一种铝电解残阳极碳块自动压脱机及碳块压脱方法
文献发布时间:2023-06-19 10:10:17
技术领域
本发明属于铝电解导杆残阳极处理装置技术领域,具体涉及将铝电解导杆上的残阳极碳块进行自动压脱的设备。
背景技术
铝电解生产中的阳极包括铝导杆、钢爪和碳块。当阳极使用一段时间后,碳块大部分被消耗掉,需要将残阳极碳块从钢爪上脱下,然后重新组装成新阳极。目前,铝电解厂大多采用人工敲打方式进行残阳极碳块压脱,存在工人劳动强度大,工作效率低,工作环境污染严重、安全隐患大等问题。
专利号为ZL201020670718.9中国专利公开了一种电解铝残阳极压脱机,包括支座、脱油缸、顶脱梁、导向套、顶脱刀、压脱刀、导向辊等,工作时通过油缸带动顶脱刀、压脱刀实现对铝电解残阳极的机械化压脱,但其存在设备结构复杂、制造成本高、维护不便等技术问题。
发明内容
本发明的目的是为了解决上述现有技术存在的问题,提供一种结构简单、制造成本低、使用安全可靠、维修成本低的一种铝电解残阳极碳块自动压脱机及压脱方法。
本发明的目的通过如下技术方案实现:
一种铝电解残阳极碳块自动压脱机,包括机架、对称设置于机架前端两侧的前立柱、对称设置于机架中部两侧的后立柱、对称安装于前立柱内侧并向前伸出的两块钢爪挂架、设置于两块钢爪挂架之间的可前后和上下移动的压脱刀、对称安装于两块钢爪挂架内侧的两块向上延伸的压脱油缸支板、安装于两块压脱油缸支板之间的压脱油缸、焊接于两块压脱油缸支板前端的导杆固定装置、对称安装于后立柱内侧的两块压脱刀定位油缸支板、安装于两块压脱刀定位油缸支板之间的压脱刀定位油缸;所述压脱刀为叉形结构,包括等间距设置的三个前叉;所述压脱油缸的活塞杆竖直向下与压脱刀的刀背顶面固定连接,所述压脱刀定位油缸的活塞杆水平向前与压脱刀的刀背后端固定连接;所述导杆固定装置包括焊接于两块压脱油缸支板前端的底板、焊接于底板上的两块间隔设置并向前延伸的立板。
进一步地,在所述两块压脱油缸支板之间安装有压脱油缸支撑杆,所述压脱油缸的缸座尾端套装于压脱油缸支撑杆上。
进一步地,在所述两块压脱刀定位油缸支板之间安装有压脱刀定位油缸支撑杆,所述压脱刀定位油缸的缸座尾端套装于压脱刀定位油缸支撑杆上。
进一步地,在所述导杆固定装置的底板和立板之间焊接有加强筋板。
本发明所述铝电解残阳极碳块自动压脱机的碳块压脱方法,是将残阳极运送至压脱装置上,让残阳极的钢爪挂于钢爪挂架上,通过导杆固定装置固定导杆,将导杆卡装在导杆固定装置的两块立板之间,之后启动驱动压脱刀定位油缸,将压脱刀向前推进,压脱刀的三个前叉插入残阳极的碳块与钢爪之间的空隙,接着驱动压脱油缸带动压脱刀向下移动,将碳块从钢爪上压脱,实现残阳极上碳块与钢爪的分离。
