一种杂罐自动冲压装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及制罐行业技术领域,尤其涉及一种杂罐自动冲压装置。
背景技术
现有的将杂罐盒盖进行冲压成型,其过程中大都是通过人工进行移动、大都是人工进行二次冲压、大都是通过人工将成型的盒盖取下来,然后重复原来的步骤;这期间人工所耗费的劳动强度大、费时费力、工作效率低,同时人工进行盒盖冲压的质量保证率不高,不能满足批量加工自动化生产的需要。
因此,亟需提供一种既减少人工成本,也能省时省力提高工作效率的自动化设备。
发明内容
本发明要解决的技术问题是采用人工操作,从而人工劳动强度大、费时费力、工作效率低等,针对现有技术存在的缺陷,提供一种既减少人工成本,也能省时省力提高工作效率的自动送料、冲压成型、出料的杂罐自动冲压装置。
为解决上述技术问题,本发明采用如下技术方案:一种杂罐自动冲压装置,包括输送线组件,该装置包括有用于放置半成品的模具模型机架、用于将半成品二次成型并推出的冲压升降组件、用于将半成品推送至冲压升降组件处的推料组件和用于将半成品压紧固定的压料组件,所述推料组件设于输送线组件后侧,所述模具模型机架设于输送线组件一侧,所述冲压升降组件安装于模具模型机架上,所述压料组件设于冲压升降组件与模具模型机架之间,通过所述冲压升降组件、推料组件和压料组件将杂罐盒盖半成品进行自动二次冲压成型。
优选地,所述冲压升降组件包括有升降架、冲压气缸、冲头、升降导轨和打料机构,所述冲压气缸安装于升降架顶部,所述冲头设于升降架的端部,所述升降导轨设于升降架一侧,所述打料机构滑动安装于升降导轨上。
优选地,所述推料组件包括有推料机架、左右移动导轨、推料翻转机构和推料驱动机构,所述推料驱动机构安装于推料机架上,所述左右移动导轨设于推料机架一侧,所述推料翻转机构设于推料机架前侧,并滑动安装于左右移动导轨上。
优选地,所述压料组件包括有一组导向压料机构,所述一组导向压料机构分别相对安装于模具模型机架上,并位于冲压升降组件的下方。
优选地,所述打料机构包括有打料安装板、气缸横移导轨和打料气缸,所述打料安装板滑动安装于升降导轨上,所述气缸横移导轨滑动安装于打料安装板上,所述打料气缸滑动安装于气缸横移导轨上,所述打料气缸一侧设有推料连接板,其另一侧设有打料连接板。
优选地,所述推料翻转机构包括有推料安装板、翻转气缸、翻转齿条和翻转齿轮,所述推料安装板滑动安装于左右移动导轨上,所述翻转气缸安装于推料安装板上,所述翻转齿条设于翻转气缸一侧,所述翻转齿轮固定于翻转气缸上,所述翻转齿轮的一侧与翻转齿条啮合,另一侧设有推料旋转片。
优选地,所述推料驱动机构包括有从动同步轮、主动同步轮、同步带、驱动导轨、驱动滑块和驱动伺服电机,所述从动同步轮与主动同步轮相对安装于推料机架上,所述同步带套设于从动同步轮和主动同步轮上,所述驱动导轨设于同步带一侧,所述驱动滑块滑动安装于驱动导轨上,所述驱动伺服电机安装于推料机架的下方。
