一种针对模具保护器检测的信号源装置及其实现方法
文献发布时间:2023-06-19 10:30:40
技术领域
本发明涉及生产检验技术领域,特别是一种针对模具保护器检测用的信号源装置及其实现方法。
背景技术
随着自动化工厂的发展,注塑行业随之快速发展,配合注塑机使用的模具保护器也快速发展起来。由于模具保护器产品是直接接入注塑机的,对模具保护器产品的生产调试检测环节需要检测人员模拟注塑机的工作时序,测试模具保护器功能正常。但是随着模具保护器的产量增加,人工检测已逐渐满足不了大批量生产检测的要求,反而会限制产能的提升,人工成本不断增加。
发明内容
要解决的技术问题
针对上述现有技术中存在的人工检测导致模具保护器低产能的情况,提供一种模具保护器信号源装置及其实现方法。
技术方案
一种针对模具保护器检测的信号源装置,其特征在于包括:电源模块A、CPU模块B、驱动模块D、采集模块E以及端口;所述的电源模块A,用于为所述的CPU模块B、所述的定时模块C、所述的驱动模块D、所述的采集模块E以及所述的端口提供不同电源;所述的CPU模块B,用于产生一种模具保护器信号源装置实现方法中的各种逻辑控制与判断;所述的驱动模块D,用于产生所述的允许进动RBT信号、所述的进动RBT信号和所述的允许合模RBT信号;所述的采集模块E,用于接收来自外部模具保护器的一检完成信号和二检完成信号;所述的端口,用于传递电源、所述的允许进动RBT信号、所述的进动RBT信号、所述的允许合模RBT信号、所述的一检完成信号和所述的二检完成信号。
优选的,还包括定时模块C,所述的定时模块C,用于产生时间计时数据,并提供给所述的CPU模块B用于实现超时。
一种针对模具保护器信号源装置的实现方法,其特征在于步骤如下:
步骤1:上电自检,并根据用户设定配置有效时间参数进行初始化;
步骤2:端口输出24V电源电压;
步骤3:端口输出开模允许信号;
步骤4:等待一检完成信号,超时则回到步骤3;
步骤5:端口发送允许进动RBT信号;
步骤6:等待二检完成信号,超时则回到步骤3;
步骤7:端口发送允许合模RBT信号,并回到步骤3。
优选的,所述的步骤3中,所述的开模允许信号为一组差分信号。
优选的,所述的步骤5中,所述的进动RBT信号为一组差分信号。
优选的,所述的步骤7中,所述的允许合模RBT信号为一组差分信号。
优选的,所述的步骤4中,所述的一检完成信号存在有效、无效及悬空三种状态;进一步的,所述的一检完成信号的有效状态可保证步骤4顺利进行到步骤5;所述的一检完成信号的无效状态可保证步骤4处于等待;所述的一检完成信号的悬空状态可导致步骤4直接回到步骤3。
优选的,所述的步骤6中,所述的二检完成信号存在有效、无效及悬空三种状态;进一步的,所述的二检完成信号的有效状态可保证步骤6顺利进行到步骤7;所述的二检完成信号的无效状态可保证步骤6处于等待;所述的一检完成信号的悬空状态可导致步骤6直接回到步骤3。
优选的,所述的超时是根据用户设定决定,在所述的步骤1中初始化完成。
有益效果
本发明提出的一种模具保护器信号源装置及其实现方法,其通过模拟注塑机与模具保护器之间的交联信号时序,替代注塑机实现与模具保护器的数据交联,为模具保护器提供工作时序,保证模具保护器功能的自动化检测流程。通过本发明大大减少模具保护器产品调试时间,降低人力与时间成本,提供生产效率。本发明设计原理可靠,能辅助生产厂家快速达到自动化检测模具保护器的需求,具有非常广泛的应用前景。
