托盘及其制造方法
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及在用叉车或手摇升降机等搬运货物时使用的、发泡苯乙烯等发泡树脂制的托盘及其制造方法。
背景技术
以往,作为用叉车或手摇升降机等搬运货物时的载置平台,普遍使用了各种托盘。例如,在物流的现场等用叉车等搬运货物时,货物载置在托盘的载置面上,叉车等的货叉插入到托盘侧面的货叉插入口中后,托盘被提升到指定高度的位置。随后,驾驶叉车等将托盘搬运到目的地后,降下货叉,将托盘放置在目的地后,将货叉从货叉插入口中拔出。
作为常见的托盘,已知有木制、塑料制、金属制(铁合金)或纸制的托盘。但就大多数常见的托盘而言,如木制托盘也有10kg以上的重量,纸制托盘虽然比塑料制或金属制的轻,但为了确保形状稳定性被高密度压缩加工,也具有相当的重量。
因此,作为比纸制托盘更轻的托盘,已知有发泡树脂制的托盘(例如,参见专利文献1)。但发泡树脂制的托盘在其表面具有源自发泡珠子的细小凹凸,与木制或塑料制的托盘相比,存在着表面易于产生脆皮、碎屑的问题。鉴于这些问题,已知有用增强树脂片包覆托盘本体的表面的树脂制托盘(例如,参见专利文献2)。
但就构成发泡树脂制托盘的发泡珠子而言,其体积的大部分为空气,因而导热性低、具有适度的弹性。因此,发泡树脂制的托盘具有路面或仓库地面等的热量难以传递到托盘的隔热性,并具有发泡树脂独有的缓冲性(Cushion性),因而运输过程中可以保护搬运物免受温度和冲击的影响。
现有技术文献
专利文献
专利文献1:日本特开2003-72754号公报
专利文献2:日本特开2007-176534号公报
发明内容
发明要解决的问题
就发泡树脂制的托盘而言,载置的搬运物重时为了承受该荷重,托盘本体(顶板部)需要具有指定的厚度(例如,100mm以上)。另一方面,托盘本体厚过所需程度以上时,随着托盘本身的高度增加(托盘空间体积增大),会影响集装箱和卡车等的可装载容量(装载效率),并导致流通阶段的经济损失。因此,载置的搬运物轻时,托盘本体的厚度可以减小。并且,搬运物为农产品等需要保冷的物品时,为了使地面(路面)的热量难以传递到搬运物,会使用脚架高的托盘。另一方面,脚架高时,对于集装箱高度的限制进而导致搬运物的装载高度受限。因此,搬运物不需要保冷时,脚架的高度可以低。并且,驱使载置了搬运物的托盘移动的叉车或手摇升降机的高度有多种,因而对于与之相应的各种脚架的高度提出了要求。
如上所述,托盘本体的厚度和脚架的高度因搬运物的性质产生变化。通常,发泡树脂制的托盘的一个边超过1000mm,用大型且昂贵的模具来成形。因此,在需要制造多种形式的托盘的情形,就要为每种类型的托盘准备模具,托盘的制造成本增加,会导致无法以合理的价格提供托盘的结果。
并且,即便是较薄的托盘,自托盘本体的上面至脚架的底面也具有相当的厚度,模具的成形深度也大。发泡树脂制品是将预发泡的发泡珠子充填到模具中,用蒸汽加热来使发泡珠子进一步膨胀,并使珠子彼此融合后,通过真空冷却来进行成形。但成形深度大时,蒸汽不能均匀地弥散在内部后导致加热不均匀、融合不良的问题。并且,冷却性也变差,会因冷却不充分导致产生膨胀的问题。其结果,会成为成形品的强度降低等品质下降的原因。
