一种定量多工位多流道自动浇注机
文献发布时间:2023-06-19 19:38:38
技术领域
本发明属于铸造技术领域,具体涉及一种定量多工位多流道自动浇注机。
背景技术
随着自动化产品的不断普及与发展,当前在铸造行业也已经开始出现不同形式的自动化浇注设备,但是由于浇注介质的快速凝固特性,对于大批量、小铸件的浇注过程中存在浇注效率低、单个浇注对象浇注量难以控制等问题还没有完全解决。因此,浇注机如何能够快速、高效、可靠地进行浇注,且能够解决前述的问题,是需要考虑并解决的。
发明内容
为解决现有技术中存在的问题,本发明的目的在于提供了一种定量多工位自动浇注机,本发明能够快速、高效、可靠地进行浇注。
为实现上述目的,本发明采用以下技术方案来实现:
一种定量多工位多流道自动浇注机,包括多流道切换浇注模块、大浇包运输倾倒模块和砂箱运送模块,砂箱运送模块上能够设置呈矩阵形式分布分多个砂箱,多流道切换浇注模块安装于大浇包运输倾倒模块上并位于砂箱运送模块中所设置的砂箱的上方,多流道切换浇注模块能够盛接大浇包运输倾倒模块倾倒的金属液并将金属液导流至砂箱的金属液入口;
多流道切换浇注模块包括前端支架、前端浇注漏斗、流道切换机构和流道移动驱动机构,前端支架固定于大浇包运输倾倒模块上,前端浇注漏斗固定在前端支架上并用于盛接大浇包运输倾倒模块中浇包倾倒的金属液,流道切换机构安装在前端支架上并设置于前端浇注漏斗的下方,流道移动驱动机构安装在前端支架上并与流道切换机构连接,流道切换机构包括并排设置的长度不同的、倾斜的多个流道,长度不同的流道分别与砂箱运送模块上呈矩阵形式分布分的不同行的砂箱的分别对应,每个流道较高的一端均能盛接前端浇注漏斗出口流出的金属液,流道较低的一端的底部设有流道浇口;流道移动驱动机构能够驱动流道切换机构移动,使得每个流道较低的一端能够通过流道浇口将金属液导入与该流道对应的砂箱。
优选的,流道切换机构还包括导轨和流道支撑体,导轨安装在前端支架上,流道支撑体与导轨之间适配连接,流道支撑体能够沿导轨移动,流道支撑体在导轨上的移动方向与砂箱运送模块上呈矩阵形式分布分砂箱的行向平行;
所述流道均固定在流道支撑体上,流道移动驱动机构与流道支撑体连接,流道移动驱动机构能够驱动流道支撑体在导轨上往复移动。
优选的,流道支撑体上开有用于对流道进行限位的限位槽,流道较高的一端固定在所述限位槽中;
所有流道均包括预设长度的槽钢,槽钢的两端分别设有流道前挡板和流道后挡板,其中,流道前挡板和流道后挡板分别位于槽钢较低的一端和较高的一端,流道后挡板固定安装在所述限位槽内。
优选的,流道移动驱动机构包括第一电机、第一链轮、第一链条和第二链轮,第一链轮和第二链轮分别位于导轨的两端,第一链条绕设在第一链轮和第二链轮上且第一链条的两端与流道支撑体连接,第一电机固定安装在前端支架上,第一电机的输出轴第一链轮的转轴连接,第二链轮与前端支架之间转动连接;
第一电机能够驱动第一链轮转动,第一链轮通过链条驱动第二链轮转动同时通过链条带动流道支撑体沿着导轨移动;
第一链条位于流道支撑体以及前端浇注漏斗的下方并处于前端浇注漏斗远离流道的一侧。
优选的,砂箱运送模块包括第一轨道和砂箱运送轨道车驱动装置,第一轨道上设有多辆能够沿所述第一轨道移动的砂箱运送轨道车,砂箱运送轨道车上设有用于将多个砂箱分为矩阵形式的砂箱定位框架,砂箱运送轨道车驱动装置与多辆砂箱运送轨道车中首辆砂箱运送轨道车和/或末辆砂箱运送轨道车连接,用于驱动砂箱运送轨道车沿所述第一轨道移动;
砂箱运送轨道车在所述第一轨道上的移动方向和流道移动驱动机构驱动流道切换机构移动的方向平行。
优选的,多辆砂箱运送轨道车通过插销依次连接成为一个整体,第一轨道的两端均设有卷扬机,多辆砂箱运送轨道车整体的两端通过牵引绳索与第一轨道的两端的卷扬机分别连接,利用卷扬机驱动砂箱运送轨道车在第一轨道上移动。
优选的,大浇包运输倾倒模块包括轨道车模块、重量感知模块、浇包安装模块和转动驱动机构;重量感知模块安装在轨道车模块的上部,浇包安装模块安装在重量感知模块的上部,浇包安装模块上转动连接有大浇包,转动驱动机构安装在浇包安装模块上并与大浇包的转轴连接,转动驱动机构能够驱动大浇包倾倒金属液以及使大浇包复位;
