一种CQ级薄规格镀锌板的高速稳定生产方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明属于冶金技术领域,具体涉及一种CQ级薄规格镀锌板的高速稳定生产方法。
背景技术
钢厂连续热镀锌机组生产CQ级薄规格镀锌板时,一般速度以70-90m/min运行,产能低,订单交货得不到有效保障;有时速度会达到110m/min,但是一旦规格发生变化带钢表面会出现镀前划伤缺陷及焊缝月牙出锌锅会有碰撞现象,而且每卷带头带尾会出现瓢曲褶皱,甚至带中会出现连续大面积瓢曲褶皱,严重制约产线生产,增加机组改判率并降低成材率甚至有断带风险。调查发现,其他厂CQ级薄规格镀锌板高速划伤与带钢炉内瓢曲褶皱现象,也是制约他们生产难题,甚至许多钢厂直接不生产0.5mm以下厚度带钢。
薄规格稳定生产一直是连续热镀锌机组生产难题,生产薄规格常规技术有两种,一种是高速避免带钢炉内褶皱带钢表面产生划伤,产品降级;另一种是低速避免划伤,但是产能低、焊缝出退火炉时有褶皱,低速下产品表面差满足不了高端家电板需求。
现有公开的技术,在传统的CQ级薄规格镀锌板生产工艺下控制沉没辊粗糙度在3-5um,沉没辊中后期粗糙度衰减严重不适合薄规格镀锌板高速生产,例如公开号CN201911030742的专利一种防止超薄规格热镀锌板表面划伤的方法。
发明内容
本发明的目的在于提供一种CQ级薄规格镀锌板的高速稳定生产方法,解决CQ级薄规格镀锌板高速稳定生产下的月牙撞伤、镀前划伤、炉内瓢曲问题。
本发明解决其技术问题所采用的技术方案是:一种CQ级薄规格镀锌板的高速稳定生产方法,包括以下步骤:
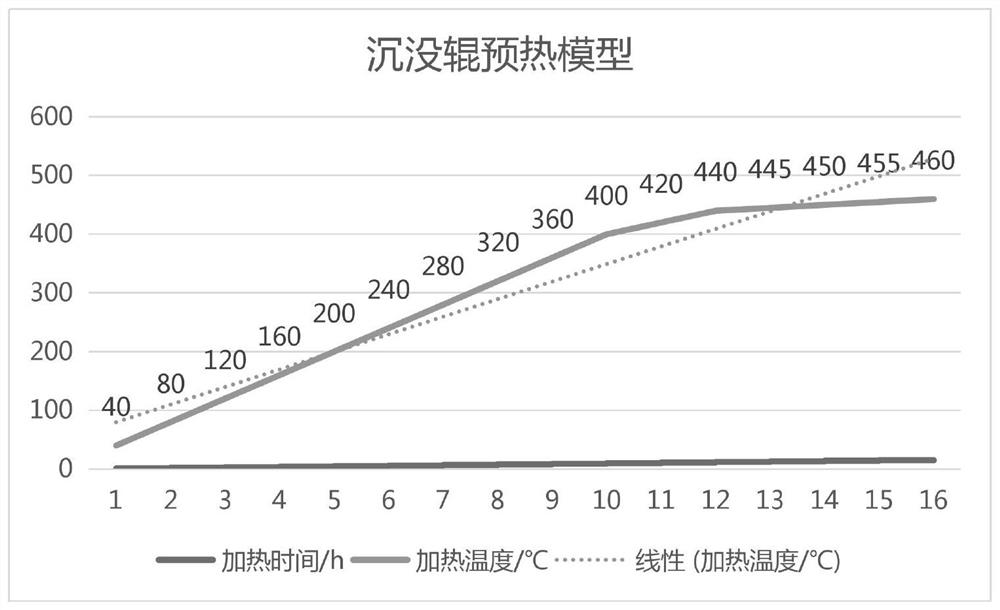
1)沉没辊预热模型控制:按照“10+2+4”小时沉没辊预热曲线模型预热,检修前沉没辊采取10h预热至400℃,2小时预热至440℃,4小时预热至460℃。
2)锌液纯净度控制:在检修停机前2小时加5%Al的高铝锌锭,控制锌锅铝含量至0.24-0.25%,停机时降锌液温度由455±2℃降低至450±1℃,停机期间对锌锅每个角落用氮气吹扫60分钟,静置2小时后捞出悬浮渣。
3)计划排程控制:计划排产时,前一卷宽度为W1(mm)、厚度为d1(mm)、横截面积为s1(mm
4)二次月牙剪切:薄规格带钢每次都进行二次月牙剪切,即正常剪切结束后,带钢向前再前进300mm进行第二次月牙剪切,降低焊缝区域自由度,消除应力集中,避免高速运行下带钢刮伤。
5)退火炉炉温控制:利用大数据分析不同退火板温下带钢性能,根据材料厚度与宽度设定不同的退火温度。
6)沉没辊刮刀控制:带钢进入锌锅时,沉没辊与稳定辊刮刀一直在线投用,矫正辊刮刀每30min手动投用10分钟。
7)锌锅张力控制:锌锅单位张力由26N/mm