采用本发明,可将残阳极运送至压脱装置上,将钢爪挂在钢爪挂架上,将导杆卡在导杆固定装置的两块立板之间,通过驱动压脱刀定位油缸将压脱刀向前推,使压脱刀的前叉插入残阳极的碳块与钢爪之间的空隙,然后驱动压脱油缸带动压脱刀向下移动,将碳块从钢爪上压脱,实现残阳极上碳块与钢爪的分离。
本发明的铝电解残阳极碳块自动压脱机结构简单,稳固可靠,操作方便,造价及维护成本低。压脱残阳极碳块的方法简单高效,压脱效果好。
附图说明
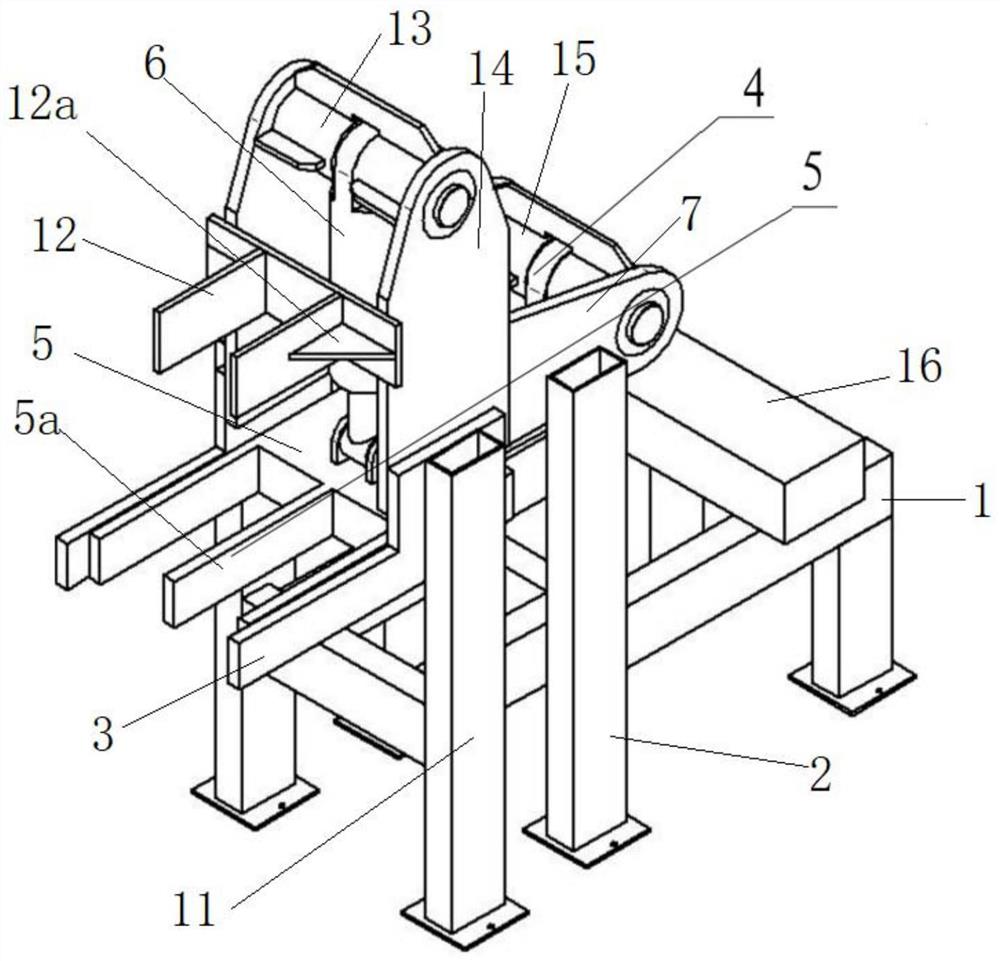
图1是本发明的铝电解残阳极自动压脱机的结构示意图;
图2是图1从后面看的结构示意图;
图3是本发明铝电解残阳极自动压脱机工作时的示意图。
具体实施方式
如图1、图2所示的铝电解残阳极自动压脱机,包括用钢材焊接的机架1、对称设置于机架前端两侧的前立柱11、对称设置于机架中部两侧的后立柱2、对称安装于前立柱内侧并向前伸出的两块钢爪挂架3、设置于两块钢爪挂架之间的可前后和上下移动的压脱刀5、对称安装于两块钢爪挂架内侧的两块向上延伸的压脱油缸支板14、安装于两块压脱油缸支板之间的压脱油缸6、焊接于两块压脱油缸支板前端的导杆固定装置12、对称安装于后立柱内侧的两块压脱刀定位油缸支板7、安装于两块压脱刀定位油缸支板之间的压脱刀定位油缸4。所述压脱刀5为叉形结构,包括等间距设置的三个前叉5a,压脱刀的前叉5a的高度小于残阳极的碳块8顶面与钢爪9底面之间的间距。所述压脱油缸6的活塞杆竖直向下与压脱刀5的刀背顶面固定焊接连接,所述压脱刀定位油缸4的活塞杆水平向前与压脱刀5的刀背后端固定连接。所述导杆固定装置12包括焊接于两块压脱油缸支板前端的底板、焊接于底板上的两块间隔设置并向前延伸的立板,在底板和立板之间焊接有加强筋板12a。
如图1、图2所示,在所述两块压脱油缸支板之间安装有压脱油缸支撑杆13,所述压脱油缸6的缸座尾端套装于压脱油缸支撑杆上。在所述两块压脱刀定位油缸支板之间安装有压脱刀定位油缸支撑杆15,所述压脱刀定位油缸4的缸座尾端套装于压脱刀定位油缸支撑杆上。
为了确保工作时,压脱装置稳固安全,可在机架后部压上平衡重16。本发明的铝电解残阳极自动压脱机的压脱方法如图3所示,将残阳极运送至压脱装置上,让残阳极的钢爪9挂于钢爪挂架3上。通过导杆固定装置12固定导杆10,将导杆卡装在导杆固定装置12的两块立板之间。之后启动驱动压脱刀定位油缸4,将压脱刀5向前推进,压脱刀的三个前叉5a插入残阳极的碳块8与钢爪9之间的空隙,接着驱动压脱油缸4带动压脱刀5向下移动,将碳块从钢爪上压脱,实现残阳极上碳块与钢爪的分离。
- 一种铝电解残阳极碳块自动压脱机及碳块压脱方法
- 一种铝电解用阳极导杆残极碳块压脱机装置