一种数控机床金属加工用防锈切削液及其制备方法
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及数控机床金属加工技术领域,具体为一种数控机床金属加工用防锈切削液及其制备方法。
背景技术
数控机床可有效地减少零件的加工时间和辅助时间,数控机床的主轴声速和进给量的范围大,允许机床进行大切削量的强力切削,数控机床正进入高速加工时代,数控机床移动部件的快速移动和定位及高速切削加工,极大地提高了生产率,但是在高速切削加工时,切割刀片与金属之间会产生巨大的摩擦力,进而将金属进行切割加工。
现有的金属切削液在对金属进行切割加工时,由于金属切割时掉落的碎屑锋利且温度较高,久而久之将工作台的防锈层破坏,进而容易导致工作台出现锈斑,且金属切削液的流动性较差,不能将大部分的切削碎屑带走,增加了需要人工清理机床的频率,而且金属切削液长期储存在工作台的底部,容易导致其变质,进而降低其自身的回收利用率。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明提供了一种数控机床金属加工用防锈切削液及其制备方法。
(二)技术方案
为实现上述目的,本发明提供如下技术方案:一种数控机床金属加工用防锈切削液,包括以下重量组份的原料:水溶液20-30份、乳化液10-18份、切削油10-15份、润滑剂7-19份、防锈剂8-15份、极压添加剂5-8份、消泡剂3-7份、灭菌剂1-3份、表面活性剂3-5份、渗透剂3-7份、稳定剂2-4份和防冻液3-5份,所述乳化液包括以下质量组份的原料:水溶液5-10份、基础油3-5份、石油磺酸钠5-8份和摩擦改进剂5-7份和抗氧化剂3-8份,所述切削油包括以下质量组份的原料:聚氧矿物油3-8份,乙烯烷基酚醚10-16份、氯化石蜡5-9份、水溶液10-20份、环烷酸铅5-15份、石油酸钠盐2-5份、合成脂肪酸3-5份和聚乙二醇3-6份,所述防锈剂包括以下质量组份的原料:水溶液5-15份、环烷酸锌3-20份、石油磺酸钡8-15份、苯并三唑3-9份、山梨糖醇单油酸酯1-5份和硬脂酸铝6-15份,所述润滑剂包括以下质量组份的原料:氨基甲酸乙酯6-18份、水溶液3-15份和羟丙甲基纤维素5-9份,所述消泡剂包括以下质量组份的原料:乳化硅油3-12份、聚二甲基硅氧烷1-5份和聚氧丙烯聚氧乙烯甘油醚2-5份,所述灭菌剂包括以下质量组份的原料:水溶液3-5份、过氧乙烷2-4份和乙醇1-3份。
优选的,所述极压添加剂包括以下质量组份的原料:氯化石蜡3-7份、磷酸酯2-5份、磷酸盐4-8份和水溶液10-28份。
优选的,所述表面活性剂包括以下质量组份的原料:环烃类脂肪酸钠盐3-5份、十二烷基苯磺酸钙3-5份、聚氧乙基烷基苯基醚3-5份、环氧乙烷3-6份和水溶液3-6份。
优选的,所述摩擦改进剂包括以下质量份的原料:油性添加剂6-10份、减摩剂5-8份和水溶液10-12份。
优选的,所述渗透剂包括以下质量份的原料:脂肪醇聚氧乙烯醚3-18份和水3-18份。