轨道车模块能够带动重量感知模块、浇包安装模块和转动驱动机构一起移动,重量感知模块能够测量大浇包中金属液的重量变化。
优选的,重量感知模块包括多个均匀分布在轨道车模块上部的重量传感器,每个重量传感器上部中心与浇包安装模块的底部之间通过可调心支撑座连接,可调心支撑座能够使浇包安装模块实现自适应调水平。
优选的,轨道车模块包括轨道车和第二轨道,轨道车设置于第二轨道上并能第二轨道移动,轨道车在第二轨道上的移动方向与流道移动驱动机构驱动流道切换机构移动的方向平行。
优选的,轨道车采用电动轨道车,轨道车设有激光传感器,砂箱运送模块上设有用于标定不同列的砂箱位置的被检测物;
当流道的流道浇口与砂箱上的金属液入口上下正对时,此时将激光传感器检测的激光传感器与被检测物之间的距离作为设定值;
当轨道车移动过程中,激光传感器进行实时测距,当激光传感器所测距离为所述设定值时,轨道车停止移动。
本发明具有如下有益效果:
本发明的定量多工位多流道自动浇注机,利用大浇包运输倾倒模块和多流道切换模块能够实现流道浇注口准确移动至浇注位置,适合当前大批量小铸件浇注时铸模呈整齐的行列摆放的形式;多流道切换模块安装于大浇包运输倾倒模块,因此多流道切换模块可跟随大浇包运输倾倒模块移动至浇注位置,利用流道移动驱动机构可实现流道切换机构上的多个流道依次移动至前端浇注漏斗的正下方,以此承接大浇包运输倾倒模块倾倒的铁水;多个不同长度的流道分别将引导铁水流向同一列的每行砂箱,完成每行砂箱的浇注。利用砂箱运送模块,可实现浇注完成的砂箱批量转运,与此同时更换大浇包运输倾倒模块上的浇包,实现生产节奏的统一。综上,本发明能够一次性浇注多个铸模,并且还能够保证所浇注的每个铸模浇注足量的铁水,并保证浇注铁水的凝固时间,保证浇注质量,因此本发明实现了快速、高效、可靠地的浇注过程。
附图说明
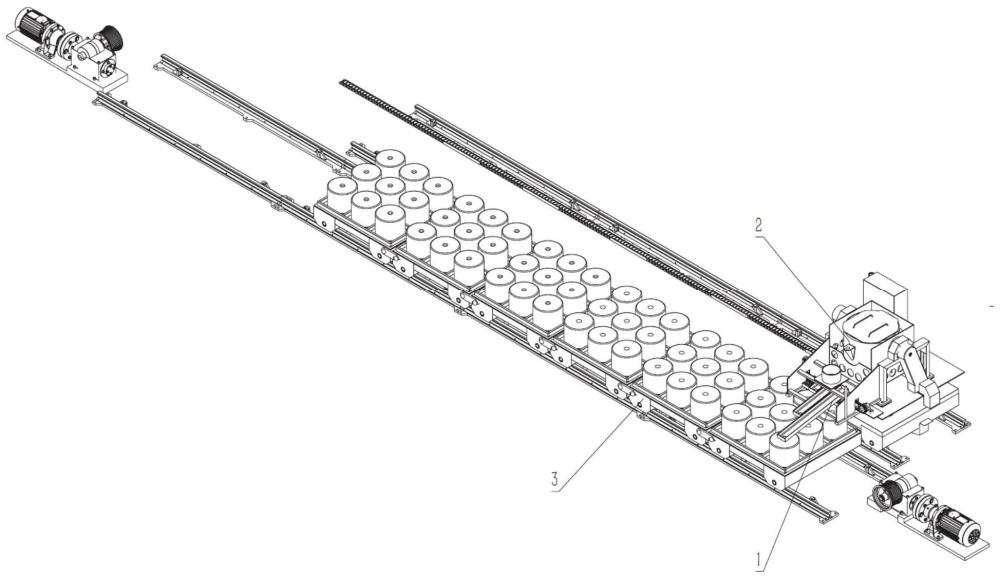
图1为本发明定量多工位多流道自动浇注机的整体示意图;
图2为本发明定量多工位多流道自动浇注机的多流道切换浇注模块示意图;
图3为本发明定量多工位多流道自动浇注机的多流道切换浇注模块的流道切换机构示意图;
图4为本发明定量多工位多流道自动浇注机的多流道切换浇注模块的近位流道示意图;
图5为本发明定量多工位多流道自动浇注机的砂箱运送模块示意图;
图6为本发明定量多工位多流道自动浇注机的流道切换浇注模块与砂箱运送模块上待浇注砂箱的位置示意图;
图7为本发明定量多工位多流道自动浇注机的大浇包运输倾倒模块示意图;
图8为本发明定量多工位多流道自动浇注机的大浇包运输倾倒模块的轨道车模块组成示意图;
图9为本发明定量多工位多流道自动浇注机的大浇包运输倾倒模块的重量感知模块和可调心支撑座的安装位置示意图;
图10为本发明定量多工位多流道自动浇注机的大浇包运输倾倒模块的浇包安装模块组成示意图;
图11为本发明定量多工位多流道自动浇注机的大浇包运输倾倒模块的转动驱动机构组成示意图。
图12为本发明定量多工位多流道自动浇注机的多流道切换浇注模块的流道移动驱动机构示意图。
图13为本发明定量多工位多流道自动浇注机的大浇包运输倾倒模块的可调心支撑座结构组成示意图。
图中:
1为多流道切换浇注模块,101为前端支架,102为前端浇注漏斗,103为流道切换机构,10301为导轨,10302为近位流道,1030201为流道前挡板,1030202为流道后挡板,1030203为流道浇口,10303为中位流道,10304为远位流道,10305为流道支撑体,10306为滑轮,104为流道移动驱动机构,10401为第一电机,10402为第一链轮,10403为第一链条,10404为第二链轮。
2为大浇包运输倾倒模块,201为轨道车模块,202为重量感知模块,203为可调心支撑座,204为浇包安装模块,205为转动驱动机构,206为控制器模块,20101为伺服电机,20102为第二轨道,20103为伺服电机,20104为激光传感器,20105为链条,20201为重量传感器,20401为支撑座安装板,20402为支撑横梁,20403为轴承,20404为连接法兰,20405为连接法兰,20406为大浇包,20501为伺服电机,20502为直角减速器,20503为减速器安装座,20504为驱动轴,20507为链条,20508为连接法兰。
