一种履带板淬火后的温度监控方法
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及履带板温度监控技术领域,特别是涉及一种履带板淬火后的温度监控方法。
背景技术
履带板通常需要进行淬火热处理,以改善其硬度、机械性能等。
但履带板进入淬火炉前的温度,对其淬火后的性能产生重要影响。实际生产过程中发现,通常因前布料卡料、待料、布料机构故障等因素,导致履带板入炉前的温度降低,在进淬火机前已经开始转变成非马氏体组织,导致淬火后硬度不合格。
现有技术中,大都只使用硬度计对淬火后的履带板进行硬度检测,存在费时费力,成本高的缺点,而且不能在线检测,效果反馈不及时。
发明内容
本发明通过提供一种履带板淬火后的温度监控方法,解决了现有技术中存在的上述问题。
为解决上述技术问题,本发明提供了一种履带板淬火后的温度监控方法,包括如下步骤:
(1)出炉:履带板出淬火炉,并在炉辊上传输至温度监控设备处;
(2)激光校准:所述温度监控设备开启激光发射器,通过激光校准光斑指示,调节温度监控设备的位置,使履带板筋的位置与温度传感器的位置对应;
(3)定位与检测:所述温度监控设备的位置传感器检测到履带板传输到位后,温度传感器检测并记录履带板的温度;
(4)结果记录与警报:当检测并记录的温度在设定范围内,履带板继续传输至下一工序;当检测并记录的温度高于或低于设定范围,则警报器报警,取出不合格产品。
在本发明一个较佳实施例中,所述温度监控设备包括支撑架、直线轴承平台、激光发射器、位置传感器和温度传感器;其中,所述支撑架横跨所述炉辊并固定在所述炉辊两侧,所述直线轴承平台安装在所述支撑架的顶端,所述直线轴承平台上带有延伸板,所述激光发射器、位置传感器和温度传感器依次安装在所述延伸板上。
在本发明一个较佳实施例中,所述支撑架的顶端中部带有滑轨槽,所述直线轴承平台的底部带有与所述滑轨槽配合的滑轨,所述直线轴承平台沿所述滑轨槽在所述支撑架上移动。
在本发明一个较佳实施例中,所述直线轴承平台的一侧还带有锁紧机构,所述锁紧机构包括锁紧螺栓和手柄,所述锁紧螺栓与所述直线轴承平台的一侧螺纹连接。
在本发明一个较佳实施例中,所述温度监控设备还包括程序控制器,所述温度传感器、位置传感器和激光发射器均与所述程序控制器信号连接。
在本发明一个较佳实施例中,所述温度监控设备还包括报警器,所述报警器与所述程序控制器信号连接。
在本发明一个较佳实施例中,所述设定范围为80~125℃。
本发明的有益效果是:本发明一种履带板淬火后的温度监控方法,通过温度监控设备的设计,对淬火后的履带板的温度进行实时在线监控,从而实现间接反应淬火前的温度,以快速、有效的实现对履带板质量的控制,及时剔除不合格履带板,效果反馈及时,准确度高率。
附图说明
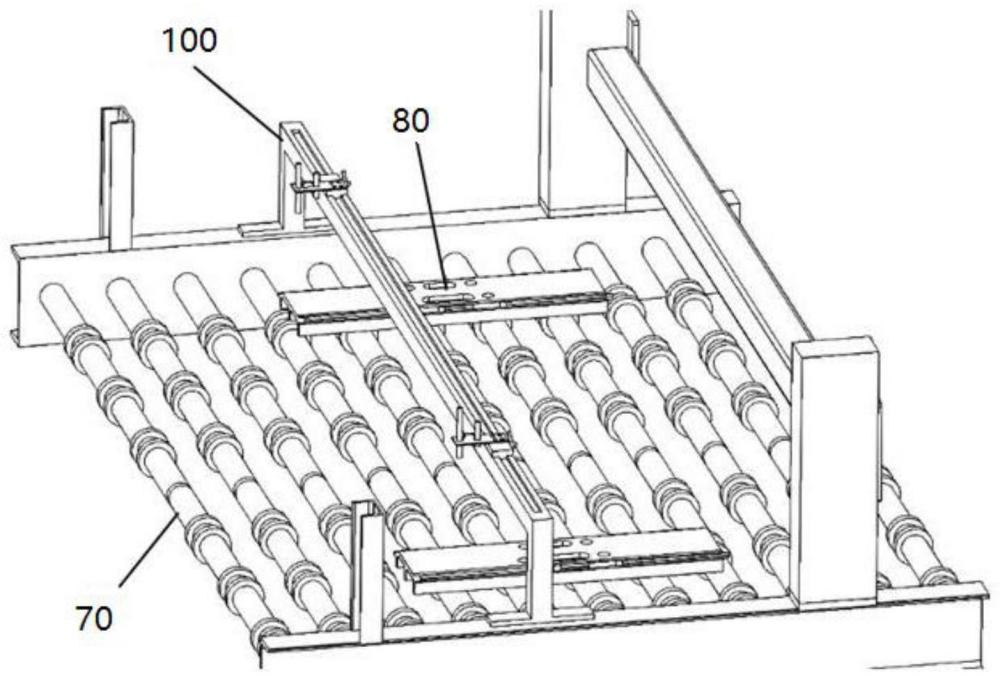
图1是本发明温度监控设备一较佳实施例的立体结构示意图;
图2是图1中的温度监控设备局部放大结构示意图;
附图中各部件的标记如下:
100.温度监控设备,10.支撑架,20.直线轴承平台,30.激光发射器,40.位置传感器,50.温度传感器,60.锁紧机构,70.炉辊,80.履带板;11.滑轨槽,21.滑动座,22.延伸板,61.锁紧螺栓,62.手柄。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
实施例1