并且,就发泡树脂具有的隔热性和缓冲性而言,在其成形过程中通过调整发泡倍率来达到最佳的所需水平。例如,加大发泡倍率时,隔热性及缓冲性得以提高,但为了确保指定的耐荷重性,需要具有足够的厚度,这会影响集装箱等的装载容量。因此,不只是上述的托盘本体的厚度和脚架的高度,发泡树脂制的托盘还需要基于用途来适当地改变发泡倍率。
本发明是鉴于上述问题完成的,目的是提供一种托盘的制造方法及利用该制造方法制造的托盘。本发明的制造方法能够基于用途以合理的价格和高品质来制造托盘本体的厚度和脚架的高度、及发泡倍率不同的多种形式的托盘。
解决问题的方法
为了解决上述问题,本发明提供一种具备发泡树脂制的板状的托盘本体、及在所述托盘本体的下面设置的多个脚架的托盘的制造方法,其特征在于,
该制造方法包括本体成形步骤、脚架成形步骤及真空成形步骤,所述本体成形步骤用于成形厚度或发泡倍率不同的多种类型的所述托盘本体,所述脚架成形步骤用于成形高度或发泡倍率不同的多种类型的所述脚架,且所述脚架与所述托盘本体为各自独立的个体,所述真空成形步骤是在将选自多种类型的所述脚架安装在选自多种类型的所述托盘本体的状态,从所述托盘的下面侧通过真空一体成形来覆盖树脂片。
上述托盘的制造方法中,优选在所述本体成形步骤中,在所述托盘本体的下面形成多个嵌合凸部,在所述脚架成形步骤中,在所述脚架的上面形成与所述嵌合凸部嵌合的嵌合凹部。
上述托盘的制造方法中,优选在所述本体成形步骤中,在所述托盘本体的上面形成载置搬运物的载置面、及自所述载置面的外边缘至所述托盘本体的侧面呈凹状形成的台阶部,在所述真空成形步骤中,将所述树脂片覆盖在所述托盘本体的下面、所述脚架、所述托盘本体的侧面及所述台阶部,所述载置面上不覆盖所述树脂片。
上述托盘的制造方法中,优选在所述本体成形步骤中,在所述托盘本体的下面配置有所述脚架的部位形成在所述托盘本体的厚度方向刻入的导引孔。
上述托盘的制造方法中,优选在所述脚架成形步骤中,在所述嵌合凹部的底部形成贯通所述脚架的底面的针孔。
并且,本发明还提供用上述托盘的制造方法制造的托盘。
发明的效果
根据本发明的托盘的制造方法,托盘本体及脚架各自独立成形,因而与托盘本体及脚架一体成形的情形相比,能够以少种类的模具来制造托盘本体的厚度或发泡倍率、及脚架的高度或发泡倍率不同的多种形式的托盘。因此,能够基于用途廉价地制造多种形式的托盘。并且,模具的成形深度可以减小,因而在各部件的成形过程中蒸气易于均匀地弥散在内部,难以发生加热不均匀、融合不良的问题。其结果,可以防止成形品的强度下降,制造高品质的托盘。
附图说明
图1(a)是以本发明的一个实施方式的托盘的上面为主的立体图、图1(b)是以同托盘的下面为主的立体图、图1(c)是图1(a)的A区域放大图。
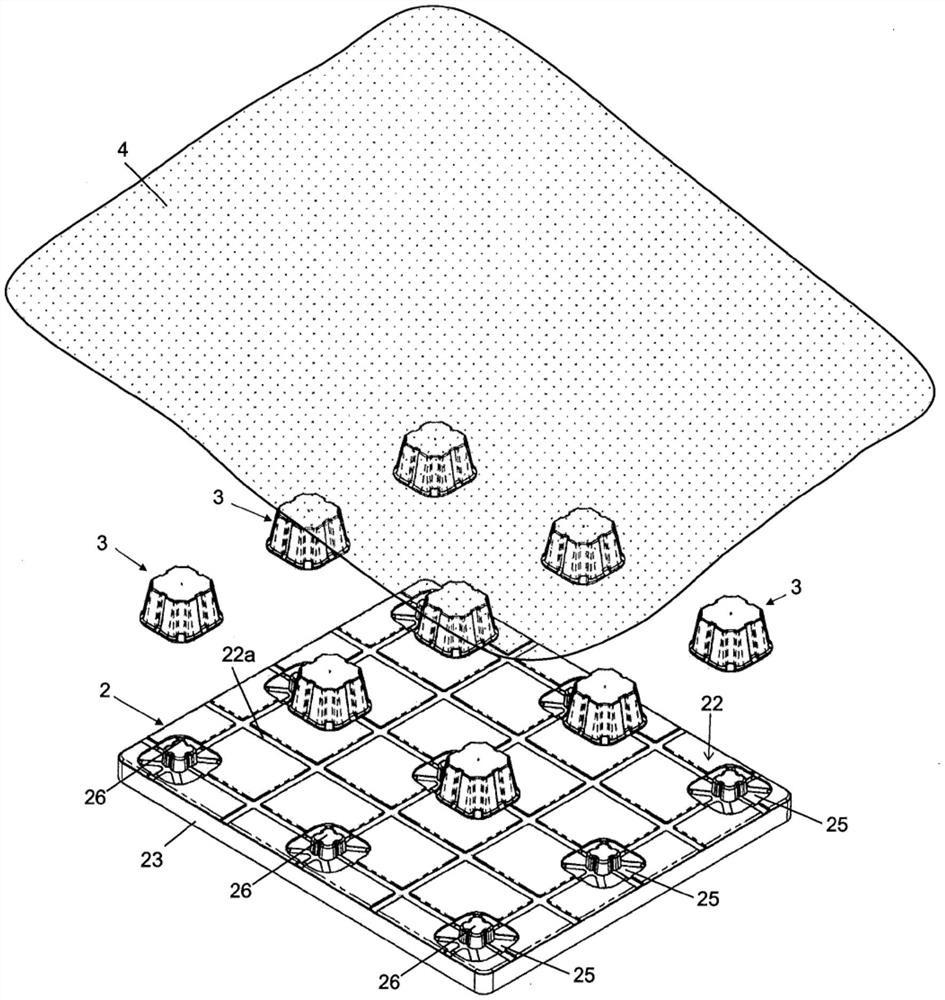
图2是以同托盘的下面为主的分解立体图。
图3(a)是同托盘的俯视图、图3(b)是侧视图、图3(c)是仰视图。
图4(a)是图3(b)的B区域放大图、图4(b)是图3(c)的C区域放大图。
图5(a)是以用于同托盘的托盘本体的上面为主的立体图、图5(b)是以上述托盘本体的下面为主的立体图。