附图说明
图1为本发明方法的步骤流程图。
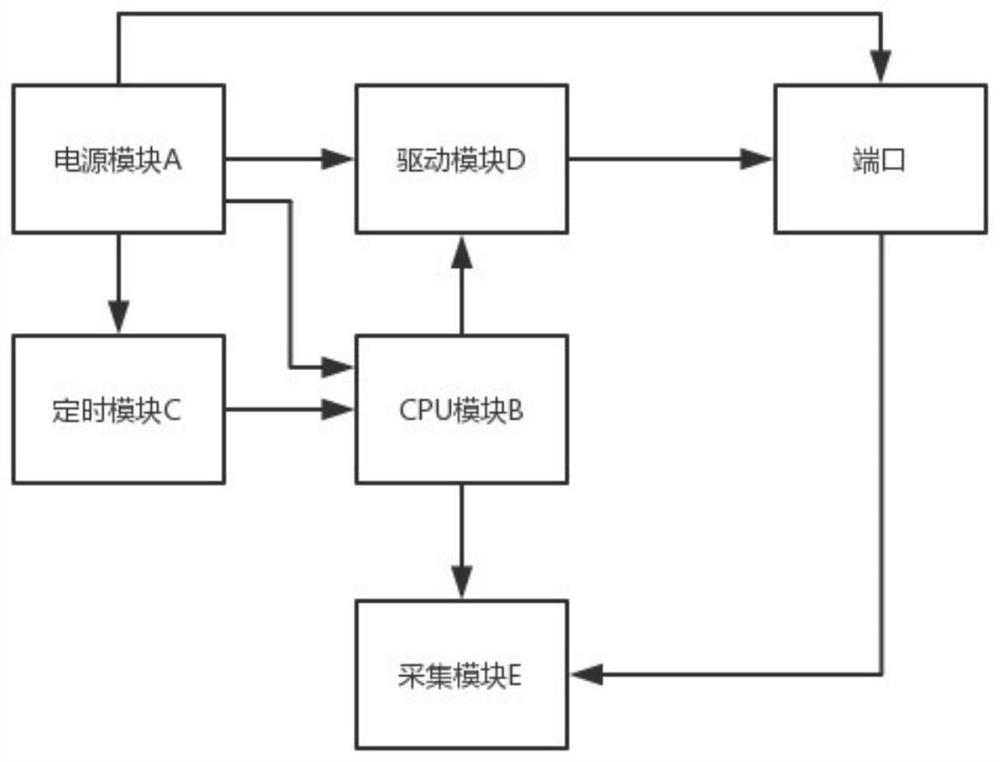
图2为本发明一种模具保护器信号源装置的结构示意图。
具体实施方式
为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。
如附图1所示,本发明的一种模具保护器信号源装置的实现方法,其包括以下步骤:
010.上电自检,并根据用户设定配置有效时间参数进行初始化;
020.端口输出24V电源电压;
030.端口输出开模允许信号;
040.等待一检完成信号,超时则回到步骤030;
050.端口发送允许进动RBT信号;
060.等待二检完成信号,超时则回到步骤030;
070.端口发送允许合模RBT信号,并回到步骤030。
所述的步骤030中,所述的开模允许信号为一组差分信号。
所述的步骤050中,所述的进动RBT信号为一组差分信号。
所述的步骤070中,所述的允许合模RBT信号为一组差分信号。
所述的步骤040中,所述的一检完成信号存在有效、无效及悬空三种状态。进一步的,所述的一检完成信号的有效状态可保证步骤040顺利进行到步骤050;所述的一检完成信号的无效状态可保证步骤040处于等待;所述的的一检完成信号的悬空状态可导致步骤040直接回到步骤030。
所述的步骤060中,所述的二检完成信号存在有效、无效及悬空三种状态。进一步的,所述的二检完成信号的有效状态可保证步骤060顺利进行到步骤070;所述的二检完成信号的无效状态可保证步骤060处于等待;所述的的一检完成信号的悬空状态可导致步骤060直接回到步骤030。
所述的超时是根据用户设定决定,在所述的步骤010中初始化完成。
所述的一种模具保护器信号源装置的实现方法,其特征在于,步骤过程呈现死循环特点。
如图2所示,本发明还提供一种模具保护器信号源装置,其特征在于,包括:电源模块A、CPU模块B、定时模块C、驱动模块D、采集模块E以及端口。
所述的电源模块A,用于为所述的CPU模块B、所述的定时模块C、所述的驱动模块D、所述的采集模块E以及所述的端口提供不同电源。
所述的CPU模块B,用于产生一种模具保护器信号源装置实现方法中的各种逻辑控制与判断。
所述的定时模块C,用于产生时间计时数据,并提供给所述的CPU模块B用于实现超时。进一步的,所述的定时模块C不是必要的,也可以由所述的CPU模块B直接实现定时效果。
所述的驱动模块D,用于产生所述的允许进动RBT信号、所述的进动RBT信号和所述的允许合模RBT信号。
所述的采集模块E,用于接收来自外部模具保护器的一检完成信号和二检完成信号。
所述的端口,用于传递电源、所述的允许进动RBT信号、所述的进动RBT信号、所述的允许合模RBT信号、所述的一检完成信号和所述的二检完成信号。
本发明通过对检测模具保护器产品的手段改进,有助于实现快捷自动化检测,大大减少检测时间,降低人工成本。
以上公开的仅为本发明的优选实施方式,但本发明并非局限于此,任何本领域的技术人员能思之的没有创造性的变化,以及在不脱离本发明原理前提下所作的若干改进和润饰,都应落在本发明的保护范围内。
- 一种针对模具保护器检测的信号源装置及其实现方法
- 一种针对嵌件注塑的模具保护器及其实现方法