本发明公开了一种履带板淬火后的温度监控方法,通过监控淬火后履带板的温度来间接判断履带板入淬火炉之前的温度,从而实现在线连续温度监控,以提高淬火后的履带板质量。
具体地,温度监控方法通过温度监控设备100来实施。所述温度监控设备包括支撑架10、直线轴承平台20、激光发射器30、位置传感器40、温度传感器50和锁紧机构60。其中,所述支撑架10沿垂直于履带板80传输的方向横跨所述淬火炉的炉辊70并固定在所述炉辊70两侧。所述支撑架10的顶端带有中部带有滑轨槽11。
所述直线轴承平台20包括滑动座21和延伸板22,其中,所述滑动座21的底面带有与所述支撑架10上的滑轨槽11配合的山字形滑轨,所述直线轴承平台20通过所述滑动座21安装在所述支撑架10的顶端,并能够沿着所述滑轨槽11移动。所述延伸板22安装在所述滑动座21的顶部。
所述锁紧机构60安装在所述滑动座21的一侧。具体地,所述锁紧机构包括锁紧螺栓61和手柄62,所述锁紧螺栓61与所述直线轴承平台20的滑动座21的一侧螺纹连接,通过旋转手柄62,能够调节滑动座21与滑轨槽11之间的作用力,使滑动座21与滑轨槽11之间锁紧或解锁,从而实现直线轴承平台20的锁死或解锁,便于固定直线轴承平台20在支撑架10上的位置。
所述激光发射器30、位置传感器40和温度传感器60依次并排安装在所述延伸板22上。其中,所述激光发射器30用于发射校准激光,用来判断履带板80在炉辊70上以筋朝上的方向传输。所述位置传感器40用于检测履带板80是否传输到温度监控设备的下方。所述温度传感器60用于检测履带板80的温度。
所述温度监控设备还包括报警器(未显示),当温度传感器60检测到的温度低于或高于设定温度时,报警器就会响起警报,说明该块履带板在进入淬火炉之前的温度偏低或偏高,不满足要求,会导致履带板次品,质量不合格,此时需要取出该块履带板。
所述温度监控设备还包括程序控制器(未显示),所述程序控制器为PLC控制器,所述温度传感器60、位置传感器40、激光发射器30和报警器均与所述程序控制器信号连接。
利用上述温度监控设备对淬火后的履带板进行温度监控的方法,具体包括如下步骤:
(1)出炉:履带板80经淬火后,出淬火炉并在炉辊70上传输,并经过温度监控设备处;
(2)激光校准:所述温度监控设备开启激光发射器30,通过激光校准确认履带板80以筋朝上的方向传输;所述温度监控设备开启激光发射器30,通过激光校准光斑指示,调节滑动座21,使履带板筋位置在温度传感器60的对应位置,然后调节锁紧机构60使直线轴承平台20的位置固定;
(3)定位与检测:所述温度监控设备的位置传感器40检测到履带板80传输到位后,发送信号给程序控制器,程序控制器接收信号后,再发送信号启动温度传感器60检测并记录履带板80的温度;
(4)结果记录与警报:若温度传感器60检测并记录的温度在设定的温度范围80~125℃之间,说明履带板80进入淬火炉之前的温度在合适的范围内,不会偏高或偏低,履带板80继续传输至下一工序;若温度传感器60检测并记录的温度高于125℃或低于80℃,程序控制器给报警器发送信号,报警器响起警报,工作人员取出不合格的履带板80。
本发明一种履带板淬火后的温度监控方法,创造性地通过温度监控设备的设计,对淬火后的履带板的温度进行实时在线监控,从而实现间接反应淬火前的温度,以快速、有效的实现对履带板质量的控制,及时剔除不合格履带板,效果反馈及时,准确度高率。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。