图6(a)是上述托盘本体的俯视图、图6(b)是主视图、图6(c)是仰视图、图6(d)是侧视图。
图7(a)是图6(c)的D区域放大图、图7(b)是图7(a)的E-E线剖视图。
图8(a)是以用于上述托盘的脚架的上面为主的立体图、图8(b)是以上述脚架的下面为主的立体图、图8(c)是上述脚架的仰视图、图8(d)是侧视图、图8(e)是俯视图、图8(f)是侧剖视图。
图9(a)是薄型托盘本体的立体图、图9(b)是主视图、图9(c)是厚型托盘本体的立体图、图9(d)是主视图。
图10(a)是矮脚型脚架的立体图、图10(b)是主视图、图10(c)是高脚型脚架的立体图、图10(d)是主视图。
图11(a)~(d)是表示托盘本体及脚架的组合例的主视图。
图12(a)~(d)是用于说明在上述托盘上真空成形树脂片的步骤的侧视图。
图13(a)是用于说明树脂片的真空成形过程中在上述托盘本体形成的导引孔的功能的局部侧剖视图、图13(b)是局部侧视图。
符号的说明
1托盘、2托盘本体、20载置面、21上面、22下面、23侧面、24台阶部、25嵌合凹部、26嵌合凸部、29导引孔、3脚架、34嵌合凹部、34b针孔、4树脂片
具体实施方式
以下,参照附图来说明本发明的一个实施方式的托盘及其制造方法。首先,说明本实施方式的托盘的构成。如图1(a)~(c)、图2、图3(a)~(c)及图4(a)~(b)所示,本实施方式的托盘1适用于在物流的现场等用叉车或手摇升降机等进行货物的管理、搬运的情形。此外,以下的说明中,将图1(a)所示的托盘1的左前方的侧面设为正面,将托盘1的右前方的侧面设为右侧面。
托盘1具备发泡树脂制的板状的托盘本体2、在托盘本体2的下面设置的多个脚架3、及覆盖托盘本体2和脚架3的外表面的树脂片4(参见图2)。多个脚架3以指定间隔呈格子状配置在托盘本体2的下面。本例子中,俯视时大致呈正方形的箱状的脚架被设置成3×3的9个脚架3。此外,为了便于说明,图例中示出了染色过的树脂片4,但树脂片4可以是透明的,也可以是与托盘本体2相同的白色。
脚架3是提升形成载置面20的上面21的高度的支持部件,多个脚架3呈相邻的脚架3隔开指定间隔的形式配置,从而形成叉车的货叉插入的货叉插入部10(图1(a))。本例子中,示出了在两侧的脚架3与中央的脚架3之间形成有货叉插入部10,货叉的插入方向在前后左右四个方向开放的、所谓的可四向插入的托盘1的构成。此外,例如,也可以是俯视时大致长方形的箱状的脚架呈3列状设置的、所谓的可双向插入的构成。
托盘本体2及脚架3各自独立成形。作为构成托盘本体2的材料,例如,可以是如聚苯乙烯、聚乙烯、聚丙烯等聚烯烃类树脂的发泡合成树脂,本实施方式中使用发泡聚苯乙烯(expanded polystyrene,EPS)。构成脚架3的材料优选与托盘本体2的材料相同,但也可以使用密度和硬度与托盘本体2不同的材料,或使用其他材料。
如图4(a)~(b)所示,树脂片4覆盖托盘本体2的下面22、脚架3、托盘本体2的侧面23及后述的台阶部。脚架3与托盘本体2的下面22一同被树脂片4覆盖,因而更为牢固地固定在托盘本体2上。
