一种链轨节扫描淬火装置及链轨节扫描淬火方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明属于工业机械技术领域,更具体地,涉及一种链轨节扫描淬火装置及链轨节扫描淬火方法。
背景技术
链轨节是履带式工程机械和军工机械中履带总成的关键性零件,其连接履带板进行传动,同时还作为支重轮前进的轨道。链轨节的工作条件恶劣,不仅承受很大的交变载荷和冲击载荷,与支重轮直接接触的链轨节踏面还受到周期性的摩擦作用。因此,链轨节必须具有很好的强度,同时踏面还需具有良好的耐磨性。
现有的链轨节的感应淬火的设备使用中,由于链节结构异形,端面不规则的局限性,一般将第一个链轨节产品单独放置于感应加热工位,待感应加热后,将其传送至下一工序,第二个链轨节产品再移至感应加热工位,此种形式生产,效率低下。并且链轨节需要在侧面端面加热,加热深度为10mm,淬火深度在3-5mm,同一批次的产品的一致性不能完全保证,因此如何提高生产效率,提高生产质量一致性是需要突破的问题。
发明内容
为了克服现有技术的缺陷和问题,本发明设计了一种链轨节扫描淬火装置及链轨节扫描淬火方法,通过对加热单元的工件传送机构的改进,结合链节结构的特点,使在传送带上呈线体排列,可以成批次完成对链轨节的加热,有效提高了生产效率,热处理后的产品一致性得到保障。
本发明的技术方案如下:
公开的链轨节扫描淬火装置,包括加热单元和支撑单元,所述加热单元设置于所述支撑单元的上方;所述加热单元包括加热机构和工件传送机构,所述加热机构为感应线圈,所述支撑单元的上端设置有工件传送机构;所述工件传送机构为安放链轨节的传送带,所述传送带的下方设置有磁体,所述磁体固定所述链轨节竖直放置,使其在传送带上呈线体排列。
进一步地,所述传送带的一侧设置有定位板,所述定位板设置于加热单元的下方。
进一步地,所述加热单元的感应线圈与中央控制单元连接,设置于淬火变压器上,位于传送带上方。
进一步地,所述磁体仅设置于所述加热机构正下方的传送带底部。
另外,还包括传感装置,所述传感装置设置于工件传送机构上,用于感应链节淬火过程中的加热温度和加热时间。
本发明的另一目的在于公开上述链轨节扫描淬火装置的链轨节扫描淬火方法,其特征在于,包括以下步骤:
S1.将所述链轨节竖直放置于传送带上,相邻两个所述链轨节的首尾紧靠或者叠置,所述链轨节一端紧靠定位板,排列好的链轨传送到加热单元处;
S2.开启加热单元,对所述链轨节的靠近加热单元的一侧进行加热,加热频率为4~6KHz,加热时间为5~10S;
S3.将加热后的链轨节运送至风冷口冷却,再浸入水冷槽,进行淬火。
本发明与现有技术相比其有益效果如下:
本发明设计了一种链轨节扫描淬火装置及链轨节扫描淬火方法,通过对加热单元的工件传送机构的改进,结合链节结构的特点,使在传送带上呈线体排列,可以成批次完成对链轨节的加热,有效提高了生产效率,热处理后的产品一致性得到保障。
本发明设计了一种链轨节扫描淬火装置在现有的扫描淬火的设备上,针对链轨节产品的需求进行了合理设计。不但能显著提高生产效率还可以不增加过多的设备成本的投入,普遍适用于此类异型产品的扫描淬火加工。
附图说明
