一种纤维增强复合材料产品加工线及其加工工艺
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及自动化流水线技术领域,尤其涉及一种纤维增强复合材料产品加工线及其加工工艺。
背景技术
传统的玻璃钢制造包括手糊、真空打袋,低压RTM等,工序包括原材料准备、模具准备、成型、脱模等,且各个工序一般处于单独的空间分段进行,生产效率较低,劳动强度大,且无法保证产品质量的一致性和工艺的稳定性,无形中增加了生产成本。
发明内容
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种纤维增强复合材料产品加工线及其加工工艺。
为了实现上述目的,本发明采用了如下技术方案:
一种纤维增强复合材料产品加工线,包括喷涂区,所述喷涂区的一侧设有第二辊子输送线,第二辊子输送线的另一端设有脱模区,脱模区包括第四辊子工作台和第四升降输送带,脱模区的另一端设有暂存区,暂存区包括第一辊子输送线、第五辊子工作台和第六辊子工作台,第一辊子输送线与第二辊子输送线平行设置,第四辊子工作台与第二辊子输送线垂直设置,第二辊子输送线与第一辊子输送线平行设置,第五辊子工作台和第六辊子工作台分别位于第一辊子输送线的两端,第二辊子输送线的两侧分别依次设有烘干区、铺层区、合模区和注胶加热固化区。
优选地,所述铺层区包括第一辊子工作台和第一升降输送带,多个第一辊子工作台对称分布在第二辊子输送线的两侧,且第一辊子工作台可以转动,第一升降输送带与第二辊子输送线重叠设置。
优选地,所述合模区包括第二辊子工作台和第二升降输送带,多个第二辊子工作台对称分布在第二辊子输送线的两侧,第二升降输送带与第二辊子输送线重叠设置。
优选地,所述注胶加热固化区包括第三辊子工作台和第三升降输送带,多个第三辊子工作台对称分布在第二辊子输送线的两侧,第三升降输送带与第二辊子输送线重叠设置。
优选地,所述喷涂区包括喷涂机器人和喷涂输送带,喷涂输送带的端部重叠设有第五升降输送带。
优选地,所述第五辊子工作台和第六辊子工作台均可以转动,且第五辊子工作台位于第四辊子工作台和第一辊子输送线的连接处,第六辊子工作台位于第一辊子输送线和喷涂输送带的连接处。
一种纤维增强复合材料产品的加工工艺,该工艺包括如下步骤:
机器喷涂胶衣→胶衣烘干→铺层→合模注胶加热固化→脱模→下料→模具处理。
与现有技术相比,本发明的有益效果是:
1、提高生产效率和质量稳定性,改善生产环境,降低成本;
2、将各个生产工序集成到一条流水线上,包括涂胶衣、铺层、合模、注胶、加热固化、脱模、模具处理等;
3、减少原各工序间不必要的中间过程,提高了效率和生产的稳定性、一致性,降低了劳动强度和生产成本。
附图说明
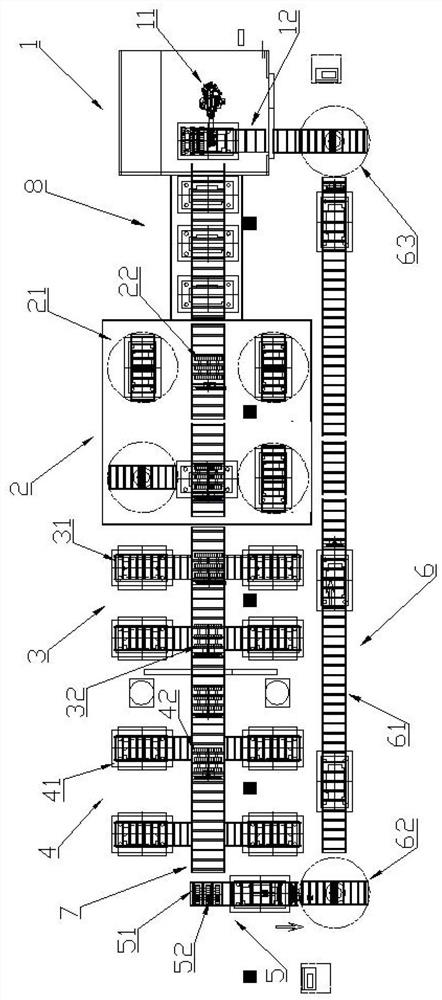
图1为本发明提出的结构示意图;
图2为本发明的工艺图。
图中:喷涂区1、喷涂机器人11、喷涂输送带12、铺层区2、第一辊子工作台21、第一升降输送带22、合模区3、第二辊子工作台31、第二升降输送带32、注胶加热固化区4、第三辊子工作台41、第三升降输送带42、脱模区5、第四辊子工作台51、第四升降输送带52、暂存区6、第一辊子输送线61、第五辊子工作台62、第六辊子工作台63、第二辊子输送线7、烘干区8。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1,一种纤维增强复合材料产品加工线,包括喷涂区1,喷涂区1的一侧设有第二辊子输送线7,第二辊子输送线7的另一端设有脱模区5,脱模区5包括第四辊子工作台51和第四升降输送带52,脱模区5的另一端设有暂存区6,暂存区6包括第一辊子输送线61、第五辊子工作台62和第六辊子工作台63,第一辊子输送线61与第二辊子输送线7平行设置,第四辊子工作台51与第二辊子输送线7垂直设置,第二辊子输送线7与第一辊子输送线61平行设置,第五辊子工作台62和第六辊子工作台63分别位于第一辊子输送线61的两端,第二辊子输送线7的两侧分别依次设有烘干区8、铺层区2、合模区3和注胶加热固化区4。
铺层区2包括第一辊子工作台21和第一升降输送带22,多个第一辊子工作台21对称分布在第二辊子输送线7的两侧,且第一辊子工作台21可以转动,第一升降输送带22与第二辊子输送线7重叠设置。
合模区3包括第二辊子工作台31和第二升降输送带32,多个第二辊子工作台31对称分布在第二辊子输送线7的两侧,第二升降输送带32与第二辊子输送线7重叠设置。
注胶加热固化区4包括第三辊子工作台41和第三升降输送带42,多个第三辊子工作台41对称分布在第二辊子输送线7的两侧,第三升降输送带42与第二辊子输送线7重叠设置。
喷涂区1包括喷涂机器人11和喷涂输送带12,喷涂输送带12的端部重叠设有第五升降输送带。
第五辊子工作台62和第六辊子工作台63均可以转动,且第五辊子工作台62位于第四辊子工作台51和第一辊子输送线61的连接处,第六辊子工作台63位于第一辊子输送线61和喷涂输送带12的连接处。
参照图2,一种纤维增强复合材料产品的加工工艺,该工艺包括如下步骤:
机器喷涂胶衣→胶衣烘干→铺层→合模注胶加热固化→脱模→下料→模具处理。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种纤维增强复合材料产品加工线及其加工工艺
- 一种连续纤维增强热塑性复合材料的层压复合加工工艺