优选的,所述矿物油包括以下质量份的原料:环戊烷3-8份、丙烯6-10份和丙炔3-5份。
优选的,所述防冻剂包括以下质量组份的原料:甲醇1-3份,乙醇2-5份、乙二醇2-4份、丙三醇3-5份和水溶液8-14份。
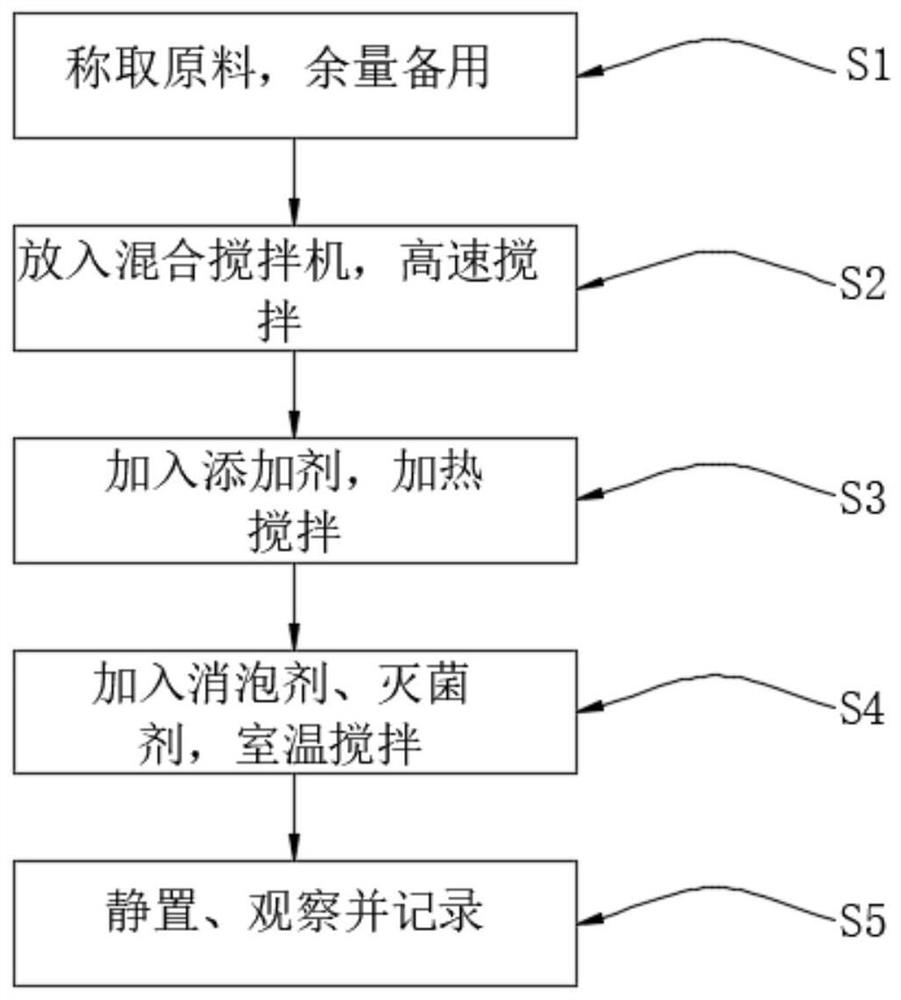
另外,本发明还提供了一种数控机床金属加工用防锈切削液的制备方法,包括以下步骤:
S1、按切削液的重量组份分别称取水溶液20-30份、乳化液10-18份、切削油10-15份、润滑剂7-19份、防锈剂8-15份、极压添加剂5-8份、消泡剂3-7份、灭菌剂1-3份、表面活性剂3-5份、渗透剂3-7份、稳定剂2-4份和防冻液3-5份,余量备用;
S2、将水溶液20-30份、乳化液10-18份、切削油10-15份、润滑剂7-19份、防锈剂8-15份放置到混合搅拌机内高速搅拌,搅拌速度100-140r/min,室温搅拌0.6-1h;
S3、向搅拌机中加入极压添加剂5-8份、表面活性剂3-5份、渗透剂3-7份、稳定剂2-4份和防冻液3-5份,按下开关继续搅拌,搅拌速度为20-30r/min,加热搅拌0.1-0.3h,加热温度为60-70℃;
S4、向S3混合溶液中加入消泡剂3-7份、灭菌剂1-3份继续搅拌,搅拌速度为60-80r/min,室温搅拌0.3-0.5h,即可得到切削液;
S5、静置0.1-0.3h,取样观察并记录。
优选的,所述稳定剂包括以下质量组份的原料:低碳醇3-5份和水溶液2-6份。
(三)有益效果
与现有技术相比,本发明提供了一种数控机床金属加工用防锈切削液及其制备方法,具备以下有益效果:
一、通过在金属切削液中添加环烷酸锌、石油磺酸钡、山梨糖醇单油酸酯等几种防锈剂的成分,增加了金属切削液的防锈效果,利用润滑液和乳化剂使得金属切削液的润滑性和流动性增加,进而解决了金属切削液的流动性较差,不能将大部分的切削碎屑带走,进而增加人工清扫机床的频率,增加了劳动量的问题。
二、通过在金属切削液中添加灭菌剂,可以避免金属切削液在机床底部长期储存后容易导致其变质的现象,进而可以通过收集过滤后增加金属切削液的回收利用率。
附图说明
图1为发明的步骤流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一
请参阅图1,本发明提供一种技术方案:一种数控机床金属加工用防锈切削液,包括以下重量组份的原料:水溶液20份,乳化液10份、切削油10份、润滑剂7份、防锈剂8份、极压添加剂5份、消泡剂3份、灭菌剂1份、表面活性剂3份、渗透剂3份、稳定剂2份和防冻液3份,乳化液包括以下质量组份的原料:水溶液5份、基础油3份、石油磺酸钠5份和摩擦改进剂5份和抗氧化剂3份,切削油包括以下质量组份的原料:聚氧矿物油3份,乙烯烷基酚醚10份、氯化石蜡5份、水溶液10份、环烷酸铅5份、石油酸钠盐2份、合成脂肪酸3份和聚乙二醇3份,防锈剂包括以下质量组份的原料:水溶液5份、环烷酸锌3份、石油磺酸钡8份、苯并三唑3份、山梨糖醇单油酸酯1份和硬脂酸铝6份,润滑剂包括以下质量组份的原料:氨基甲酸乙酯6份、水溶液3份和羟丙甲基纤维素5份,消泡剂包括以下质量组份的原料:乳化硅油3份、聚二甲基硅氧烷1份和聚氧丙烯聚氧乙烯甘油醚2份,灭菌剂包括以下质量组份的原料:水溶液3份、过氧乙烷2份和乙醇1份。
