压铸模静模碟簧式单点顶出机构
文献发布时间:2023-06-19 11:50:46
技术领域
本发明属于压铸模顶出机构设计技术领域,具体涉及一种压铸模静模碟簧式单点顶出机构。
背景技术
顶出机构在压铸模设计中是必不可少的机构,一般设置在动模,决定生产过程中零件能否从模具中平稳顺畅的取出。随着汽车行业的发展,对汽车压铸零件集成化和轻量化的要求也就越来越高,零件的结构也越来越复杂,压铸生产过程中经常出现零件粘静模或滑块的情况,有时还有零件静模方向或滑块方向局部结构复杂,包紧力大导致脱模时零件变形问题。这时就需要设置静模顶出或滑块顶出。
一般静模顶出有碟簧顶出和油缸顶出结构。传统静模碟簧顶出结构有复位杆、顶杆固定杆和推板等零部件,对空间要求高,模具需要有意加大,有时影响模具型芯和点冷却的布置空间。油缸顶出结构,也可以单点顶出,但同步性不好控制,并且油缸的安装对空间要求也较高。
发明内容
为了克服上述缺陷,本发明提出一种压铸模静模碟簧式单点顶出机构,可以辅助零件局部包紧力大的部位顺利脱模,避免零件粘静模或变形,由于结构简单,对安装空间要求不高,维修方便。
本发明采用的技术方案为:
压铸模静模碟簧式单点顶出结构,包括顶杆、连接杆、复位杆、弹簧、预紧螺母、限位套和压块;所述顶杆一端与连接杆相连,另一端布置在零件需要辅助顶出位置的边缘,复位杆一端与连接杆相连,另一端与压块相贴合,预紧螺母、弹簧与限位套顺次安装在复位杆上,限位套一端与压块相连。
所述弹簧为碟形弹簧。
所述连接杆与顶杆和复位杆采用活动连接。
所述碟形弹簧的推出行程可根据需要设计。
顶杆位置布置在零件需要辅助顶出位置的边缘,顶杆直径的1/3在零件型腔内(尽量不要超过1/2),顶杆的2/3直径合模时与动模面贴合。压铸合模时动模面推动顶杆,使顶杆复位,碟簧这时被压缩;当铝液填充完毕,开模时碟簧释放弹力推动顶杆,顶出零件,推出行程可根据需要设计,但不宜过长,能使零件脱开模具型腔即可。
有益效果:
本发明公开的压铸模静模碟簧式单点顶出结构,可以辅助零件局部包紧力大的部位顺利脱模,避免零件粘静模或变形,定模板厚度可以不用考虑布置顶杆固定板和推板的空间而加厚,模具加工方便,模具强度影响小,维护、维修方便。
附图说明
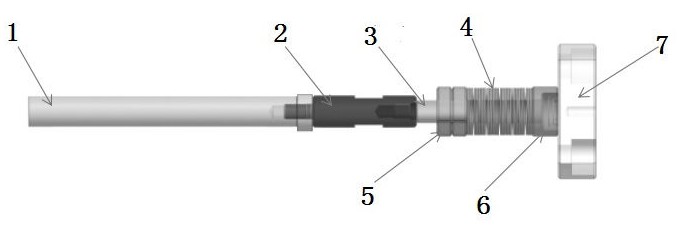
图1 压铸模静模碟簧式单点顶出结构示意图;
图2合模复位状态图;
图3顶出状态图;
其中:1-顶杆、2-连接杆、3-复位杆、4-弹簧、5-预紧螺母、6-限位套、7-压块。
具体实施方式
实施例1
压铸模静模碟簧式单点顶出结构,包括顶杆1、连接杆2、复位杆3、弹簧4、预紧螺母5、限位套6和压块7;所述顶杆1一端与连接杆2相连,另一端布置在零件需要辅助顶出位置的边缘,复位杆3一端与连接杆2相连,另一端与压块7相贴合,预紧螺母5、弹簧4与限位套6顺次安装在复位杆3上,限位套6一端与压块7相连。所述弹簧为碟簧。所述碟形弹簧的推出行程可根据需要设计,所述连接杆与顶杆和复位杆采用活动连接。
顶杆位置布置在零件需要辅助顶出位置的边缘,顶杆直径的1/3在零件型腔内(尽量不要超过1/2),顶杆的2/3直径合模时与动模面贴合。压铸合模时动模面推动顶杆,使顶杆复位,碟簧这时被压缩;当铝液填充完毕,开模时碟簧释放弹力推动顶杆,顶出零件,推出行程可根据需要设计,但不宜过长,能使零件脱开模具型腔即可。
- 压铸模静模碟簧式单点顶出机构
- 压铸模静模碟簧式单点顶出机构