如图5(a)~(b)及图6(a)~(d)所示,托盘本体2具有指定的厚度,俯视时为矩形的板状部件。就本例子的托盘本体2而言,正面侧的宽度(图6(b))略大于侧面侧的宽度(图6(d)),但不局限于此,托盘本体2的形状可以从包括俯视时呈多角形状的各种形状中适宜选择。托盘本体2具有包含载置货物的载置面20的上面21、设有脚架3的下面22、及连接上面21与下面22的侧面23。上面21与下面22的外形尺寸大致相等,各侧面23的角部被倒角后呈圆角(也可参见图1(c))。
在托盘本体2的上面21,自载置搬运物的载置面20的外边缘至托盘本体2的侧面23形成有呈凹状的台阶部24(参见图4(a))。台阶部24在自上面21的外边缘(与侧面23的棱线部)朝向内侧的宽1~15mm左右的区域形成。台阶部24的宽度过大时,载置面20会过度变窄,台阶部24的宽度过小时,如下所述,树脂片4的卷绕变得不充分。并且,台阶部24的深度(与载置面20的台阶差)优选为2~15mm。台阶部24过浅时,会无法将树脂片4确切地覆盖在台阶部24上,台阶部24过高时,露出发泡树脂的载置面20的边缘部位变大,表面强度会降低。并且,台阶部24与载置面20的棱线部被倒角后呈弯曲面(也可参见图7(b))。
为了防止插入的货叉的侧滑,托盘本体2的下面22的表面设置有格子状的槽部22a。并且,托盘本体2的下面22具有脚架3嵌入的嵌合凹部25。嵌合凹部25形成为其内部尺寸大致相等于脚架3的上面(接合面31)的外部尺寸的形状。
如图7(a)所示,嵌合凹部25内在其中央部形成有嵌合凸部26,所述嵌合凸部26与在脚架3的上面形成的嵌合凹部34(参见图8(a)、(f))嵌合。嵌合凸部26为顶部比底部略小的梯状突起,其4个侧面形成有纵槽27。并且,嵌合凹部25的底面形成有自中央的嵌合凸部26呈放射状的通气槽28。本例子中,以嵌合凸部26为中心形成有向8个方向延伸的通气槽28。并且,在嵌合凸部26的4个侧面形成的纵槽27在嵌合凹部25的底面与通气槽28相连。
并且,嵌合凹部25的底面形成有在所述托盘本体的厚度方向刻入的多个导引孔29。导引孔29设置在嵌合凹部25的边缘且通气槽28的外端部。如图7(b)所示,导引孔29没有贯通至托盘本体2的上面21,自导引孔29的底部至托盘本体2的上面21具有指定的厚度。上述厚度优选为5mm以上,例如,特别优选为5~15mm。其中,在真空成形后述的树脂片4的情形,上述厚度优选为15mm以下。
如图8(a)~(f)所示,脚架3具有与托盘本体2接合的接合面31、托盘1载置时形成底面的设置面32、及连接接合面31和设置面32的侧面33。本实施方式的脚架3中,接合面31及设置面32俯视时为大致矩形,并为具有4个侧面33的块状。此外,4个侧面33为相同的形状,图8(d)中只示出了一个侧面。
就脚架3而言,接合面31稍大于设置面32,且连接这些的侧面33稍为倾斜。接合面31具有向外侧稍为延伸的凸缘部31a。该凸缘部31a嵌入到托盘本体2的嵌合凹部25,托盘本体2的下面22及脚架3的侧面33与凸缘部31a以平缓的角度连接。并且,凸缘部31a的外表面一侧中,俯视时与通气槽28相向的部位形成了厚度稍薄的薄壁部31b。