优选地,所述导向压料机构包括有导向支座、夹紧气缸、压料安装板、压料气缸和导向压料板,所述导向支座一侧固定于模具模型机架一侧,另一侧延伸至模具模型机架中部两侧,所述夹紧气缸安装于导向支座上,所述压料安装板设于夹紧气缸的一端,所述压料气缸安装于压料安装板上,所述导向压料板设于压料气缸端部。
优选地,所述同步带一侧内部设有同步带压块,其另一侧设有涨紧轮;所述驱动滑块一侧设有连接块,并与驱动滑块连接,所述连接块的前侧安装有双层连接板,所述双层连接板穿插设有连接固定轴。
相较于现有技术,本发明的有益效果在于:
通过设置冲压升降组件并配合推料组件、压料组件和输送线组件,从而实现自动化冲压杂罐盒盖,解放人力,让工人从生产中脱离出来;减少人工成本,也能省时省力,提高工作效率;同时保证同批杂罐盒盖冲压成型的质量,且满足批量加工自动化生产的需要。
附图说明
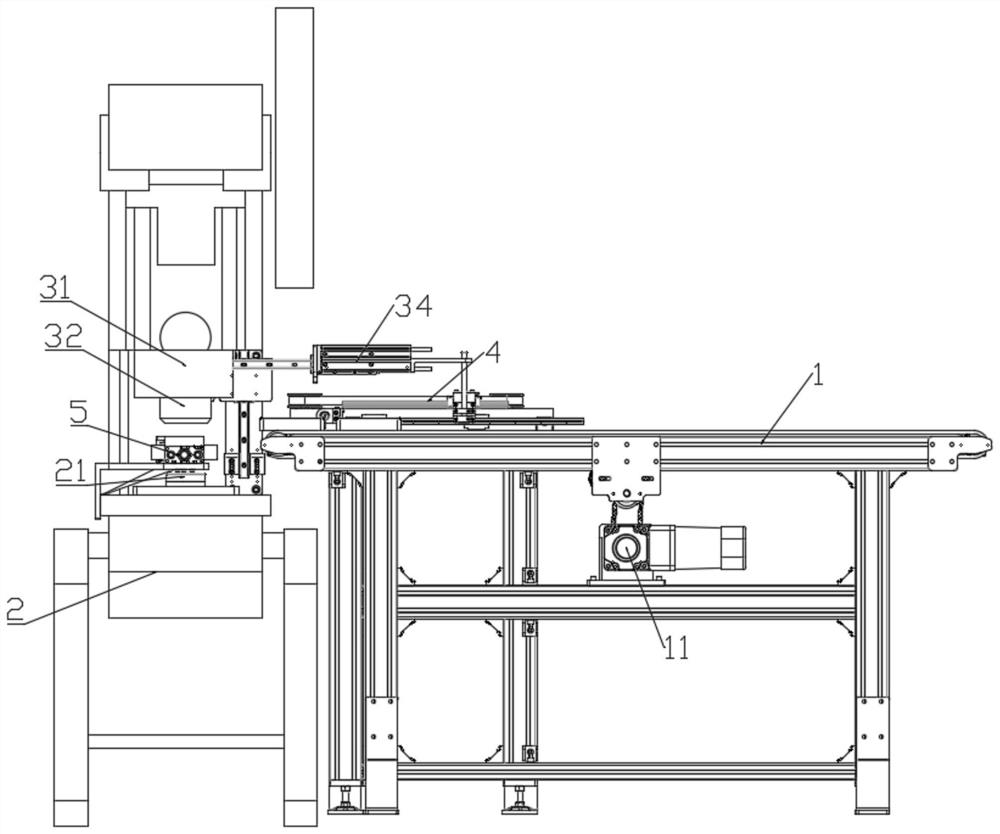
图1为本发明整体结构示意图;
图2为本发明的部分俯视图;
图3为本发明的立体图;
图4为本发明整体结构示意图中局部放大图;
图5为本发明的推料组件结构示意图一;
图6为本发明的推料组件结构示意图二;
图7为本发明的推料翻转机构的结构示意图;
图8为本发明的压料组件结构示意图;
图9为本发明的打料机构结构示意图一;
图10为本发明的打料机构结构示意图二;。
图中,1为输送线组件,11为输送线伺服电机,12为传送带机构,2为模具模型机架,21为模具模型位置,3为冲压升降组件,31为升降架,32为冲头,33为升降导轨,34为打料机构,341为打料安装板,342为气缸横移导轨,343为打料气缸,344为推料连接板,345为打料连接板,346为滑块,347为减震拉簧,4为推料组件,41为推料机架,42为左右移动导轨,43为推料翻转机构,431为推料安装板,432为翻转气缸,433为翻转齿条,434为翻转齿轮,435为推料旋转片,44为推料驱动机构,441为从动同步轮,442为主动同步轮,443为同步带,444为驱动导轨,445为驱动滑块,446为驱动伺服电机,447为同步带压块,448为涨紧轮,45为连接块,46为连接板,47为连接固定轴,5为压料组件,51为导向压料机构,511为导向支座,512为夹紧气缸,513为压料安装板,514为压料气缸,515为导向压料板,516为气缸连接板,52为直线轴,53为直线轴承,54为内六角圆柱头螺栓,55为六角螺母。
具体实施方式
下面结合附图通过具体实施例对本发明做进一步说明:
本实施例中,参照图1-10,所述杂罐自动冲压装置,包括输送线组件1,其包括有输送线伺服电机11和传送带机构12,该装置包括有模具模型机架2、冲压升降组件3、推料组件4和压料组件5,模具模型机架2中部设置有模具模型位置21,且其底部设置有回冲弹簧(图中未所示),所述推料组件4设于输送线组件1后侧,所述模具模型机架2设于输送线组件1一侧,所述冲压升降组件3安装于模具模型机架2上,所述压料组件5设于冲压升降组件3与模具模型机架2之间,通过冲压升降组件3、推料组件4和压料组件5将杂罐盒盖半成品进行自动二次冲压成型,从而解放人力,让工人从生产中脱离出来,减少人工成本,也能省时省力,提高工作效率。