本实施例中,具体的:极压添加剂包括以下质量组份的原料:氯化石蜡3份、磷酸酯2份、磷酸盐4份和水溶液10份;添加极压添加剂在加工金属是起到渗透和润滑的作用,防止损坏金属工件。
本实施例中,具体的:表面活性剂包括以下质量组份的原料:环烃类脂肪酸钠盐3份、十二烷基苯磺酸钙3份、聚氧乙基烷基苯基醚3份、环氧乙烷3份和水溶液3份;添加表面活性剂可以降低金属与切削液接触截面的表面张力,进而保证金属切削液与金属之间连接紧密。
本实施例中,具体的:摩擦改进剂包括以下质量份的原料:油性添加剂6份、减摩剂5份和水溶液10份;添加摩擦改进剂可以增加金属切削液的润滑性,进而减小瞬时摩擦力,降低刀片的温度。
本实施例中,具体的:渗透剂包括以下质量份的原料:脂肪醇聚氧乙烯醚3份和水3份;添加渗透剂可以辅助金属切削液进入金属与切割刀片之间。
本实施例中,具体的:矿物油包括以下质量份的原料:环戊烷3份、丙烯6份和丙炔3份;添加矿物油可以增加润滑性,保证切削效果。
本实施例中,具体的:防冻剂包括以下质量组份的原料:甲醇1份,乙醇2份、乙二醇2份、丙三醇3份和水溶液8份;添加防冻剂可以避免冬季时金属切削液流动性差的问题。
另外,本发明还提供了一种数控机床金属加工用防锈切削液的制备方法,包括以下步骤:
S1、按切削液的重量组份分别称取水溶液20份,乳化液10份、切削油10份、润滑剂7份、防锈剂8份、极压添加剂5份、消泡剂3份、灭菌剂1份、表面活性剂3份、渗透剂3份、稳定剂2份和防冻液3份,余量备用;
S2、将水溶液20份、乳化液10份、切削油10份、润滑剂7份、防锈剂8份放置到混合搅拌机内高速搅拌,搅拌速度100r/min,室温搅拌0.6h;
S3、向搅拌机中加入极压添加剂5份、表面活性剂3份、渗透剂3份、稳定剂2份和防冻液3份,按下开关继续搅拌,搅拌速度为20r/min,加热搅拌0.1h,加热温度为60℃;
S4、向S3混合溶液中加入消泡剂3份、灭菌剂1份继续搅拌,搅拌速度为60r/min,室温搅拌0.3h,即可得到切削液;
S5、静置0.1h,取样观察并记录。
本实施例中,具体的:稳定剂包括以下质量组份的原料:低碳醇3份和水溶液2份;添加稳定剂可以降低刀具变形损坏的概率,进而降低成本。
实施例二
请参阅图1,本发明提供一种技术方案:一种数控机床金属加工用防锈切削液,包括以下重量组份的原料:水溶液25份,乳化液14份、切削油12份、润滑剂13份、防锈剂12份、极压添加剂7份、消泡剂5份、灭菌剂2份、表面活性剂4份、渗透剂5份、稳定剂3份和防冻液4份,乳化液包括以下质量组份的原料:水溶液8份、基础油4份、石油磺酸钠7份和摩擦改进剂6份和抗氧化剂5份,切削油包括以下质量组份的原料:聚氧矿物油5份,乙烯烷基酚醚13份、氯化石蜡7份、水溶液15份、环烷酸铅10份、石油酸钠盐4份、合成脂肪酸4份和聚乙二醇5份,防锈剂包括以下质量组份的原料:水溶液10份、环烷酸锌11份、石油磺酸钡12份、苯并三唑6份、山梨糖醇单油酸酯3份和硬脂酸铝10份,润滑剂包括以下质量组份的原料:氨基甲酸乙酯12份、水溶液9份和羟丙甲基纤维素7份,消泡剂包括以下质量组份的原料:乳化硅油8份、聚二甲基硅氧烷3份和聚氧丙烯聚氧乙烯甘油醚4份,灭菌剂包括以下质量组份的原料:水溶液4份、过氧乙烷3份和乙醇2份。
