一种血管钙化组织旋磨用钻磨一体刀具及制造方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及一种血管钙化组织旋磨用钻磨一体刀具及制造方法,具体涉及一种用于动脉旋磨术的微细刀具及制备方法。
背景技术
随着人口老龄化的明显增加,动脉复杂病变、钙化病变逐渐增加。血管内产生钙化组织阻塞血管会使血管内径减少、血液流动不畅,导致血管内压力增加和供氧不足,容易诱发各种血管疾病。目前,经皮冠状动脉介入治疗成为了疏通狭窄甚至闭塞血管的主要治疗方法,包括球囊血管成形术、支架植入和旋磨术。球囊血管成形术和支架植入主要是利用球囊与支架的变形将钙化组织推入血管壁内,从而改善血管狭窄情况,然而对于严重钙化以及动脉分叉口处的钙化组织,球囊和支架难以展开,无法达到理想的治疗效果。旋磨术现已成为临床治疗血管严重钙化和阻塞的唯一方法,其利用导丝驱动微小刀具对钙化组织进行旋磨,达到去除钙化组织和扩大血管内径的目的。目前,旋磨术使用的微小刀具主要为直径1.25-2.5mm的带有金刚石颗粒的微磨具,但由于其形状和尺寸原因仅适用于可以穿过的钙化病变血管旋磨手术,严重降低了旋磨术的使用范围。
鉴于目前的旋磨术用的微磨具存在的使用范围小,无法达到临床使用的要求,本发明提出了一种血管钙化组织旋磨用钻磨一体刀具设及制造方法。
发明内容
本发明的目的在于提供一种血管钙化组织旋磨用钻磨一体的刀具及其制造方法,适用于血管出现严重钙化和阻塞的旋磨术,特别是对于血管已经出现完全钙化的情况。
实现本发明的技术方案如下:
一种血管钙化组织旋磨用钻磨一体刀具,其特征在于,主要由微钻部分、微磨头部分和连接部分组成。其中所述微钻部分位于微磨头前端,包括钻尖和螺旋槽;微磨头部分位于刀具中间部位,为橄榄形电镀金刚石磨头;连接部位位于微磨头后端。
该刀具设计原理是:保留临床医学上目前最常使用的橄榄型磨头形状,并提出一种磨粒均匀分布的电镀金刚石微磨粒的方法,提高微磨棒加工稳定性。同时在微磨棒前端增加一个微小钻头,利用微钻头尺寸优势和加工优势,适用于血管钙化严重情况,特别是对于完全钙化的血管的旋磨术治疗。
进一步地,所述钙化组织旋磨用微细刀具为316或304不锈钢材料。
该钙化组织旋磨用钻磨一体刀具设计及制造方法具体如下:
步骤S1:刀具棒料的加工。利用车削方式将棒料加工成尺寸不同的三段,第一段尺寸为直径0.3-0.5mm、长1mm,用于微钻的制造;第二段为直径1.25-2.5mm,长度为3mm的椭球段,用于微磨棒的制造;第三段为直径0.8mm的连接部分;
步骤S2:微钻刃磨。直径为0.3-0.5mm的微钻刃磨是在六轴精密磨床上实现的,包括外圆磨削、尖端切断、螺旋槽磨削和尖端横刃磨削,其中微钻刃磨条件为磨削速度10-30m/s,单次磨削深度1-3μm,进给速度5-25mm/min。
步骤S3:刀具表面电镀金刚石磨粒。主要包括刀具基体清洗、预镀镍层、金刚石磨料准备以及刀具基体镍-金刚石共沉积,其中所述的基体清洗采用酒精或丙酮试剂在超声清洗机中对刀具基体进行除油和清洁;所述的刀具基体预镀镍是在水浴加热试验台上进行的;所述的金刚石磨料准备是在超声振动试验台上进行;所述的镍-金刚石共沉积为刀具表面电镀的最后一道工序,也是钻磨一体刀具设计制造的最后一步,其是在超声振动加热实验台上进行的。
进一步地,所述的刀具表面预镀镍是以镍块为阳极,刀具基体为阴极,在电流为15mA,电压0.8-1.1V,温度为55℃条件下,采用改良后的瓦特液作为电镀液进行预镀镍层。电镀液包括氨基磺酸镍、氯化镍、硼酸、十二烷基硫酸钠以及糖精。
进一步地,所述的金刚石磨料准备是按照如下步骤进行的。首先,将磨料放置于酒精或者丙酮溶液中,形成混合溶液;将混合溶液放置在超声振动实验台上进行超声振动分散,取上层液体得到优选溶液,并通过抽滤得到初步磨料;将初步磨料进行清洗干燥得到最终磨料。