所述冲压升降组件3包括有升降架31、冲压气缸(图中未所示)、冲头32、升降导轨33和打料机构34,所述冲压气缸安装于升降架31顶部,所述冲头32设于升降架31的端部,所述升降导轨33设于升降架31一侧,升降导轨33底部两侧均设置有限位块331,从而防止打料机构34低于模具模型位置21无法退出冲压好的成品,所述打料机构34滑动安装于升降导轨33上。
所述推料组件4包括有推料机架41、左右移动导轨42、推料翻转机构43和推料驱动机构44,所述推料驱动机构43安装于推料机架41上,所述左右移动导轨42设于推料机架41一侧,所述推料翻转机构43设于推料机架41前侧,并滑动安装于左右移动导轨42上。
所述压料组件5包括有一组导向压料机构51,为第一导向压料机构和第二导向压料机构,且分别相对安装于模具模型机架2上,并位于冲压升降组件3下方;所述导向压料机构51包括有导向支座511、夹紧气缸512、压料安装板513、压料气缸514和导向压料板515,所述导向支座511一侧固定于模具模型机架2一侧,另一侧延伸至模具模型位置21的两侧上方,所述夹紧气缸512安装于导向支座511上,所述压料安装板513设于夹紧气缸512的一端,所述压料气缸514安装于压料安装板513上,所述导向压料515板设于压料气缸514端部。
在本发明实施例中,压料安装板513一侧设有气缸连接板516,压料气缸514包括有直线轴52和直线轴承53,所述导向压料板515一端通过内六角圆柱头螺栓54和六角螺母55固定于直线轴承53上,从而实现导向压料板515的上升下降。
在本发明实施例中,所述打料机构34包括有打料安装板341、气缸横移导轨342和打料气缸343,所述打料安装板341内侧设有滑块346和减震拉簧347,并滑动安装于升降导轨33上,通过减震拉簧347防止打料机构34随着升降架31的下压晃动,影响成品的推出,打料安装板341外侧设有滑动凹槽,气缸横移导轨342滑动安装于打料安装板341的滑动凹槽上,所述打料气缸343通过内侧设有的一组滑块滑动安装于气缸横移导轨342上,所述打料气缸343一侧设有推料连接板344,推料连接板344与推料驱动机构44套设固定,打料气缸343的另一侧设有打料连接板345,通过推料驱动机构44驱动打料机构34将冲压好的成品推出,完成最后的步骤。
所述推料翻转机构43包括有推料安装板431、翻转气缸432、翻转齿条433和翻转齿轮434,所述推料安装板431一端固定连接有连接轴,并滑动安装于左右移动导轨42上,从而实现推料翻转机构43沿左右移动导轨4左右移动,所述翻转气缸432安装于推料安装板431上,所述翻转齿条433设于翻转气缸432一侧,所述翻转齿轮434固定于翻转气缸432上,所述翻转齿轮434的一侧与翻转齿条433啮合,另一侧设有推料旋转片435。