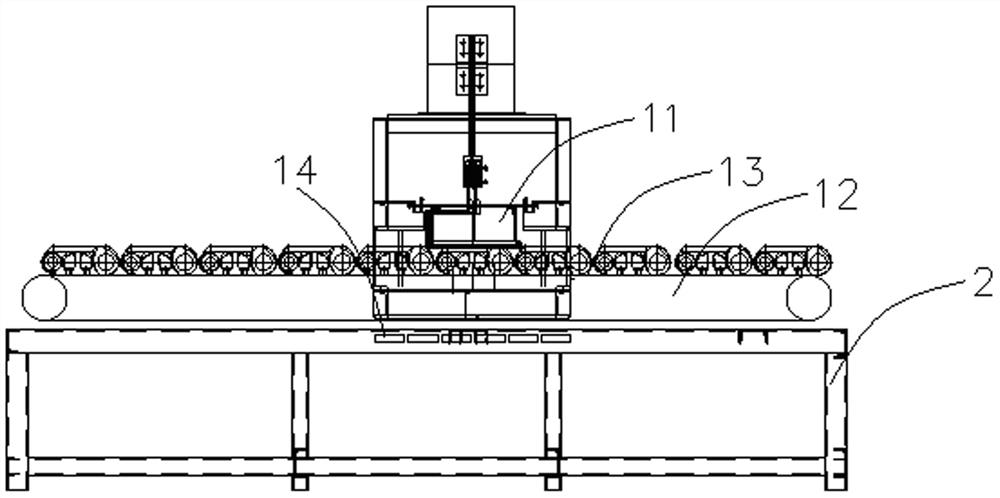
图1为本实施例1所述链轨节扫描淬火装置的结构示意图。
图2为本实施例2所述链轨节扫描淬火装置的结构示意图。
图3为本实施例3的链轨节首尾叠置的结构示意图。
其中,11-加热单元,2-支撑单元,12工件传送机构,13-传送带,14-磁体,15-定位板,16-传感装置。
具体实施方式
下面结合具体实施方式对本发明作进一步的说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
实施例1
如图1所示,本实施例中的链轨节扫描淬火装置,包括加热单元11和支撑单元2,加热单元11设置于支撑单元2的上方;其中,加热单元1包括加热机构和工件传送机构12,加热机构为感应线圈,此感应线圈与中央控制单元(未示出)连接,设置于淬火变压器上,位于传送带上方。
支撑单元2的上端设置有工件传送机构12;工件传送机构12为安放链轨节的传送带13,传送带13的下方设置有磁体14,磁体14仅设置于加热机构正下方的传送带13底部,磁体14固定链轨节竖直放置,使其在传送带13上呈线体排列。
并且本链轨节扫描淬火装置还包括传感装置,传感装置(未示出)设置于工件传送机构上,用于感应链节淬火过程中的加热温度和加热时间。
使用本实施例的链轨节扫描淬火装置的链轨节扫描淬火方法,包括以下步骤:
S1.将所述链轨节竖直放置于传送带13上,相邻两个所述链轨节的首尾紧靠,链轨节一端紧靠定位板,排列好的链轨传送到加热单元11处;
S2.开启加热单元11,对链轨节的靠近加热单元11的一侧进行加热,加热频率为4~6KHz,加热时间为5~10S;
S3.将加热后的链轨节运送至风冷口冷却,再浸入水冷槽,进行淬火。
实施例2
如图2所示,本实施例的链轨节扫描淬火装置与实施例基本相同,其不同之处在于,传送带13的一侧设置有定位板15,定位板15设置于加热单元的下方。为了使待热处理的链轨节准确放置于待热处理位置上,设置定位板15,使整个操作更加高效快速。定位板15可以设置为可移出或者伸缩的,这样不会影响到扫描淬火的工序,因为在扫描加热处传送带13底部设有磁体可以吸附链轨节产品,使其在扫描加热位置固定,不会串动,保证了加热工序的质量。
实施例3
如图3所示,本实施例的链轨节扫描淬火装置与实施例基本相同,其不同之处在于,使用本实施例的链轨节扫描淬火装置的链轨节扫描淬火方法,包括以下步骤:
S1.将所述链轨节竖直放置于传送带13上,相邻两个所述链轨节的首尾叠置,链轨节一端紧靠定位板,排列好的链轨传送到加热单元11处;
S2.开启加热单元11,对链轨节的靠近加热单元11的一侧进行加热,加热频率为4~6KHz,加热时间为5~10S;
S3.将加热后的链轨节运送至风冷口冷却,再浸入水冷槽,进行淬火。
现有技术中对一批链轨节进行扫描淬火加工,在扫描加热时平均一个需要15S以上的操作才能完成,而本发明中仅需不到10S即可以完成,大大提高了生产效率。
显然,上述实施例仅仅是为清楚地说明本发明的技术方案所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护之内。