3为砂箱运送模块,31为第一轨道,301为砂箱运送轨道车,302为砂箱定位框架,303为卷扬机。
具体实施方式
下面结合附图和实施例来对本发明做进一步的说明。在此申明,谨以此示意性实施例对本发明进行解释,但并不作为对本发明的限定。
参见图1-图6,本发明定量多工位多流道自动浇注机,包括多流道切换浇注模块1、大浇包运输倾倒模块2和砂箱运送模块3,砂箱运送模块3上能够设置呈矩阵(图1中所示的是三行三列的形式)形式分布分多个砂箱,以图6所示方位为例,左右方向为矩阵的行,上下方向为矩阵的列,多流道切换浇注模块1安装于大浇包运输倾倒模块2上并位于砂箱运送模块3中所设置的砂箱的上方,多流道切换浇注模块1能够盛接大浇包运输倾倒模块2倾倒的金属液并将金属液导流至砂箱的金属液入口;
多流道切换浇注模块1包括前端支架101、前端浇注漏斗102、流道切换机构103和流道移动驱动机构104,前端支架101固定于大浇包运输倾倒模块2上,前端浇注漏斗102固定在前端支架101上并用于盛接大浇包运输倾倒模块2中浇包倾倒的金属液,流道切换机构103安装在前端支架101上并设置于前端浇注漏斗102的下方,流道移动驱动机构104安装在前端支架101上并与流道切换机构103连接,流道切换机构103包括并排设置的长度不同的、倾斜的多个流道,长度不同的流道分别与砂箱运送模块3上呈矩阵形式分布分的不同行的砂箱的分别对应,每个流道较高的一端均能盛接前端浇注漏斗102出口流出的金属液,流道较低的一端的底部设有流道浇口1030203;流道移动驱动机构104能够驱动流道切换机构103移动,使得每个流道较低的一端能够通过流道浇口1030203将金属液导入与该流道对应的砂箱。
结合图6,本发明定量多工位多流道自动浇注机在工作时,调整砂箱运送模块3和大浇包运输倾倒模块2之间的相对位置,使得多流道切换浇注模块1上其中一个流道的流道浇口1030203与砂箱的金属液入口上下正对,然后通过大浇包运输倾倒模块2向前端浇注漏斗102内倾倒浇铸一个砂箱的金属量,然后大浇包运输倾倒模块2复位,待流道内的金属液流完之后,利用流道移动驱动机构104驱动流道切换机构103移动,使另一个流道位于前端浇注漏斗102出口的下方准备盛接金属液,然后再通过大浇包运输倾倒模块2向前端浇注漏斗102内倾倒浇铸一个砂箱的金属量,然后大浇包运输倾倒模块2复位,待流道内的金属液流完之后,利用流道移动驱动机构104驱动流道切换机构103移动,切换另一个流道进行浇铸,直至所有流道均浇铸完成(即砂箱运送模块3上所有行上能浇铸的砂箱均浇铸完成,以图6为例,砂箱运送模块3中总共有三行,调整一次调整砂箱运送模块3和大浇包运输倾倒模块2之间的相对位置,最多给这三行中每行的一个砂箱进行浇铸,当给这三行中能浇铸的三个砂箱浇铸完成后,则认为调整一次调整砂箱运送模块3和大浇包运输倾倒模块2之间的相对位置,所有能浇铸的砂箱浇铸完成),重新调整砂箱运送模块3和大浇包运输倾倒模块2之间的相对位置,再进行下一轮的浇铸工作;由于流道切换机构103具有并排设置的长度不同的、倾斜的多个流道,因此砂箱运送模块3和大浇包运输倾倒模块2之间的相对位置每调整一次,就能对多个砂箱进行浇注,大大提高了浇铸效率。
参见图2-图4以及图13,流道切换机构103还包括导轨10301和流道支撑体10305,导轨10301安装在前端支架101上,流道支撑体10305与导轨10301之间适配连接,流道支撑体10305能够沿导轨10301移动,流道支撑体10305在导轨10301上的移动方向与砂箱运送模块3上呈矩阵形式分布分砂箱的行向(指矩阵行所在方向,以图6为例,指的是左右方向)平行;所述流道均固定在流道支撑体10305上,流道与砂箱运送模块3上呈矩阵形式分布分砂箱的列向(指矩阵列所在方向,以图6为例,指的是上下方向)平行,流道移动驱动机构104与流道支撑体10305连接,流道移动驱动机构104能够驱动流道支撑体10305在导轨10301上往复移动,通过流道支撑体10305的往复移动,实现不同长度流道来盛接前端浇注漏斗102出口的金属液。
