一种次氧化锌生产使用的封装设备
文献发布时间:2023-06-19 09:57:26
技术领域
本发明涉及次氧化锌生产设备技术领域,具体为一种次氧化锌生产使用的封装设备。
背景技术
次氧化锌的主要成分是ZnO,只是品位一般为45%~65%,所谓“次”是指品位次,在我国广西、贵州、云南、湖南等等地方产量较大,其用途主要是进一步加工电解锌或氧化锌,次氧化锌生产使用的封装设备,作用在于可以实现在次氧化锌生产过程中快速的封装,有利于次氧化锌的运输以及装袋保护技术功能。
现有次氧化锌生产使用的封装设备大多直接将包装纸箱放置在加工台上进行封装,而并未对包装纸箱进行固定,从而导致包装纸箱在封装时易发生偏移,从而影响了包装纸箱的封装工艺,且现有次氧化锌生产使用的封装设备大多需要人工与机械相互配合操作才能完成包装纸箱的封装,此外,现有封装设备大多仅有一个工位,在实际使用时,需要浪费大量时间进行等待更换包装纸箱,从而降低了封装效率,为此我们提出一种次氧化锌生产使用的封装设备用于解决上述问题。
发明内容
本发明的目的在于提供一种次氧化锌生产使用的封装设备,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种次氧化锌生产使用的封装设备,包括底板,所述底板的上端一侧设有转动机构,所述转动机构上固定安装有转动柱,所述转动柱的下端与底板转动连接,所述转动柱的上端固定安装有转动板,所述转动板的两端固定安装有镜像分布的夹持机构;
所述夹持机构包括夹持框,所述夹持框固定安装在转动板上,所述夹持框的下端固定安装有第一伸缩杆,所述第一伸缩杆的输出端贯穿夹持框并在其末端设有驱动块,所述驱动块上一体成型有镜像分布的T型滑块,所述夹持框的内腔中滑动卡设有对称分布的从动块,所述从动块的一侧与驱动块相贴合,且从动块上开设有与T型滑块配合使用的T型滑槽,所述T型滑块滑动卡设在T型滑槽内,所述从动块的上端一侧设有连接板,所述连接板的一端贯穿夹持框并在其末端设有夹持板,两组所述夹持板间可拆卸设有包装纸箱本体;
所述底板的上端另一侧设有支撑板,所述支撑板的上端固定安装有U型框,所述U型框上设有涂胶机构,所述涂胶机构包括第二伸缩杆,所述第二伸缩杆固定安装在U型框的上端,所述第二伸缩杆的输出端贯穿U型框并在其末端设有连接块,所述连接块上转动安装有对称分布的连接杆,所述连接杆的一端转动安装有转动杆,所述转动杆的一端与U型框转动连接,所述转动杆另一端的内腔中滑动插设有安装杆,所述安装杆的一端设有弹簧,所述弹簧的一端与转动杆的内腔顶部固定连接,所述安装杆的另一端设有U型架,所述U型架的内侧转动安装有涂胶滚轮,所述涂胶滚轮能够与包装纸箱本体相接触,所述U型架的一侧设有L型雾化喷板,所述L型雾化喷板上连通设有注胶管;
所述U型框的内侧下端设有镜像分布的封装机构,所述封装机构包括气缸,所述气缸固定安装在U型框上,所述气缸的输出端设有三角型推板,所述三角型推板的一侧能够与包装纸箱本体相接触。
作为本发明的一种优选技术方案,所述转动机构包括电机与从动轮,所述电机固定安装在底板上,所述电机的输出端设有主动轮,所述从动轮固定套设在转动柱上,所述主动轮与从动轮的外侧活动套设有皮带。
作为本发明的一种优选技术方案,所述转动板的两端贯穿开设有对称设置的第一通槽,所述夹持框固定安装在第一通槽内。
作为本发明的一种优选技术方案,所述驱动块与从动块的接触面为配合使用的倾斜式结构。
作为本发明的一种优选技术方案,所述夹持框的上端贯穿开设有对称分布的第二通槽,所述连接板滑动卡设在第二通槽内。
作为本发明的一种优选技术方案,两组所述夹持板的相对侧均固定安装有阵列分布的防滑凸起,所述防滑凸起能够与包装纸箱本体相接触。
作为本发明的一种优选技术方案,所述安装杆的一端一体成型有对称分布的限位块,所述转动杆内腔两侧的侧壁上开设有与限位块配合使用的限位槽,所述限位块滑动卡设在限位槽内。
本发明在第一伸缩杆的驱动下,再配合驱动块与从动块的使用,为两组夹持板之间的间距调节提供了便利,从而为包装纸箱本体的夹持固定提供了便利,进而确保了包装纸箱本体的封装工艺。
