装载机铲叉吊三用铲斗
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及工程机械技术领域,具体是一种集铲装、叉装、吊装作业功能于一身的装载机铲斗。
背景技术
装载机是通过控制工作装置的一系列动作来完成铲、装、叉、夹、吊等各种作业的,其附属机具种类也是多种多样,如铲斗、夹钳、货叉、侧卸、起吊钩、抓草机等。附属机具大多针对特定工况、特定需求进行设计,也就是说,一种附属机具只能满足一种作业工况,功能比较单一。
但是对于实际使用来说,情况比较复杂。例如,在市政维护、高速公路养护等相似作业工况,需要装卸垃圾、土方;运走故障车辆;吊装重物等不同作业,这样就需要配备至少两台及以上的附属机具或装载机来工作,增加使用成本。而且更换不同的附属机具,仍采用传统的人工劳力的操作方法,拆装每个固定销轴,搬、抬、挪、扛,不仅劳动强度大,而且工作效率低。
针对上述问题,行业内多采用快换装置来解决。更换附属机具的过程,通过电、液控制。此快换装置虽然解决了人工更换附属机具的弊端,但是实现各种功能的机具都需要单独制造,存放及更换对空间要求高,成本昂贵,不容易得到推广及应用。
发明内容
为解决上述技术问题,本发明提供一种装载机铲叉吊三用铲斗。通过在同一机具上实现铲装、叉装、吊装的功能要求,扩大装载机的使用功能,以适应用户不同工况下的使用要求。
本发明通过以下技术方案实现:一种装载机铲叉吊三用铲斗,包括铲斗焊接总成,所述铲斗焊接总成前侧具有两组左右对称布置的安装座,安装座中可拆卸安装有货叉;所述货叉上固定有起吊环。
其进一步是:所述铲斗焊接总成包括焊接呈一体的斗体、主刀板和斗壁板;每组所述安装座设有2个,安装座为焊接在铲斗焊接总成上倒“U”型板;每组安装座前后相对布置,前侧的安装座焊接在主刀板上,后侧的安装座焊接在斗壁板上。
每组所述安装座上设有一个压板;所述压板为“L”型板,压板压在前后相对布置的安装座上;压板和安装座上开设有相对的连接孔,固定摇杆安装在压板和安装座上连接孔中;所述固定摇杆的内端与货叉连接。
所述固定摇杆包括“L”型的杆体,杆体的竖向段开设有外螺纹,杆体的竖向段上固定有垫板。
两组所述安装座之间设有两个前后相对布置的固定座;当不使用货叉时,货叉放置在前、后侧安装座之间,货叉上的起吊环配合套装在对应的固定座上。
后配重上固定有两个前后相对布置的固定座;当不使用货叉时,货叉放置后配重上,货叉上的起吊环配合套装在对应的固定座上,货叉的两端通过紧固件与后配重可拆卸连接。
所述货叉包括叉体,所述起吊环固定在叉体中部一侧;所述叉体一端开设有安装孔A,叉体另一端开设有安装孔B、安装孔C。
本发明通过以下技术方案实现:
与现有技术相比,本发明的有益效果是:铲装作业时,货叉可以放置在铲斗焊接总成或者后配重上;叉装作业时,货叉可以安装在铲斗焊接总成的安装座上,货叉伸出,装载机可以实现叉装作业;吊装作业时,将钢丝绳等起吊用具,穿过货叉的叉体上面的起吊坏,然后挂在货物上,此时铲斗具有起吊钩的使用功能,装载机可以实现吊装作业;
本发明通过货叉不同的安装方式,使本发明具有铲斗、货叉、起吊钩的功能,装载机可以进行铲装、叉装、吊装作业,实现一机多用,满足用户不同工况的使用要求,扩大装载机的使用范围。且铲装作业时,货叉安装在后配重上,可以增加装载机后部重量,提高装载机的额定载荷,提升装载机的整机稳定性。
附图说明
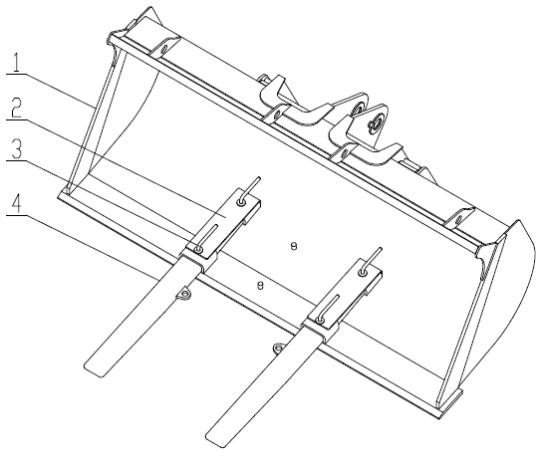
图1是本发明的装载机铲叉吊三用铲斗的结构示意图;
图2是本发明的固定摇杆结构示意图;
图3是本发明的铲斗焊接总成结构示意图;
图4是本发明的货叉结构示意图;
图5是本发明的货叉非使用状态下固定方式一示意图;
图6是本发明的货叉非使用状态下固定方式二示意图;
图7是本发明的叉装作业示意图;
图8是本发明的吊装作业示意图;