本实施例中,具体的:极压添加剂包括以下质量组份的原料:氯化石蜡5份、磷酸酯4份、磷酸盐6份和水溶液17份;添加极压添加剂在加工金属是起到渗透和润滑的作用,防止损坏金属工件。
本实施例中,具体的:表面活性剂包括以下质量组份的原料:环烃类脂肪酸钠盐4份、十二烷基苯磺酸钙4份、聚氧乙基烷基苯基醚4份、环氧乙烷5份和水溶液4份;添加表面活性剂可以降低金属与切削液接触截面的表面张力,进而保证金属切削液与金属之间连接紧密。
本实施例中,具体的:摩擦改进剂包括以下质量份的原料:油性添加剂8份、减摩剂7份和水溶液11份;添加摩擦改进剂可以增加金属切削液的润滑性,进而减小瞬时摩擦力,降低刀片的温度。
本实施例中,具体的:渗透剂包括以下质量份的原料:脂肪醇聚氧乙烯醚10份和水10份;添加渗透剂可以辅助金属切削液进入金属与切割刀片之间。
本实施例中,具体的:矿物油包括以下质量份的原料:环戊烷6份、丙烯8份和丙炔4份;添加矿物油可以增加润滑性,保证切削效果。
本实施例中,具体的:防冻液包括以下质量组份的原料:甲醇2份,乙醇4份、乙二醇3份、丙三醇4份和水溶液11份;添加防冻剂可以避免冬季时金属切削液流动性差的问题。
另外,本发明还提供了一种数控机床金属加工用防锈切削液的制备方法,包括以下步骤:
S1、按切削液的重量组份分别称取水溶液25份,乳化液14份、切削油12份、润滑剂11份、防锈剂12份、极压添加剂6份、消泡剂5份、灭菌剂2份、表面活性剂4份、渗透剂5份、稳定剂3份和防冻液4份,余量备用;
S2、将水溶液25份、乳化液14份、切削油13份、润滑剂13份、防锈剂12份放置到混合搅拌机内高速搅拌,搅拌速度120r/min,室温搅拌0.8h;
S3、向搅拌机中加入极压添加剂6份、表面活性剂4份、渗透剂5份、稳定剂3份和防冻液4份,按下开关继续搅拌,搅拌速度为25r/min,加热搅拌0.2h,加热温度为65℃;
S4、向S3混合溶液中加入消泡剂5份、灭菌剂2份继续搅拌,搅拌速度为70r/min,室温搅拌0.5h,即可得到切削液;
S5、静置0.2h,取样观察并记录。
本实施例中,具体的:稳定剂包括以下质量组份的原料:低碳醇4份和水溶液4份;添加稳定剂可以降低刀具变形损坏的概率,进而降低成本。
实施例三