脚架3的接合面31形成有托盘本体2的嵌合凸部26嵌入的嵌合凹部34。嵌合凹部34的内部尺寸与托盘本体2的嵌合凸部26的外部尺寸大致相等。并且,嵌合凹部34的深度大于嵌合凸部26的高度。嵌合凹部34的底部形成有更为深入的圆孔34a,圆孔34a的底部形成有贯通脚架3的设置面32的针孔34b。因此,嵌合凹部34经由圆孔34a及针孔34b向脚架3的设置面32一侧形成通气状态。并且,将脚架3安装在托盘本体2时,嵌合凹部34经由嵌合凸部26的4个侧面的纵槽27及嵌合凹部25的底面的通气槽28也与导引孔29相连。
就脚架3的侧面33的高度设置而言,需要满足载置面20的提升量达到所期望的数值的条件。并且,为了提高强度,侧面33在纵向上形成有多个肋条33a。此外,为了防止因多次使用叉车搬运导致的发泡苯乙烯的劣化和碎屑的产生,除去针孔34b的附近,在脚架3的设置面32也可以安装由固化性树脂、木材、金属等制成的盖子等(未图示)。此外,脚架3不局限于图示的形状,例如,可以是椭圆柱形状、四方柱以外的多角柱形状。
树脂片4加热后软化变形且在室温固化,为具有可承载重物的足够的强度和表面耐久性的片材部件。作为本实施方式的树脂片4的材料,优选使用与托盘本体2相同的化合物形成的树脂材料。托盘本体2及脚架3由上述发泡聚苯乙烯制得时,作为树脂片4,例如,可以使用耐冲击性聚苯乙烯(high impactpolystyrene,HIPS)片。
这里,说明本发明的一个实施方式的托盘的制造方法。本实施方式的托盘的制造方法包括本体成形步骤、脚架成形步骤及真空成形步骤,所述本体成形步骤用于成形厚度或发泡倍率不同的多种类型的托盘本体2,所述脚架成形步骤用于成形高度或发泡倍率不同的多种类型的脚架3,且脚架3与托盘本体2为各自独立的个体,所述真空成形步骤是在将选自多种类型的脚架3安装在选自多种类型的托盘本体2的状态,从托盘1的下面侧通过真空一体成形来覆盖树脂片4。
本体成形步骤中,用指定的模具来成形托盘本体2。就本体成形步骤成形的托盘本体2的厚度而言,例如,可以在45mm~150mm的范围适宜设定。并且,就托盘本体2的发泡倍率而言,可以在约20~60倍的范围适宜设定。
这里,“发泡倍率”是指将原料聚苯乙烯的密度设为基准值1的、发泡后的成形体比重(g/cc)的倒数。例如,相对于聚苯乙烯的比重为0.02g/cc时,发泡倍率为50倍(=1/0.02),而比重为0.025g/cc时,发泡倍率为40倍(=1/0.025)。此外,发泡倍率与预发泡(初次发泡)时的“堆比重”相同。预发泡过的发泡珠子在充填至模具的阶段处于在珠子颗粒之间存在空隙的状态,该空隙在成形步骤的蒸汽加热步骤消失(二次发泡),但在一定的堆积中有一定重量的原料放入并发泡,因而成形后的密度(比重)与预发泡后的堆比重相同。
托盘本体2的发泡倍率是在考虑了与厚度的关系的基础上来确定。例如,将托盘本体2的厚度设为135mm(厚型)、发泡倍率设为60倍(高发泡)的托盘1与托盘本体2的发泡倍率为20倍(低发泡)、厚度为45mm(薄型)的上述托盘为相同的重量,但后者的强度上升,可以使之不影响集装箱等的装载容量。并且,例如,也可以是将托盘本体2的厚度设为45mm(薄型)、发泡倍率设为40倍(中发泡),或将托盘本体2的厚度设为150mm(厚型)、发泡倍率设为60倍(高发泡)的例子。由此,可以实现确保托板1的强度并降低对于载置物的冲击的最佳组合。