本发明通过涂胶机构与封装机构的配合使用,为包装纸箱本体的机械化封装提供了便利,从而节省了人力,进而提高了封装效率。
本发明在电机的驱动下,再配合带轮组件、转动柱与转动板的使用,实现了两组包装纸箱本体位置的便捷交换,从而节省了取放包装纸箱本体所需的时间,进一步提高了封装效率。
附图说明
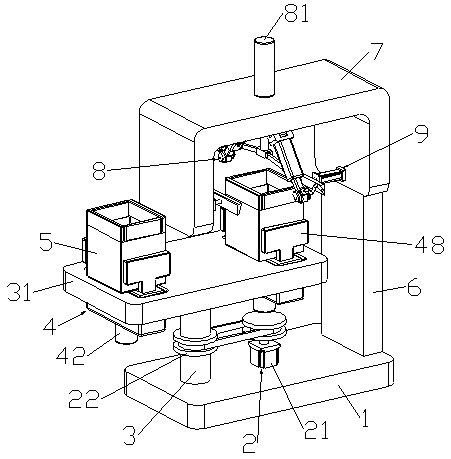
图1为本发明结构示意图;
图2为本发明结构连接示意图;
图3为本发明中夹持机构结构示意图;
图4为本发明涂胶机构中部分结构示意图;
图5为本发明图4中A处结构放大结构示意图。
图中:1、底板;2、转动机构;21、电机;22、从动轮;23、主动轮;24、皮带;3、转动柱;31、转动板;32、第一通槽;4、夹持机构;41、夹持框;42、第一伸缩杆;43、驱动块;44、T型滑块;45、从动块;46、T型滑槽;47、连接板;48、夹持板;49、第二通槽;410、防滑凸起;5、包装纸箱本体;6、支撑板;7、U型框;8、涂胶机构;81、第二伸缩杆;82、连接块;83、连接杆;84、转动杆;85、安装杆;86、弹簧;87、U型架;88、涂胶滚轮;89、L型雾化喷板;810、注胶管;811、限位块;812、限位槽;9、封装机构;91、气缸;92、三角型推板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-5,本发明提供一种技术方案:一种次氧化锌生产使用的封装设备,包括底板1,底板1的上端一侧设有转动机构2,转动机构2包括电机21与从动轮22,本方案中:电机21优选Y80M1-2型号,电动机的供电接口通过开关连接供电系统,电机21运行电路为常规电机21正反转控制程序,电路运行为现有常规电路,本方案中涉及的电路以及控制均为现有技术,在此不进行过多赘述,电机21固定安装在底板1上,电机21的输出端设有主动轮23,从动轮22固定套设在转动柱3上,主动轮23与从动轮22的外侧活动套设有皮带24,转动机构2上固定安装有转动柱3,转动柱3的下端与底板1转动连接,转动柱3的上端固定安装有转动板31,转动板31的两端固定安装有镜像分布的夹持机构4;
夹持机构4包括夹持框41,夹持框41固定安装在转动板31上,夹持框41的下端固定安装有第一伸缩杆42,第一伸缩杆42的输出端贯穿夹持框41并在其末端设有驱动块43,驱动块43上一体成型有镜像分布的T型滑块44,夹持框41的内腔中滑动卡设有对称分布的从动块45,从动块45的一侧与驱动块43相贴合,且从动块45上开设有与T型滑块44配合使用的T型滑槽46,T型滑块44滑动卡设在T型滑槽46内,从动块45的上端一侧设有连接板47,连接板47的一端贯穿夹持框41并在其末端设有夹持板48,两组夹持板48间可拆卸设有包装纸箱本体5,包装纸箱本体5的上端分别设有对称分布的涂胶板与封装板;
底板1的上端另一侧设有支撑板6,支撑板6的上端固定安装有U型框7,U型框7上设有涂胶机构8,涂胶机构8包括第二伸缩杆81,第二伸缩杆81固定安装在U型框7的上端,第二伸缩杆81的输出端贯穿U型框7并在其末端设有连接块82,连接块82上转动安装有对称分布的连接杆83,连接杆83的一端转动安装有转动杆84,转动杆84的一端与U型框7转动连接,转动杆84另一端的内腔中滑动插设有安装杆85,安装杆85的一端设有弹簧86,弹簧86的一端与转动杆84的内腔顶部固定连接,安装杆85的另一端设有U型架87,U型架87的内侧转动安装有涂胶滚轮88,涂胶滚轮88能够与包装纸箱本体5相接触,U型架87的一侧设有L型雾化喷板89,L型雾化喷板89上连通设有注胶管810,注胶管810的另一端与注胶机相连通,注胶机能够将封装所用的胶水通过注胶管810导入L型雾化喷板89上,之后再由L型雾化喷板89将胶水喷洒至涂胶滚轮88上;