所述推料驱动机构44包括有从动同步轮441、主动同步轮442、同步带443、驱动导轨444、驱动滑块445和驱动伺服电机446,所述从动同步轮441与主动同步轮442相对安装于推料机架41上,同时推料机架41背面也安装设置了一组从动同步轮441和主动同步轮442,同步带443套设于从动同步轮441和主动同步轮442上,所述驱动导轨444设于同步带443一侧,所述驱动滑块445滑动安装于驱动导轨444上,所述驱动伺服电机446安装于推料机架41的下方;同步带443一侧内部设有同步带压块447,并与驱动滑块445的一侧连接,实现驱动滑块445在同步带443的带动下左右移动,同步带443另一侧设有涨紧轮448;所述驱动滑块445的另一侧设有连接块45,所述连接块45的前侧安装有双层连接板46,所述连接固定轴47穿插于双层连接板46中,连接固定轴47与打料机构34的推料连接板344连接,在驱动伺服电机446的驱动下,促使驱动滑块445在驱动导轨444上移动,从而实现连接固定轴47带动推料连接板344推动打料气缸343向左推出产品并迅速缩回。
参照图7、图9,在本发明实施例中,推料旋转片435和打料连接板345均设置为“L”形状,从而便于推送半成品及推出冲压好的成品。
本发明的工作原理为:杂罐盒盖半成品从输送线组件1传送至末端,推料翻转机构43中的翻转气缸432在得到信号的后把半成品从输送线组件1末端向前推至模具模型机架2上的模具模型位置21,在此推送过程中,压料组件5的一组导向压料机构51同时动作,其中导向压料板分别处于张开状态和最高位置;其最高位置是由压料气缸513控制的,压料气缸513伸出,导向压料板515处于最高位置,压料气缸513缩回,导向压料板515处于压料位置状态;其张开状态是由夹紧气缸512控制的,夹紧气缸512伸出,导向压料板515处于夹紧状态,夹紧气缸512缩回,导向压料板515处于松开状态。
接上所述,半成品被推送至模具模型位置21上并与之配合,接下来,冲压升降组件3上的冲头32随升降架31下压,实现二次成型。在冲头32下压和回程过程中,已二次冲压好的产品在模具模型位置21底部的弹簧作用下,向上顶出。此时,打料机构34中的打料气缸343伸出,同时,在推料驱动机构44上的连接固定轴47的作用下,连接在打料气缸343前端的打料连接板345作用在顶出的产品上,向左推出产品,此动作方向由同步带运动方向控制。紧接着,打料气缸343迅速缩回,同时,打料气缸343连同推料连接板344在安装于推料驱动机构44上的连接固定轴47的作用下迅速向右移动,并同冲压升降组件3一起上升回到起始位置。推料驱动机构44上的连接固定轴47是受控于同步带443传动,同步带443由驱动伺服电机446控制。
关于推料翻转机构56部分,它主要有两个动作,一个是随推料驱动机构56上的连接轴一起沿左右移动导轨42左右移动,另一个是推料旋转片435随翻转气缸432的伸缩进行翻转,当我们要把半成品向前推的时候,翻转气缸432连接的翻转齿条433与翻转齿轮434啮合控制推料旋转片435的角度位置,一个是垂直位置,一个是水平位置,垂直位置的时候,可以推送半成品,水平位置的时候,可以避让半成品并随连接轴退回。
以上已将本发明做一详细说明,以上所述,仅为本发明之较佳实施例而已,当不能限定本申请实施范围,即凡依本申请范围所作均等变化与修饰,皆应仍属本发明涵盖范围内。
- 一种杂罐自动冲压装置
- 一种冲压模具生产用自动除杂装置