请参阅图1,本发明提供一种技术方案:一种数控机床金属加工用防锈切削液,包括以下重量组份的原料:水溶液30份,乳化液18份、切削油15份、润滑剂19份、防锈剂15份、极压添加剂8份、消泡剂7份、灭菌剂3份、表面活性剂5份、渗透剂7份、稳定剂4份和防冻液5份,乳化液包括以下质量组份的原料:水溶液10份、基础油5份、石油磺酸钠8份和摩擦改进剂7份和抗氧化剂8份,切削油包括以下质量组份的原料:聚氧矿物油8份,乙烯烷基酚醚16份、氯化石蜡9份、水溶液20份、环烷酸铅15份、石油酸钠盐5份、合成脂肪酸5份和聚乙二醇6份,防锈剂包括以下质量组份的原料:水溶液15份、环烷酸锌20份、石油磺酸钡15份、苯并三唑9份、山梨糖醇单油酸酯5份和硬脂酸铝15份,润滑剂包括以下质量组份的原料:氨基甲酸乙酯18份、水溶液15份和羟丙甲基纤维素9份,消泡剂包括以下质量组份的原料:乳化硅油12份、聚二甲基硅氧烷5份和聚氧丙烯聚氧乙烯甘油醚5份,灭菌剂包括以下质量组份的原料:水溶液5份、过氧乙烷4份和乙醇3份。
本实施例中,具体的:极压添加剂包括以下质量组份的原料:氯化石蜡7份、磷酸酯5份、磷酸盐8份和水溶液28份;添加极压添加剂在加工金属是起到渗透和润滑的作用,防止损坏金属工件。
本实施例中,具体的:表面活性剂包括以下质量组份的原料:环烃类脂肪酸钠盐5份、十二烷基苯磺酸钙5份、聚氧乙基烷基苯基醚5份、环氧乙烷6份和水溶液6份;添加表面活性剂可以降低金属与切削液接触截面的表面张力,进而保证金属切削液与金属之间连接紧密。
本实施例中,具体的:摩擦改进剂包括以下质量份的原料:油性添加剂10份、减摩剂8份和水溶液12份;添加摩擦改进剂可以增加金属切削液的润滑性,进而减小瞬时摩擦力,降低刀片的温度。
本实施例中,具体的:渗透剂包括以下质量份的原料:脂肪醇聚氧乙烯醚18份和水18份;添加渗透剂可以辅助金属切削液进入金属与切割刀片之间。
本实施例中,具体的:矿物油包括以下质量份的原料:环戊烷8份、丙烯10份和丙炔5份;添加矿物油可以增加润滑性,保证切削效果。
本实施例中,具体的:防冻液包括以下质量组份的原料:甲醇3份,乙醇5份、乙二醇4份、丙三醇5份和水溶液14份;添加防冻剂可以避免冬季时金属切削液流动性差的问题。
另外,本发明还提供了一种数控机床金属加工用防锈切削液的制备方法,包括以下步骤:
S1、按切削液的重量组份分别称取水溶液30份,乳化液18份、切削油15份、润滑剂19份、防锈剂15份、极压添加剂8份、消泡剂7份、灭菌剂3份、表面活性剂5份、渗透剂7份、稳定剂4份和防冻液5份,余量备用;
S2、将水溶液30份、乳化液18份、切削油15份、润滑剂19份、防锈剂15份放置到混合搅拌机内高速搅拌,搅拌速度140r/min,室温搅拌1h;
S3、向搅拌机中加入极压添加剂8份、表面活性剂5份、渗透剂7份、稳定剂4份和防冻液5份,按下开关继续搅拌,搅拌速度为30r/min,加热搅拌0.3h,加热温度为70℃;
S4、向S3混合溶液中加入消泡剂7份、灭菌剂3份继续搅拌,搅拌速度为80r/min,室温搅拌0.5h,即可得到切削液;
S5、静置0.3h,取样观察并记录。
本实施例中,具体的:稳定剂包括以下质量组份的原料:低碳醇5份和水溶液6份;添加稳定剂可以降低刀具变形损坏的概率,进而降低成本。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种数控机床金属加工用防锈切削液及其制备方法
- 一种数控机床金属加工用防锈切削液及其制备方法