U型框7的内侧下端设有镜像分布的封装机构9,封装机构9包括气缸91,气缸91固定安装在U型框7上,气缸91的输出端设有三角型推板92,三角型推板92的一侧能够与包装纸箱本体5相接触,在日常使用时,使用者可打开电机21,使其带动主动轮23转动,从而通过皮带24带动从动轮22转动,进而通过转动柱3带动转动板31转动,当转动板31转动90°时,此时两组夹持机构4处于U型框7的两侧,然后使用者可关闭电机21并同时将两组待封装的包装纸箱本体5分别放置于两组夹持机构4的内侧,之后使用者可同时打开两组第一伸缩杆42,使两组第一伸缩杆42分别向下拉动对应的驱动块43,在驱动块43下移的同时将带动对应的两组从动块45做相向运动,从而通过连接板47带动对应的夹持板48做相向运动,直至两组夹持板48的相对侧贴合在对应的包装纸箱本体5上,此时使用者可关闭第一伸缩杆42并再次打开电机21,使电机21再次带动转动板31转动90°,此时其中一组包装纸箱本体5将处于U型框7的下端,然后使用者可关闭电机21并打开第二伸缩杆81与注胶机,此时第二伸缩杆81将向上拉动连接块82,从而通过连接杆83带动两组转动杆84转动,进而使两组转动杆84的一端将向中部靠拢,当两组涂胶滚轮88接触涂胶板的一端时,将会下压两组涂胶板并沿着涂胶板的上表面进行滚动,在涂胶滚轮88滚动期间,安装杆85将会向转动杆84的内腔中收缩,从而挤压弹簧86,与此同时,注胶机能够将胶水通过注胶管810导入L型雾化喷板89内并由L型雾化喷板89将胶水均匀的喷洒在涂胶滚轮88上,之后再由涂胶滚轮88将胶水均匀的涂抹在涂胶板上,当涂胶滚轮88滚动至涂胶板的另一侧时,使用者可同时打开两组气缸91并驱动第二伸缩杆81推动连接块82向下移动,此时两组气缸91将推动两组三角型推板92做相向运动,与此同时,第二伸缩杆81将带动两组转动杆84的一端向两侧扩张,从而通过两组安装杆85带动两组涂胶滚轮88向两侧滚动,当涂胶滚轮88滚动至涂胶板的端部时,此时两组三角型推板92分别推动对应的封装板转动一定角度,从而将涂胶板按压在封装板的下侧,之后使用者需关闭注胶机并继续驱动第二伸缩杆81与气缸91,此时涂胶滚轮88将脱离涂胶板,在涂胶滚轮88脱离涂胶板的同时弹簧86将进行伸展,从而通过安装杆85带动涂胶滚轮88做复位运动,直至涂胶滚轮88移至初始位置,当转动杆84转至初始位置后,使用者可关闭第二伸缩杆81,与此同时,两组三角型推板92将继续做相向运动并推动封装板转动,直至将封装板贴合在涂胶板上并由胶水进行粘合,然后使用者可再次驱动气缸91,使其带动两组三角型推板92做背向运动,直至三角型推板92移至初始位置,之后使用者可关闭气缸91并打开电机21,使电机21带动转动板31转动180°,从而将封装完成的包装纸箱本体5移至外侧,然后使用者可将对应的第一伸缩杆42打开,使其带动两组夹持板48做背向运动,直至两组夹持板48与包装纸箱本体5分离,之后使用者可将封装完成的包装纸箱本体5取下并进行更换未封装的包装纸箱本体5,在第一伸缩杆42的驱动下,再配合驱动块43与从动块45的使用,为两组夹持板48之间的间距调节提供了便利,从而为包装纸箱本体5的夹持固定提供了便利,进而确保了包装纸箱本体5的封装工艺,与此同时,使用者可重复之前的步骤进行另一组包装纸箱本体5的封装作业,通过涂胶机构8与封装机构9的配合使用,为包装纸箱本体5的机械化封装提供了便利,从而节省了人力,进而提高了封装效率,此外,在电机21的驱动下,再配合带轮组件、转动柱3与转动板31的使用,实现了两组包装纸箱本体5位置的便捷交换,从而节省了取放包装纸箱本体5所需的时间,进一步提高了封装效率。
转动板31的两端贯穿开设有对称设置的第一通槽32,夹持框41固定安装在第一通槽32内,第一通槽32的设置使用,实现了对夹持框41的固定,从而保障了夹持机构4的正常使用。
驱动块43与从动块45的接触面为配合使用的倾斜式结构,从而确保驱动块43滑动时能够改变两组从动块45之间的间距,进而实现对包装纸箱本体5的夹持固定。
夹持框41的上端贯穿开设有对称分布的第二通槽49,连接板47滑动卡设在第二通槽49内,第二通槽49对连接板47的移动起到了导向作用。