不只是图6所示的标准型的托盘本体2的厚度(例如,100mm),图9(a)~(b)所示的薄型(例如,45mm)和图9(c)~(d)所示的厚型(例如,150mm)均可以分别用模具以最佳的发泡倍率来进行成形。并且,利用本体成形步骤的模具成形,可以在托盘本体2的下面形成多个嵌合凸部26,并可以在托盘本体2的下面配置有脚架3的部位形成在托盘本体2的厚度方向刻入的导引孔29(参见图7)。并且,托盘本体2的上面形成有载置搬运物的载置面21、及自载置面21的外边缘至托盘本体2的侧面呈凹状形成的台阶部24。
脚架成形步骤中,脚架3用指定的模具成形。就脚架成形步骤成形的脚架3的高度而言,例如,在30mm~150mm的范围适宜设定。并且,脚架3的发泡倍率在约20倍~60倍的范围适宜设定。不只是图8所示的标准型的脚架3的高度(例如,100mm),图10(a)~(b)所示的矮脚型(例如,45mm)和图10(c)~(d)所示的高脚型(例如,150mm)均可以用模具来进行成形。通过这种多样化的设置,即便驱使托盘1移动的叉车或手摇升降机的货叉高度有多种变化,也可以获得与之对应的多种脚架3。并且,脚架成形步骤中,在脚架3的上面形成与嵌合凸部26嵌合的嵌合凹部34(参见图8)。并且,在嵌合凹部34的底部形成贯通脚架3的底面的针孔34b。
就托盘本体与脚部一体成形的现有的制造方法而言,无法成形不同发泡倍率的托盘本体和脚部。相对于此,根据本实施方式的制造方法,在托盘本体2和脚架3各自独立成形时,不只是多种形状(厚度、高度)的变化的组合,也可以实现发泡倍率的变化的组合。即,托盘本体和脚部的发泡倍率可以相同,也可以为发泡倍率不同的组合。由此,能够以最经济的原料用量和成形所需时间(成形周期)来进行制造。
例如,托盘本体2及脚架3的发泡倍率均为60倍时,可以得到重量轻、且具有优异的缓冲性和经济性的托盘1。并且,将托盘本体2的发泡倍率设为30倍时,可以提高隔热性。进而,托盘本体2及脚架3的发泡倍率均为20倍时,可以得到耐荷重性提高后能够搬运重物、且在叉车的运货操作过程中难以破损的托盘1。
并且,也可以适宜改变托盘本体2及脚架3的厚度(壁厚)和发泡倍率。例如,托盘本体2的发泡倍率为60倍、脚架3的发泡倍率为20倍时,可以得到托盘本体2具有缓冲性、脚架3在叉车的运货操作过程中难以破损的托盘1。并且,托盘本体2的发泡倍率为20倍、脚架3的发泡倍率为60倍时,可以得到能够搬运重物、且脚架3具有缓冲性的托盘1。
真空成形步骤中,首先,在选自多种类型的托盘本体2上安装选自多种类型的脚架3。如图11(a)~(d)所示,托盘本体2及脚架3被适宜组合。例如,可以列举薄型的托盘本体2和矮脚型的脚架3(图11(a))、薄型的托盘本体2和高脚型的脚架3(图11(b))、厚型的托盘本体2和矮脚型的脚架3(图11(c))、厚型的托盘本体2和高脚型的脚架3(图11(d))的各种组合。此外,也可以组合图6、图8所示的标准型的托盘本体2及脚架3。组合这里列举的3种类型的托盘本体2和3种类型的脚架3,可以制造9种类型的托盘1。