本发明中,可以在流道支撑体10305上开用于对流道进行限位的限位槽,流道较高的一端固定在所述限位槽中,通过限位槽能够确保流道安装位置的稳定性;所有流道均包括预设长度的槽钢,槽钢的两端分别设有流道前挡板1030201和流道后挡板1030202,其中,流道前挡板1030201和流道后挡板1030202分别位于槽钢较低的一端和较高的一端,流道后挡板1030202固定安装在所述限位槽内,该结构的流道结构简单、成本低。
参见图2、图12,本发明流道移动驱动机构104包括第一电机10401、第一链轮10402、第一链条10403和第二链轮10404,第一链轮10402和第二链轮10404分别位于导轨10301的两端,第一链条10403绕设在第一链轮10402和第二链轮10404上且第一链条10403的两端与流道支撑体10305连接,第一电机10401固定安装在前端支架101上,第一电机10401的输出轴第一链轮10402的转轴连接,第二链轮10404与前端支架101之间转动连接;
第一电机10401能够驱动第一链轮10402转动,第一链轮10402通过链条10403驱动第二链轮10404转动同时通过链条10403带动流道支撑体10305沿着导轨10301移动,通过第一电机10401的正反转能够实现流道支撑体10305在导轨10301上往复移动;
第一链条10403位于流道支撑体10305以及前端浇注漏斗102的下方并处于前端浇注漏斗102远离流道的一侧,这样能够利用流道支撑体10305进行遮挡,避免长期经受热辐射导致损坏,以及避免前端浇注漏斗102出口飞溅的金属液粘结在第一链条10403上导致第一链条10403无法正常工作。
参见图5,本发明砂箱运送模块3包括第一轨道31和砂箱运送轨道车驱动装置,第一轨道31上设有多辆能够沿所述第一轨道31移动的砂箱运送轨道车301,砂箱运送轨道车301上设有用于将多个砂箱分为矩阵形式的砂箱定位框架302,砂箱运送轨道车驱动装置与多辆砂箱运送轨道车301中首辆砂箱运送轨道车和/或末辆砂箱运送轨道车连接,用于驱动砂箱运送轨道车301沿所述第一轨道31移动,利用砂箱运送轨道车驱动装置能够驱动砂箱运送轨道车301移动,实现连续作业;砂箱运送轨道车301在所述第一轨道31上的移动方向和流道移动驱动机构104驱动流道切换机构103移动的方向平行,这样便于调整砂箱运送模块3和大浇包运输倾倒模块2之间的相对位置,提高作业效率。
本发明可将多辆砂箱运送轨道车301通过插销依次连接成为一个整体,第一轨道31的两端均设有卷扬机303,多辆砂箱运送轨道车301整体的两端通过牵引绳索与第一轨道31的两端的卷扬机303分别连接,利用卷扬机驱动砂箱运送轨道车301在第一轨道31上移动。
参见图7-图10,大浇包运输倾倒模块2包括轨道车模块201、重量感知模块202、浇包安装模块204和转动驱动机构205;重量感知模块202安装在轨道车模块201的上部,浇包安装模块204安装在重量感知模块202的上部,浇包安装模块204上转动连接有大浇包20406,转动驱动机构205安装在浇包安装模块204上并与大浇包20406的转轴连接,转动驱动机构205能够驱动大浇包20406倾倒金属液以及使大浇包20406复位;轨道车模块201能够带动重量感知模块202、浇包安装模块204和转动驱动机构205一起移动,重量感知模块202能够测量大浇包20406中金属液的重量变化。上述大浇包20406指的是能一次性存储浇铸多个砂箱的金属液的浇包,并不是指具体的尺寸有多大,该大浇包20406的规格能够满足调整一次调整砂箱运送模块3和大浇包运输倾倒模块2之间的相对位置后,将能浇铸的砂箱要浇铸完成。
参见图9,本发明重量感知模块202包括多个均匀分布在轨道车模块201上部的重量传感器20201,每个重量传感器20201上部中心与浇包安装模块204的底部之间通过可调心支撑座203连接,可调心支撑座203能够使浇包安装模块204实现自适应调水平,保证称量结果的准确性。
参见图1、图6-图8,奔放轨道车模块201包括轨道车20101和第二轨道20102,轨道车20101设置于第二轨道20102上并能第二轨道20102移动,轨道车20101在第二轨道20102上的移动方向与流道移动驱动机构104驱动流道切换机构103移动的方向平行,这样便于调整砂箱运送模块3和大浇包运输倾倒模块2之间的相对位置,提高作业效率。