图中:1铲斗焊接总成、2压板、3固定摇杆、4货叉、5后配重;11斗体、12主刀板、13安装座、14固定座、15斗壁板;31垫板、32杆体;41叉体、42起吊环。
具体实施方式
下面结合具体实施例对本发明作更进一步的说明。
结合图1至图3所示,一种装载机铲叉吊三用铲斗,铲斗焊接总成1前侧具有两组左右对称布置的安装座13,安装座13中插装有货叉4。每组安装座13上设有一个压板2,固定摇杆3将货叉4、压板2、安装座13连接在一起。
结合图2所示,固定摇杆3包括“L”型的杆体32,杆体32竖向段的下端开设有外螺纹,竖向段的外螺纹上侧焊接固定垫板31;使用时,垫板31起到防松作用。
结合图3所示,铲斗焊接总成1包括焊接呈一体的斗体11、主刀板12和斗壁板15。斗体11中间焊接斗壁板15,斗体前端焊接主刀板12。主刀板12的两侧焊接安装座13,中间位置焊接固定座14。每组安装座13设有2个,安装座13为倒“U”型板,前侧的安装座13焊接在主刀板12上,后侧的安装座13焊接在斗壁板15上。每组主刀板12、斗壁板15上的安装座13前后相对布置。
结合图4所示,货叉4包括叉体41,起吊环42焊接固定在叉体41中部一侧。叉体41一端钻安装孔A,叉体41另一端钻安装孔B、安装孔C。两个货叉4左、右对称,起吊环42也是对称焊接。
结合图1和图3所示,压板2为“L”型板,宽度与铲斗焊接总成1的安装座13相同。压板2压在前后相对布置的安装座13上。压板2和安装座13上钻相对的螺纹孔。固定摇杆3安装在压板2和安装座13上螺纹孔中;固定摇杆3的内端与货叉4安装孔B、安装孔C连接。
结合图1至图5所示,两组安装座13之间设有两个前后相对布置的固定座14。当不使用货叉4时,货叉4放置在前、后侧安装座13之间,货叉4上的起吊环42配合套装在对应的固定座14上。
再结合图6所示,后配重5上固定有两个前后相对布置的固定座14。当不使用货叉4时,货叉4放置后配重5上,货叉4上的起吊环42配合套装在对应的固定座14上,货叉4的两端安装孔A、安装孔C通过螺栓与后配重5连接。
工作原理
见图5,铲装作业的第一种实现形式,
货叉4的起吊环42安装在铲斗焊接总成1的固定座14上,叉体41安装在铲斗焊接总成1的安装座13之间,压板2安装在铲斗焊接总成1的安装座13上面,压板2的L形折弯段向前,对铲斗焊接总成1的安装座13起到保护作用,防止物料进入。固定摇杆3通过压板2,拧紧在铲斗焊接总成1的安装座13上的螺纹孔中,货叉4被固定在铲斗焊接总成1的斗壁板15底部,装载机可以实现铲装作业。
见图6,铲装作业的第二种实现形式,
货叉4的起吊环42通过后配重5上面的固定座14,用紧固件通过货叉4的叉体41上安装孔A和安装孔C,使货叉4固定在后配重5上,装载机可以实现铲装作业。并且货叉4安装在后配重5上,可以增加装载机后部重量,提高装载机的额定载荷,提升装载机的整机稳定性。反而言之,安装本发明的装载机铲叉吊铲斗,可以减少装载机后配重的重量,降低装载机的使用成本。
见图7,叉装作业的实现形式,
货叉4的叉体41从铲斗焊接总成1的主刀板12的安装座13穿到斗壁板15底部的安装座13,压板2安装在铲斗焊接总成1的安装座13上面,压板2的L形折弯段向后,固定摇杆3通过压板2,拧紧在铲斗焊接总成1的安装座13上的螺纹孔中,固定摇杆3下端伸到货叉4的叉体41上安装孔B和安装孔C,使货叉4固定在铲斗焊接总成1上。此时铲斗具有货叉的使用功能,装载机可以实现叉装作业。
见图8,吊装作业的实现形式,
货叉4固定安装在铲斗焊接总成1上(如叉装作业),然后将钢丝绳等起吊用具,穿过货叉4的叉体41上面的起吊坏42,然后挂在货物上,此时铲斗具有起吊钩的使用功能,装载机可以实现吊装作业。
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 装载机铲叉吊三用铲斗
- 装载机铲斗粉末合金堆焊耐磨铲板