由此,根据本实施方式的托盘1的制造方法,托盘本体2及脚架3各自独立成形,因此与托盘本体及脚架一体成形的情形相比,可以用少种类的模具来制造托盘本体2的厚度和脚架3的高度不同的多种形式的托盘1。因此,能够基于用途廉价地制造托盘本体2的厚度和脚架3的高度不同的多种形式的托盘1。
并且,托盘本体2及脚架3分别成形,因而与托盘本体及脚架一体成形的情形相比,模具产生的成形深度小。因此,成形各部件时,蒸汽易于均匀地弥散在内部,难以产生加热不匀、融合不良的问题。并且,冷却性也良好,因而能够抑制因冷却不充分引起的膨胀。其结果,可以防止成形品的强度下降等来制造高品质的托盘1。并且,由于上述的制造方法的高品质,托盘本体2的厚度薄时也具有高的耐久性,能够制造轻便、耐用且使用性能高的托盘1。
并且,脚架3荷重集中且与地面或其他载置物等接触后易于损坏,因而需要具有特别高的耐久性。因此,脚架3的壁厚需要厚于其他的构成部件。本实施方式中,脚架3的上面形成有嵌合凹部34,因而与没有嵌合凹部34的情形相比,脚架3的壁厚薄,可以减小脚架3的模具成形时的成形深度,进而可以抑制加热不匀的问题,得到发泡珠子融合均匀、高品质且耐用的脚架3。
并且,真空成形步骤中,如图12(a)所示,首先,准备指定厚度(附图的例子为标准型)的托盘本体2。托盘本体2上配置有适宜高度(附图的例子为标准型)的脚架3。其次,将托盘本体2置于真空室51的上面,并使安装了脚架3的下面22朝上、具有载置面20的上面21朝下,随后在其上配置树脂片4。树脂片4的上方配置有加热器52,加热器52加热树脂片4来使树脂片4软化。
载置了托盘本体2的真空室51可以向上方移动。如图12(b)~(c)所示,树脂片4软化后使加热器52后退,同时抬起真空室51(上工作台),使托盘本体2与树脂片4接触。真空室51中设置有连通内部空间与真空室51的上面侧外部的吸引口(未图示)、及减压内部空间的减压泵。如图12(d)所示,将托盘本体2与软化的树脂片4密合时,真空室51启动减压泵来吸取托盘本体2与树脂片4之间的空气,使树脂片4真空吸附在托盘本体2上。
如图13(a)所示,托盘本体2上设置有导引孔29。导引孔29可以经由通气槽28及纵槽27与脚架3的嵌合凹部34进行通气,嵌合凹部34经由圆孔34a及针孔34b在脚架3的设置面32一侧形成通气状态。导引孔29没有贯通到托盘本体2的上面21,但该部分的厚度薄,因而可以经由发泡珠子的微小间隙等与托盘本体2的上面21进行通气。因此,启动真空室51后从托盘本体2的上面21侧抽出空气来形成减压状态时,托盘本体2的上面21及脚架3与在其上放置的树脂片4之间的空气经由针孔34b、圆孔34a、嵌合凹部34、纵槽27、通气槽28及导引孔29被抽出。并且,脚架3的凸缘部31a的薄壁部31b厚度薄,因而托盘本体2与树脂片4之间的空气从该部位也可以经由通气槽28及导引孔29被抽出。
由此,托盘本体2的上面21、侧面23、脚架3的外表面被树脂片4无间隙覆盖。并且,树脂片4没有覆盖与真空室51的上工作台接触的载置面20,但台阶部24与真空室51的上工作台稍为隔开,因而树脂片4进入该间隙后,台阶部24也被树脂片4覆盖。