本发明具有以下有益效果:
本发明通过综合控制连续热镀锌机组沉没辊预热模型、锌液纯净度、计划排程、二次月牙剪切、退火炉炉温、沉没辊刮刀、锌锅张力的方法,将CQ级薄规格镀锌板平均运行速度由90m/min提高至140m/min,产能得到充分释放,提高了生产效率;炉内褶皱改判率由8.11%降低至1%以下,大幅降低划伤、褶皱降级改判率,降低成本;大幅提高成材率,降本增效明显,订单交付得到有效保障,产能得到大幅释放,可应用到连续热镀锌的生产线。
附图说明
图1是本发明沉没辊预热模型示意图。
图2是本发明锌锅张力调幅与机组运行速度关系示意图。
具体实施方式
以下是本发明的具体实施例,对本发明的技术方案做进一步描述,但是本发明的保护范围并不限于这些实施例。凡是不背离本发明构思的改变或等同替代均包括在本发明的保护范围之内。
如图所示,基于本发明的一种CQ级薄规格镀锌板高速稳定生产的方法用于某连续热镀锌机组。
1、沉没辊预热:检修前沉没辊采取10h加热至400℃,再2h加热至440℃,最后4h加热至460℃预热模型预热,具体见下表1以及附图1:
表1沉没辊预热时间与温度表
2、锌液纯净度控制:在检修停机前2小时加5%Al的高铝锌锭,控制锌锅铝含量至0.24-0.25%,停机时降锌液温度由455±2℃降低至450±1℃,停机期间对锌锅每个角落用氮气吹扫60分钟,静置2小时后捞出悬浮渣去除锌锅内铁,使Fe含量降低至0.008%以下。
3、计划排程控制:假如前一卷宽度为W1(mm)、厚度为d1(mm)、横截面积为s1(mm),后一卷宽度为W2(mm)、厚度为d2(mm)、横截面积为s2(mm)。则按照|W1-W2|≤0.1mm,|d1-d2|≤100mm,|s1-s2|/s2≤0.25规则进行排产。
4、二次月牙剪切控制:薄规格带钢每次都进行二次月牙剪切即正常剪切结束后,带钢向前再前进300mm进行第二次月牙剪切,降低焊缝区域自由度,消除应力集中,避免高速运行下带钢刮伤。
5、退火炉板温控制:根据材料厚度与宽度调整P5加热退火温度,具体调整如下表2和表3:
表2调整前P5加热退火温度
表3调整后P5加热退火温度
6、锌锅辊系刮刀控制:沉没辊与稳定辊刮刀一直在线投用,矫正辊刮刀每30min手动投用10min,去除沉没辊系表面上渣点避免带钢划伤来提高带钢速度。
7、锌锅张力控制:通过大量实验研究分析,锌锅单位张力由26N/mm
表4锌锅单位张力与机组速度关系表
以上CQ级薄规格镀锌板高速稳定生产控制结束。
本发明不局限于上述实施方式,任何人应得知在本发明的启示下作出的结构变化,凡是与本发明具有相同或相近的技术方案,均落入本发明的保护范围之内。
本发明未详细描述的技术、形状、构造部分均为公知技术。
- 一种CQ级薄规格镀锌板的高速稳定生产方法
- 一种高带速薄规格镀锌板的生产方法