进一步地,所述的镍-金刚石共沉积电镀是采用埋砂法上砂,利用超声振动加热试验台,实现表面镀覆均匀。电镀液采用改良后的瓦特液,包括氨基磺酸镍、氯化镍、硼酸、十二烷基硫酸钠以及糖精,金刚石磨料采用最终制备的磨料,电流为15mA,电压0.8-1.1V,温度为55℃。
本发明的有益效果:
(1)本发明提出一种钙化组织旋磨用钻磨一体刀具,充分利用微钻头和微磨头结合起来的优势,可以完成严重甚至完全钙化血管的旋磨治疗,极大的提高了旋磨术的使用范围。
(2)本发明的钻磨一体刀具的制造方法,通过六轴数控精密磨床对刀具前端微细钻头进行精密刃磨,保证钻头的钻削性能,同时利用超声振动优选磨料并进行超声振动加热的埋砂法电镀,保证刀具表面镀覆均匀,最终完成钻磨一体刀具的制备。
附图说明
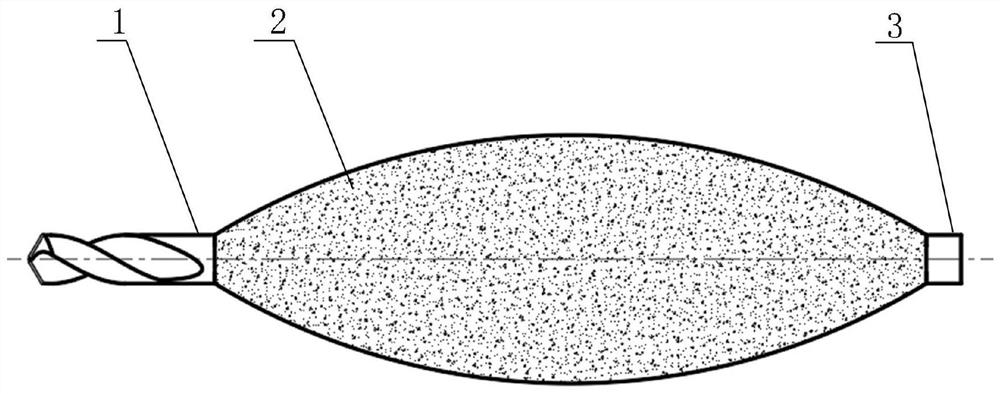
图1为本发明的血管钙化组织旋磨用钻磨一体刀具示意图;
图2为血管钙化组织旋磨用钻磨一体刀具设计制造流程示意图;
图3为血管钙化组织旋磨用钻磨一体刀具钻头刃磨流程图;
图4为血管钙化组织旋磨用钻磨一体刀具表面电镀流程图1-微钻部分,2-微磨头部分,3-连接部位
具体实施方法
下面结合附图对本发明作进一步说明。
如图1所示,一种血管钙化组织旋磨用钻磨一体刀具,其特征在于,主要由微钻部分1、微磨头部分2和连接部分3组成。其中所述微钻部分包括钻尖和螺旋槽,微磨头部分为橄榄形电镀金刚石磨头。当对严重钙化或完全钙化血管进行旋磨时,微钻首先对钙化组织进行钻削加工,保证后续的微磨棒可以进入指定位置进行后续的旋磨治疗。微磨头部分2采用制备的磨料进行超声埋砂法电镀,保证微磨头表面镀覆均匀,提高旋磨效率和安全性。连接部位用于与驱动导丝相连,为整个刀具传递动力,具体的可以采用激光焊接的方式将连接部位3与驱动导丝相连。
进一步地,所述钙化组织旋磨用微细刀具为316或304不锈钢材料。
图2为钙化组织旋磨用钻磨一体刀具设计及制造流程,包括刀具棒料加工、微钻刃磨、微磨头电镀。其中刀具棒料的加工:利用车削方式将棒料加工成尺寸不同的三段,第一段尺寸为直径0.3-0.5mm、长1mm,用于微钻的制造;第二段为直径1.25-2.5mm,长度为3mm的椭球段,用于微磨棒的制造;第三段为直径0.8mm的连接部分;
图3为微钻精密刃磨。直径为0.3-0.5mm的微钻刃磨是在六轴精密磨床上实现的,主要包括外圆磨削、尖端切断、螺旋槽磨削和尖端横刃磨削,磨削速度为10-30m/s,单次磨削深度为1-3μm,进给速度为5-25mm/min;
图4为血管钙化组织旋磨用钻磨一体刀具表面电镀流程,主要包括刀具基体清洗和预镀镍层、金刚石磨料准备以及镍-金刚石共沉积,其中所述的基体清洗采用酒精或丙酮试剂在超声清洗机中对刀具基体进行除油和清洁;所述的刀具基体预镀镍是在水浴加热试验台上进行的;所述的金刚石磨料准备在超声振动试验台上进行;所述的镍-金刚石共沉积最为刀具磨料电镀的最后一道工序,也是钻磨一体刀具设计制造的最后一步,其是在超声振动实验台上进行的。
进一步地,所述的刀具表面预镀镍是以镍块为阳极,刀具基体为阴极,在电流为15mA,电压0.8-1.1V,温度为55℃条件下,采用改良后的瓦特液作为电镀液,包括氨基磺酸镍、氯化镍、硼酸、十二烷基硫酸钠以及糖精。
进一步地,所述的金刚石磨料准备是按照如下步骤进行的。首先,将磨料放置于酒精或者丙酮溶液中,形成混合溶液;将混合溶液放置在超声振动实验台上进行超声振动分散,取上层液体,通过抽滤得到初步磨料;将初步磨料进行清洗干燥得到最终制备磨料。
进一步地,所述的镍-金刚石共沉积电镀是采用埋砂法上砂。电镀液采用改良后的瓦特液,包括氨基磺酸镍、氯化镍、硼酸、十二烷基硫酸钠以及糖精,金刚石磨料采用最终制备的磨料,电流为15mA,电压0.8-1.1V,温度为55℃。
最后应当说明的是:以上具体实施例仅用以说明本发明的技术方案而非对其限制。凡是在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种血管钙化组织旋磨用钻磨一体刀具及制造方法
- 一种血管钙化组织旋磨用钻磨一体刀具及制造方法