随后,停止真空室51的运转,使托盘本体2等恢复至大气压,将覆盖了树脂片4的托盘1从真空室51取出。此时,如图13(b)所示,树脂片4中覆盖台阶部24的部位被拉伸,该部位的片厚变薄。最后,在台阶部24与载置面20的间隙插入刀等来修整多余的树脂片4。该修整过程中,刀插入部位的树脂片4的片厚变薄,可以轻松地进行修整。并且,台阶部24和载置面20的棱线部被倒角成弯曲面,因而易于插入刀。由此,可以得到托盘本体2的下面22、脚架3的外表面、托盘本体2的侧面23及台阶部24被树脂片4覆盖,载置面20没有被树脂片4覆盖的托盘1。
上述构成的托盘1中,构成主体的托盘本体2为发泡树脂制,因而重量轻,且树脂片4主要在托盘1的下面侧真空一体成形,因而与构成托盘本体2的发泡树脂相比可以获得表面耐久性。尤其是,托盘本体2的下面22中货叉插入的脚架3之间、在混凝土或沥青等坚硬的设置场所放置的脚架3的设置面32、和与墙壁或其他结构体接触机会多的托盘本体2的侧面23为特别容易受损的部位。但托盘1的这些部位被树脂片4覆盖,因而利用树脂片4可以减少这些部位的损伤、确保外表面的强度。
并且,就托盘1而言,至托盘本体2的上面21侧的台阶部24为止均被树脂片4覆盖。也就是说,树脂片4卷绕至托盘本体2的上面21侧,因而与树脂片4只覆盖托盘本体2的下面22和脚架3的情形、和覆盖至托盘本体2的侧面23的情形相比,树脂片4不易剥离,可以提高托盘1的耐久性。进而,树脂片4覆盖的部分由载置面20进一步扩展到台阶部24,因而还可以防止载置面20上放置的搬运物与树脂片4的端部接触,可以更为有效地抑制树脂片4的剥离。
然而,与发泡珠子相比树脂片4的导热性高,因而与搬运物直接接触时,热量易于传递至搬运物。因此,与没有被树脂片4覆盖的情形相比,托盘本体2的上面21和下面22均被树脂片4覆盖(所谓的全层压型的情形)时,会无法充分发挥隔热性和缓冲性等发泡树脂固有的有益性能。相对于此,就本实施方式的托盘1而言,载置面20没有被树脂片4覆盖,载置面20为形成托盘本体2的具有隔热性及缓冲性的发泡树脂(发泡珠子)露出了的半层压型。因此,托盘1能够确保路面和仓库地面等的热量难以传递到托盘1上载置的搬运物的高的隔热性,且由于发泡树脂独有的缓冲性(Cushioning),在搬运过程中能够保护搬运物免受温度或冲击的影响。因此,可以得到外表面的强度得以确保,对于载置的搬运物具有出色的隔热性和缓冲性的托盘1。
并且,就托盘1而言,在托盘本体2的下面22配置有脚架3的部位设有导引孔29,因而覆盖树脂片4时,可以用脚架3遮蔽导引孔29。并且,导引孔29设置在嵌合凹部25的边缘,因而脚架3的凸缘部31a周围的减压效果变高,树脂片4更为牢固地吸附在该部位,可以更为坚固地固定脚架3和托盘本体2。进而,导引孔29没有贯通至托盘本体2的上面21,因而载置面20没有形成大的凹部,可以抑制载置面20的破损。
此外,本发明不局限于上述实施方式的构成,在不脱离本发明宗旨的前提下可以进行各种改良。并且,上述实施方式中,通过用叉车搬运货物的例子说明了托盘1的结构,但也不排除用于其他发泡合成树脂制的结构物的情形。并且,上述实施方式的托盘1适用于叉车,但也可以是落地式或在托盘本体2的下面设置了脚轮的移动式等的构成。
- 托盘模块、包括该托盘模块的托盘组件和使用该托盘组件制造显示装置的方法
- 定位托盘的制造方法及制造该定位托盘的带定位钩托槽