本发明的轨道车20101可采用电动轨道车,轨道车20101设有激光传感器20104,砂箱运送模块3上设有用于标定不同列的砂箱位置的被检测物;当流道的流道浇口1030203与砂箱上的金属液入口上下正对时,此时将激光传感器20104检测的激光传感器20104与被检测物之间的距离作为设定值;当轨道车20101移动过程中,激光传感器20104进行实时测距,当激光传感器20104所测距离为所述设定值时,轨道车20101停止移动,上述结构有利用准确调整流道与砂箱支架的相对位置。上述方案中,被检测物可以是挡板或档杆,上述设定值是激光传感器20104移动过程中所能测量到的最小距离值。
以下以设置三个流道、砂箱运送模块3中设置呈3×3矩阵形式分布分九个砂箱为例进行说明。
参照图1、图2、图5、图6、图7和图8,本发明定量多工位多流道自动浇注机,包括多流道切换浇注模块1、大浇包运输倾倒模块2、砂箱运送模块3,多流道切换浇注模块1设置在大浇包运输倾倒模块2前端;多流道切换浇注模块1包括前端支架101、用于承接大浇包运输倾倒模块2倾倒铁水的前端浇注漏斗102安装于前端支架101上、用于引导前端浇注漏斗102流出铁水流向的流道切换机构103的两端连接着用于驱动流道切换机构移动的流道移动驱动机构104;流道切换机构103包括导轨10301、近位流道10302、中位流道10303、远位流道10304,近位流道10302、中位流道10303、远位流道10304均安装于流道支撑体10305上,滑轮10306安装于流道支撑体10305上,使流道支撑体10305可以在导轨10301上滑动;流道移动驱动机构104驱动流道支撑体10305在导轨10301上左右移动,使位于流道支撑体10305上的中位流道10303、近位流道10302、远位流道10304依次位于前端浇注漏斗102的正下方,以此引导前端浇注漏斗102流出的铁水依次流向中位、近位、远位砂箱,完成同列三个砂箱的浇注。
参照图2、图3、图12,流道移动驱动机构104中的电机驱动链条传动,链条两端焊接于流道支撑体10305上,从而驱动流道切换机构103移动,使长度不同流道依次位于前端浇注漏斗102的正下方,从而实现中、近、远位三工位的铸件浇注。
参照图3、图4,中位流道10303、近位流道10302、远位流道10304均通过一定长度的槽钢、流道前挡板1030201和流道后挡板1030202以及流道浇口1030203焊接而成,流道后挡板1030202扣于流道支撑体10305底部。流道的主体为槽钢,流道后挡板1030202由普通钢板弯折加工,流道与铁水的接触面均涂覆防火泥;流道支撑体10305主体为槽钢,在主体槽钢上切割出限位槽,用于限制流道的左右位置,并在槽钢底部四角焊上支撑板,用于安装滑轮10306。
参考图7、图9-图11、图13,轨道车模块201、重量感知模块202、可调心支撑座203采用自下而上的安装方式,浇包安装模块204、转动驱动机构205和控制器模块206均布置在可调心支撑座203的上方。其中重量感知模块202采用四个重量测量仪20201,安装在轨道车20101的四个不同方位,实时感知上部重量的变化。在每个重量传感器20201的中心位置安装可调心支撑座203,可调心支撑座203包括调心轴承安装座20301、推力调心轴承20302和连接法兰20303,推力调心轴承20302安装在调心轴承安装座20301内部,推力调心轴承20302与支撑座安装板20401之间通过连接法兰20303下连接,可以使得支撑座安装板20401自适应调平,进而使整个浇包安装模块204能够实现自适应调平。在支撑座安装板20302上安装有左右两个支撑横梁20402,支撑横梁20402上方安装轴承20403。连接法兰20404的法兰端与浇包放置座20405相连,轴端穿过轴承20403与从动链轮20506连接。从动链轮20506通过链条20507与布置在支撑横梁20402下部的主动链轮20505相连,使得浇包可以在转动驱动机构205的驱动下,实现倾倒运动。
