁固定有上支撑块8和下支撑块10,上支撑块8和下支撑块10的上端均螺纹连接有支撑螺杆81,支撑螺杆81转动调节高度从而能够适应不同大小的工件。
定心机构包括与定位盘3端部螺纹连接的锥度定芯轴11及三组滑动调节部,滑动调节部包括定位块13,定位盘3的周向侧壁开设有推进孔15,定位盘3的端部开设有调位槽18,定位块13的侧壁固定有两个固定销14,推进孔15的内壁螺纹连接有沉头螺丝17,沉头螺丝17的端部固定有弹簧16,锥度定芯轴11和定位块13靠近的面为锥面,同时定位块13与锥度定芯轴11靠近的面为斜面,从而便于力的分解。
推进孔15与调位槽18连通,弹簧16与固定销14上部相抵,定位块13通过固定螺栓12与定位盘3连接,固定螺栓12贯穿调位槽18,固定螺栓12及固定销14均可在调位槽18内部上下移动,通过转动锥度定芯轴11,使得锥度定芯轴11的锥面挤压定位块13,使得定位块13移动,同时固定销14及安装用的固定螺栓12均滑动,而弹簧16则受压收缩,使得定位块13处于压紧状态。
本发明中,在需要加工时,将两个定位盘3嵌设于方箱1上下位置,然后通过螺栓锁紧固定,保证定位盘3位置稳定,然后将上部工件7和下部工件9分别放置在两个定位盘3位置并与之相抵,然后转动两个支撑螺杆81,使其与上部工件7及下部工件9相抵,实现对工件的部分预支撑,继而依次转动中心压板4、上侧压板6和下侧压板2的连接螺栓,使得中心压板4与上部工件7及下部工件9的端部均相抵,使得上侧压板6与上部工件7相抵,下侧压板2与下部工件9相抵,实现对工件基本夹持定位;
然后转动锥度定芯轴11,使得向定位盘3内部深入,从而使得锥度定芯轴11的锥面逐步移动,而锥面与定位块13的斜面接触相抵,能够给予定位块13沿定位盘3表面滑动的分力,使得三个定位块13同时滑动,并且在弹簧16的弹力作用下,三个定位块13的滑动距离是一致的,因此在工件与三个定位块13侧壁均相抵时,工件的中心将自动与定位盘3的中心对齐,故而即便工件初始放置时与定位盘3偏心放置,在三个定位块13滑动过程中受到定位块13的推动,使得工件自动调整位置,使得工件能够通过转动锥度定芯轴11而得到中心定位,随后彻底锁紧各个连接螺栓,保证工件夹持稳定,实现自定心装夹;
在装夹完成后便可进行工件的加工,并且在一面加工结束后,转动方箱1即可对其他面工件进行加工处理,单次装夹能够实现对多个工件的连续加工,从而缩减频繁装夹带来的时间损耗,提高批量加工的效率;
实施例二
参照图6,本实施例与实施例一的区别在于方箱1内部结构不同,所述方箱1的内部开设有减震腔26,所述减震腔26的内壁固定有多组震感机构,所述震感机构由固定于方箱1内壁的上振片27和下振片28构成,所述上振片27靠近下振片28的一侧固定有压头29,所述方箱1的顶部固定有两个警示氖灯5,压头29由压电陶瓷制成;
在工件加工时,产生的震动将会传递至方箱1,并且通过方箱1从一侧传递至另一侧,在震动传递的过程的中,由于减震腔26的存在,能够通过气态空间得隔离降低震动传递强度,从而削减一侧加工对它侧工件装夹稳定性的影响,并且减震腔26内部的上振片27和下振片28均会接收震动能量而自我震动,从而将震动能量转化为自身运动的动能,继而转化为内能消耗掉,使得震动能量的传递损失较大,从而降低对其他侧工件的装夹影响;
并且在出现设备故障,如螺栓、弹簧等老化磨损带来的定位不准确等问题时,加工过程的震动将会大幅增加,而通过机床封闭加工人员不易观察震动幅度,在大幅震动产生时,上振片27的震动幅度将会增大,从而导致其底部的压头29与下振片28有效的碰撞,而压电陶瓷在强烈撞击的瞬间将会产生瞬时高电压,继而导致警示氖灯5点亮而闪烁,从而得以提示用户出现故障,规避加工失败,及时挽回;
实施例三
参照图7,本实施例与实施例一的区别在于中心压板4的不同,中心压板4的侧壁固定有连接环19,连接环19的端部固定有压环20,压环20的端部通过压簧21连接有吸附块22,吸附块22的上端开设有抽气孔24,吸附块22的上端固定有密封套23,密封套23槽侧壁贯穿开设有排气孔25。
压环20的与密封套23的内壁密封滑动连接,吸附块22由橡胶材料制成,抽气孔24和排气孔25内部均设有单向阀;
在中心压板4安装时,将其底部的吸附块22贴合在方箱1表面,通过转动连接螺栓,使得中心压板4能够移动而压缩压簧21,随后释放使中心压板4不受外力,使得压簧21复位,多次操作,驱动压簧21和压环20做往复运动,从而能够不断的抽取吸附块22内部空气,使得吸附块22内部气体由抽气孔24进入密封套23,再由排气孔25挤出,使得吸附块22能够在外部大气压作用下与方箱1表面紧密贴合,并且最终安装完毕时,压簧21处于压缩状态,能够时中心压板4与连接用的螺栓螺牙压紧,降低间隙,从而规避加工震动带来的磨损,同时利用大气压的压紧,降低螺纹预警力带来的损耗,从而提高中心压板4的使用寿命,提高对震动强度的承受能力。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。