一种棘轮头的成型方法
文献发布时间:2023-06-19 10:06:57
技术领域
本发明涉及机械零件采用冷挤压成型工艺生产领域,尤其是涉及一种棘轮头的成型方法。
背景技术
棘轮头是一种常用的工具,目前,制造棘轮头一般采用车削加刨铣的方式或者浇筑成型的方式制成,采用浇筑成型的方式型材密度小,整体质量差,采用车削加刨铣的方式工序繁多,尤其是四方和法兰结构的加工难度大、效率低,且用传统车削加刨铣的加工手段原材料浪费极大,成本较高。
发明内容
为解决上述问题,本发明提出了一种棘轮头的成型方法,能节省原材料,降低生产成本,提高产品质量。
本发明所采用的技术方案是:一种棘轮头的成型方法,包括断料形成棘轮头料件的步骤,在断料后,设有以下冷挤压处理:
A.对料件的两端进行整形束边使其两端形成倒角;
B.对料件的后部进行二道或三道缩杆形成四方,且四方与非缩杆部之间形成圆弧过渡部,缩杆的同时四方的四个侧面的边角经挤压形成圆弧角;
C.对四方的头部进行整形束边形成四方倒角;
D.对料件的非缩杆部进行墩粗,使其直径增粗;
E.对非缩杆部进行压法兰使得其形成第一台阶部、第二台阶部、第三台阶部和圆柱头;
F.在圆柱头的中心压出盲孔,盲孔的深度位于第一台阶部和第二台阶部之间;
G.对非缩杆部的外径进行打齿形成齿轮部。
本发明与现有技术相比较,其具有以下有益效果:
冷挤压是一种塑性加工工艺,它在不破坏金属性质的前提下使金属体积作塑性转移,达到少切削、无切削而使金属成型。这样就避免了切削加工时形成大量金属废屑,大量节约钢铁及各种金属材料。
针对该棘轮头进行工位的设计及工序安排是冷挤压的重点之一,本发明通过合理勾画工位工序,使其能够采用冷挤压的方法制造,速度快,精度高,生产效率高,不采用车削刨铣等传统工艺,大大节约原材料,降低生产成本。并且,冷挤压使金属材料产生塑性变形,使金属内部组织发生变化,拉力方面更加有提高,所形成的四方及法兰结构的机械性能非常好,确保了产品质量,使产品在使用功能上更具优势。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
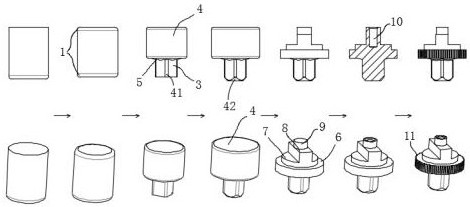
图1为本发明的工序图。
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
本发明包括断料形成冷挤压料件的步骤,所用原料为截面为圆形的钢型材。在断料后,它按本发明所述的工艺进行冷挤压。对于料件而言,上端面即为前端面,下端面即为后端面,料件的上端为所述的料件前端或头部,料件的下端为所述的料件后端或尾部,向下的方向可以理解为向后的方向,向上的方向可以理解为向前的方向;参阅图1,断料后的具体工序如下:
整形束边,对料件的两端进行整形束边使其两端形成倒角1,在整形工位上向对料件的一端进行整形束边形成倒角,然后再将料件进行180度旋转对料件的另一端进行整形束边形成倒角。
缩四方,对料件的后部进行二道或三道缩杆形成四方3,且四方3与非缩杆部4之间形成圆弧过渡部5,缩杆的同时四方3的四个侧面的边角经挤压形成圆弧角41;
整形束边,对四方3的头部进行整形束边形成四方倒角42;
墩粗,对料件的非缩杆部4进行墩粗,使其直径增粗,使非缩杆部4的直径至少大于四方3直径的两倍;
压法兰,对非缩杆部4进行压法兰使得其形成第一台阶部6、第二台阶部7、第三台阶部8和圆柱头9,第一台阶部6、第二台阶部7、第三台阶部8和圆柱头9依次远离四方4端,;
压盲孔,在圆柱头9的中心压出盲孔10,盲孔10的深度位于第一台阶部6和第二台阶部7之间;
打齿轮,对非缩杆部4的外径进行打齿形成齿轮部11。
本发明共设上述工序,各工序均在一个工位上完成,从而实现一次性成型,即在一个机器上一次设置各个工序所需的冷挤压模具,并通过传送工具将料件一次传送至各个工序上的模具进行冷挤压。
冷挤压是一种塑性加工工艺,它在不破坏金属性质的前提下使金属体积作塑性转移,达到少切削、无切削而使金属成型。这样就避免了切削加工时形成大量金属废屑,大量节约钢铁及各种金属材料。
针对该棘轮头进行工位的设计及工序安排是冷挤压的重点之一,本发明通过合理勾画工位工序,使其能够采用冷挤压的方法制造,速度快,精度高,生产效率高,不采用车削刨铣等传统工艺,大大节约原材料,降低生产成本。并且,冷挤压使金属材料产生塑性变形,使金属内部组织发生变化,拉力方面更加有提高,所形成的四方及法兰结构的机械性能非常好,确保了产品质量,使产品在使用功能上更具优势。
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
- 一种棘轮头的成型方法
- 一种安装方便的棘轮头及具有其的棘轮扳手