参考图8和图11,大浇包运输倾倒模块2依靠轨道车20101沿第二轨道20102进行直线运动,轨道车20101底盘装有伺服电机20103,利用链条20105传动。轨道车20101可采用电动轨道车,轨道车20101上装有激光传感器20104,砂箱运送模块3上设有用于标定不同列的砂箱位置的档杆;轨道车20101移动过程中,激光传感器20104进行实时测距,当激光传感器20104所测距离为设定值时,表明此时,近位流道10302、中位流道10303或远位流道10304的流道浇口1030203分别与中位砂箱、近位砂箱或远位砂箱上的金属液入口上下正对时,伺服电机20103停止运动,从而使轨道车20101停止移动,此时大浇包运输模块2和多流道切换浇筑模块1停止在合适的浇铸位置。此时转动驱动机构205中的伺服电机20501经直角减速器20502、连接法兰20508将动力传递给驱动轴20504,驱动轴20504两侧安装有两个主动链轮20505,主动链轮20505经链条20507传动会带动从动链轮20506转动,从而驱动浇包安装模块204中的连接法兰20403转动,实现大浇包20406的倾倒运动。当重量感知模块202检测到上部重量变化满足阈值,控制器模块206控制转动倾倒机构205重复上述步骤将大浇包20406回正。
参照图5,砂箱运送模块3中的砂箱运送轨道车301首尾安装插销及牵引绳索,绳索连接于卷扬机303,由卷扬机拖动砂箱运送轨道车移;砂箱定位框架302安装于砂箱运送轨道车301上,用于定位待浇注砂箱。当砂箱运送轨道车301上的所有砂箱浇注完成后,卷扬机303拖动砂箱运送轨道车至浇注完成砂箱卸货处,并摆放上新的待浇注砂箱后,由另一端的卷扬机303拖动砂箱运送轨道车至浇注线起点位置。
本发明如上所述定量多工位多流道自动浇注机的工作方法,包括如下步骤;
S1,大浇包运输倾倒模块2移动,激光传感器20104进行实时测距,当激光传感器20104所测距离为所述设定值时,大浇包运输倾倒模块2停止移动;
S2,转动驱动机构205驱动浇包倾倒铁水,铁水流入前端浇注漏斗102,当重量感知模块202检测倾倒出的铁水质量满足阈值,控制器模块206控制转动驱动机构205停止倾倒,铁水经前端浇注漏斗102流入中位流道10303,浇注中位砂箱;
S3,流道移动驱动机构104驱动流道支撑体10305在导轨10301上移动固定距离,使近位流道10302位于前端浇注漏斗102的正下方;
S4,重复S2,浇注近位砂箱;
S5,流道移动驱动机构104驱动流道支撑体10305在导轨10301上移动固定距离,使远位流道10304位于前端浇注漏斗102的正下方;
S6,重复S2,浇注远位砂箱;
S7,重复S1~S6,直到砂箱运送模块3上的所有砂箱浇注完成;
S8,卷扬机303拖动砂箱运送轨道车301移动。
实施例
本实施例定量多工位多流道自动浇注机包括多流道切换浇注模块1、大浇包运输倾倒模块2、砂箱运送模块3,大浇包运输倾倒模块2设置在移动轨道车模块201上,多流道切换浇注模块1设置在大浇包运输倾倒模块2上。参考图2、图3和图4,多流道切换浇注模块1包括前端支架101、用于承接大浇包运输倾倒模块2倾倒铁水的前端浇注漏斗102安装于前端支架101上、用于引导前端浇注漏斗102流出铁水流向的流道切换机构103的两端连接着用于驱动流道切换机构移动的流道移动驱动机构104;流道切换机构103包括导轨10301、近位流道10302、中位流道10303、远位流道10304,近位流道10302、中位流道10303、远位流道10304均安装于流道支撑体10305上,滑轮10306安装于流道支撑体10305上,使流道支撑体10305可以在导轨10301上滑动;流道移动驱动机构104驱动流道支撑体10305在导轨10301上左右移动,使位于流道支撑体10305上的中位流道10303、近位流道10302、远位流道10304依次位于前端浇注漏斗102的正下方,以此引导前端浇注漏斗102流出的铁水依次流向中位、近位、远位砂箱。中位流道10303、近位流道10302、远位流道10304均通过一定长度的槽钢、流道前挡板1030201和流道后挡板1030202以及流道浇口1030203焊接而成,流道后挡板1030202扣于流道支撑体10305底部。