两组夹持板48的相对侧均固定安装有阵列分布的防滑凸起410,防滑凸起410能够与包装纸箱本体5相接触,防滑凸起410能够增加夹持板48与包装纸箱本体5之间的摩擦力,从而确保包装纸箱本体5的夹持牢固性。
安装杆85的一端一体成型有对称分布的限位块811,转动杆84内腔两侧的侧壁上开设有与限位块811配合使用的限位槽812,限位块811滑动卡设在限位槽812内,在限位块811与限位槽812的协调作用下,对安装杆85的移动起到了限位及导向作用。
本发明在日常使用时,使用者可打开电机21,使其带动主动轮23转动,从而通过皮带24带动从动轮22转动,进而通过转动柱3带动转动板31转动,当转动板31转动90°时,此时两组夹持机构4处于U型框7的两侧,然后使用者可关闭电机21并同时将两组待封装的包装纸箱本体5分别放置于两组夹持机构4的内侧,之后使用者可同时打开两组第一伸缩杆42,使两组第一伸缩杆42分别向下拉动对应的驱动块43,在驱动块43下移的同时将带动对应的两组从动块45做相向运动,从而通过连接板47带动对应的夹持板48做相向运动,直至两组夹持板48的相对侧贴合在对应的包装纸箱本体5上,此时使用者可关闭第一伸缩杆42并再次打开电机21,使电机21再次带动转动板31转动90°,此时其中一组包装纸箱本体5将处于U型框7的下端,然后使用者可关闭电机21并打开第二伸缩杆81与注胶机,此时第二伸缩杆81将向上拉动连接块82,从而通过连接杆83带动两组转动杆84转动,进而使两组转动杆84的一端将向中部靠拢,当两组涂胶滚轮88接触涂胶板的一端时,将会下压两组涂胶板并沿着涂胶板的上表面进行滚动,在涂胶滚轮88滚动期间,安装杆85将会向转动杆84的内腔中收缩,从而挤压弹簧86,与此同时,注胶机能够将胶水通过注胶管810导入L型雾化喷板89内并由L型雾化喷板89将胶水均匀的喷洒在涂胶滚轮88上,之后再由涂胶滚轮88将胶水均匀的涂抹在涂胶板上,当涂胶滚轮88滚动至涂胶板的另一侧时,使用者可同时打开两组气缸91并驱动第二伸缩杆81推动连接块82向下移动,此时两组气缸91将推动两组三角型推板92做相向运动,与此同时,第二伸缩杆81将带动两组转动杆84的一端向两侧扩张,从而通过两组安装杆85带动两组涂胶滚轮88向两侧滚动,当涂胶滚轮88滚动至涂胶板的端部时,此时两组三角型推板92分别推动对应的封装板转动一定角度,从而将涂胶板按压在封装板的下侧,之后使用者需关闭注胶机并继续驱动第二伸缩杆81与气缸91,此时涂胶滚轮88将脱离涂胶板,在涂胶滚轮88脱离涂胶板的同时弹簧86将进行伸展,从而通过安装杆85带动涂胶滚轮88做复位运动,直至涂胶滚轮88移至初始位置,当转动杆84转至初始位置后,使用者可关闭第二伸缩杆81,与此同时,两组三角型推板92将继续做相向运动并推动封装板转动,直至将封装板贴合在涂胶板上并由胶水进行粘合,然后使用者可再次驱动气缸91,使其带动两组三角型推板92做背向运动,直至三角型推板92移至初始位置,之后使用者可关闭气缸91并打开电机21,使电机21带动转动板31转动180°,从而将封装完成的包装纸箱本体5移至外侧,然后使用者可将对应的第一伸缩杆42打开,使其带动两组夹持板48做背向运动,直至两组夹持板48与包装纸箱本体5分离,之后使用者可将封装完成的包装纸箱本体5取下并进行更换未封装的包装纸箱本体5,在第一伸缩杆42的驱动下,再配合驱动块43与从动块45的使用,为两组夹持板48之间的间距调节提供了便利,从而为包装纸箱本体5的夹持固定提供了便利,进而确保了包装纸箱本体5的封装工艺,与此同时,使用者可重复之前的步骤进行另一组包装纸箱本体5的封装作业,通过涂胶机构8与封装机构9的配合使用,为包装纸箱本体5的机械化封装提供了便利,从而节省了人力,进而提高了封装效率,此外,在电机21的驱动下,再配合带轮组件、转动柱3与转动板31的使用,实现了两组包装纸箱本体5位置的便捷交换,从而节省了取放包装纸箱本体5所需的时间,进一步提高了封装效率。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种次氧化锌生产使用的封装设备
- 一种次氧化锌生产用封装设备