流道的主体为槽钢,流道后挡板1030202由普通钢板弯折加工,流道与铁水的接触面均涂覆防火泥;流道支撑体10305主体为槽钢,在主体槽钢上切割出限位槽,用于限制流道的左右位置,并在槽钢底部四角焊上支撑板,用于安装滑轮10306。流道移动驱动机构104中的电机驱动链条传动,链条焊接于流道支撑体10305上,从而驱动流道切换机构103移动,使长度不同流道依次位于前端浇注漏斗102的正下方,从而实现中、近、远位三工位的铸件浇注。参考图7、图9-图11,大浇包运输倾倒模块2依靠轨道车20101沿第二轨道20102进行直线运动,轨道车20101底盘装有伺服电机20103,利用链条20105传动。轨道车20101上装有激光传感器20104,当激光传感器20104所测距离为所述设定值时,表明轨道车20101与浇铸箱运送模块2之间的距离达到合适的浇筑距离,此时控制器模块206控制伺服电机20103停止运动,实现整个大浇包运输模块2和多流道切换浇筑模块1浇注位置的闭环控制,保证浇铸点的定位精准。轨道车模块201、重量感知模块202、可调心支撑座203采用自下而上的安装方式,浇包安装模块204、转动驱动机构205和控制器模块206均布置在可调心支撑座203的上方。其中重量感知模块202包括多个重量传感器20201,多个重量传感器20201均匀安装在轨道车20101上,实时感知上部重量的变化。当轨道车20101停在合适位置时,控制器模块206控制转动驱动机构205中的伺服电机20501经直角减速器20502、连接法兰20508将动力传递给驱动轴20504,驱动轴20504两侧安装有两个主动链轮20505,主动链轮20505经链条20507传动会带动从动链轮20506转动,从而驱动浇包安装模块204中的连接法兰20403转动,实现大浇包20406的倾倒运动。当重量感知模块202检测到上部重量变化满足阈值,控制器模块206控制转动倾倒机构205重复上述步骤将大浇包20406回正。整个控制过程是基于重量变化的闭环控制,可以控制铁水倒出的量,防止铁水量不够影响铸件成型和铁水过多造成溢出的情况发生。参照图5,砂箱运送模块3中的砂箱运送轨道车301首尾安装插销及牵引绳索,绳索连接与卷扬机303,由卷扬机拖动砂箱运送轨道车移;砂箱定位框架302安装于砂箱运送轨道车301上,用于定位待浇注砂箱。当砂箱运送轨道车301上的所有砂箱浇注完成后,卷扬机303拖动砂箱运送轨道车至浇注完成砂箱卸货处,并摆放上新的待浇注砂箱后,由另一端的卷扬机303拖动砂箱运送轨道车至浇注线起点位置,保证了浇筑过程中铁水有足够的凝固时间,降低更换铸模的时间。
本实施例用于定量多工位多流道自动浇注机的工作过程包括如下步骤:
步骤1:浇注机浇注工作开始时,轨道车模块201带动大浇包运输倾倒模块2和多流道切换浇筑模块1进行直线运动,当激光传感器20104所测距离为所述设定值时,此时砂箱运送模块2上的砂箱到达指定位置,轨道车模块201停止移动,开始进行下一个动作。
步骤2:大浇包运输倾倒模块2运动到合适的浇铸位置时,控制器模块206控制转动驱动机构205进行运动,使大浇包20406转动并倾倒铁水。铁水流入前端浇铸漏斗102,经过多流道切换浇注模块1中的中位流道10303,最终进入中位砂箱。重量感知模块202实时监测上部重量变化,当重量变化达到指定阈值时,控制器模块206向转动驱动机构205中的伺服电机20501发出指令,控制伺服电机20501向相反方向转动,调平大浇包20406,使其停止倾倒铁水,完成该工位中位砂箱的浇铸,并启动下一动作。
步骤3:当中位砂箱浇铸完成后,控制器模块206控制流道移动驱动机构104驱动流道支撑体10305在导轨10301上移动固定距离,使近位流道10302处于前端浇铸漏斗102的下方。此时控制器模块206会重复步骤2中的动作,完成该工位近位砂箱的浇铸。接着,控制器模块206控制流道移动驱动机构104驱动流道支撑体10305在导轨10301上移动固定距离,使远位流道10304处于前端浇铸漏斗102的下方,完成该工位三排砂箱的浇筑工作,并启动下一动作。
步骤4:当某一工位的三排砂箱浇铸完成后,重复步骤1,使大浇包运输倾倒模块2和多流道切换浇筑模块1在轨道车模块201的驱动下,移动至下一工位点,接着重复步骤2、步骤3,直到完成整个砂箱运送模块3上的所有砂箱的浇铸。此时,卷扬机303拖动砂箱运送轨道车至浇注完成砂箱卸货处,并摆放上新的待浇注砂箱后,由另一端的卷扬机303拖动砂箱运送轨道车至浇注线起点位置,进行下一轮的浇铸工作。
从上述方案可以看出,本发明的定量多工位多流道自动浇注机利用大浇包运输倾倒模块和多流道切换模块能够实现流道浇注口准确移动至浇注位置,适合当前大批量小铸件浇注时铸模呈整齐的行列摆放的形式;多流道切换模块安装于大浇包运输倾倒模块,因此多流道切换模块可跟随大浇包运输倾倒模块移动至浇注位置,利用流道移动驱动机构可实现流道切换机构上的多个流道依次移动至前端浇注漏斗的正下方,以此承接大浇包运输倾倒模块倾倒的铁水;三个不同长度的流道分别将引导铁水流向同一列的三行砂箱,完成中位砂箱、近位砂箱、远位砂箱的浇注。利用大浇包运输倾倒模块上的重量感知模块,转动驱动机构和控制器模块,可实现定量倾倒出铁水。利用砂箱运送模块,可实现浇注完成的砂箱批量转运,与此同时更换大浇包运输倾倒模块上的浇包,实现生产节奏的统一。综上,本发明能够一次性浇注多个铸模,并且还能够保证所浇注的每个铸模浇注足量的铁水,并保证浇注铁水的凝固时间,保证浇注质量,因此本发明实现了快速、高效、可靠地的浇注过程。
本发明的流道支撑体由槽钢直接加工获得,近位、中位、远位流道的主体也为槽钢,均由标准化的钢材切割、焊接获得,零件加工简单,加工制造成本低。本发明的流道移动驱动机构的链传动结构的链条大部分位于流道支撑体下方,很好的屏蔽了浇注倾倒铁水的高温,因此本发明的流道移动驱动机构具有较好的润滑条件,延长了流道移动驱动机构的使用寿命。
本发明采用重量检测对转动驱动机构进行闭环控制,通过重量感知模块对其上部的重量进行实时监测,当重量变化达到需要倒出的铁水量时,控制模块控制伺服电机启动将浇包位置回正,停止倾倒。相比于传统的定时倾倒,可以精准控制铁水倒出的量,防止铁水量不够影响铸件成型和铁水过多造成溢出的情况发生。同时重量感知模块由多个布置均匀的重量传感器组成,避免上方重量超过单个重量测量仪测量范围的情况发生,配合上方的调心支撑座可以保证重量测量时环境的稳定和测量的精准。
本发明采用激光传感器检测轨道车与沙箱运送模块之间的距离,实现对轨道车模块伺服电机的闭环控制。当激光传感器检测到当前轨道车与沙箱运送模块距离达到设定位置时,控制模块控制轨道车底部的伺服电机停止运动,在当前位置准备浇铸。在激光传感器模块外部采用隔温层包裹,保证其在高温环境仍能正常工作,确保浇铸位置定位的精准。
综上,本发明针对现有浇注机存在的问题,设置了自动调整铁水流向的多流道切换浇注模块,自动进行移动及倾倒动作的大浇包运输倾倒模块,和可以批量将浇注完成的铸模运送到卸货区的砂箱运送模块。本发明的多流道切换浇注模块通过焊接固定于大浇包运输倾倒模块,配合位于大浇包运输倾倒模块上的四个重量感知模块,通过转动驱动机构及控制器模块,驱动浇包倾倒,可以实现定量倾倒出铁水,极大程度的保证了浇注质量。本发明的多流道切换机构的流道支撑体、流道加工制造简单,便于涂覆耐高温材料,便于加工制造,通过流道移动驱动机构可实现流道切换,将倾倒出的铁水引流至同列不同行的砂箱浇注口,从而实现了同一列,不同行砂箱在一个固定工位的浇注。流道移动驱动机构的链条大部分不至于流道支撑体的下方,避免了倾倒过程中铁水飞溅对传动机构的损伤,隔绝了大部分热量,保证了驱动机构的工作环境。砂箱运送模块在浇注过程中位置固定,工位调整由大浇包运输倾倒模块实现,大浇包运输倾倒模块中的轨道车模块移动,并配合激光传感器确定是否到达下一浇注工位,轨道车模块由伺服电机直接驱动,保证了定位控制精度满足要求。在整个浇注过程中,浇包移动而砂箱固定,保证了浇注完成砂箱中铁水凝固的稳定性及凝固时长,有效避免了铸件产生气孔,冷隔等铸造缺陷,避免了自动化砂型铸造过程中铸件缺陷的发生。砂箱运送模块在起点、终点由卷扬机驱动砂箱运送轨道车移动,实现了浇注完成的铸模运送至卸装区,装载完成的未浇注砂箱运送至浇注区,提高了浇注生产的效率及自动化程度。
以上内容显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入本发明要求保护的范围内。
本发明要求保护范围由所附的权利要求书及其等效物界定。