复合材料缠绕管、充气芯模及复合材料缠绕管的加工方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明属于建筑材料技术领域,具体是一种复合材料缠绕管、充气芯模及复合材料缠绕管的加工方法。
背景技术
复合材料缠绕管具有耐腐蚀性能好,质量轻,可加工,易于设计,性能稳定等诸多优点,广泛应用于油气运输、石油化工、土木建筑等行业,当复合材料缠绕管应用于土木建筑领域时,复合材料缠绕管通常与混凝土组合使用形成复合材料-混凝土组合构件(梁、柱、剪力墙等),其中,最具代表性的是复合材料缠绕管约束混凝土,使得复合材料-混凝土组合构件具有良好的力学性能。
但是,现有技术中的复合材料缠绕管因采用复合材料制成,导致复合材料缠绕管的表面较为光滑,复合材料缠绕管在与混凝土组合使用的过程中易出现界面滑移现象,极大地降低了复合材料-混凝土组合构件的力学性能。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种复合材料缠绕管,所述复合材料缠绕管结构强度高,复合材料缠绕管在与混凝土组合使用形成复合材料-混凝土组合构件时可极大提升复合材料-混凝土组合构件的力学性能,解决了现有技术中复合材料缠绕管的表面光滑,导致复合材料缠绕管在与混凝土组合使用的过程中易出现界面滑移现象的技术问题。
本发明的第二目的在于提出一种充气芯模。
本发明的第三目的在于提出一种复合材料缠绕管的加工方法。
根据本发明实施例的一种复合材料缠绕管,包括:第一结构层;第二结构层,所述第二结构层连接在所述第一结构层外;剪力键,所述剪力键包括配合部和固定部,所述配合部连接在所述第一结构层和所述第二结构层之间,所述固定部的一端连接所述配合部,所述固定部的另一端朝向远离所述第二结构层的方向从所述第一结构层伸出。
根据本发明实施例的复合材料缠绕管,通过在复合材料缠绕管上设置剪力键,且将剪力键的配合部连接在第一结构层和第二结构层之间,第一结构层和第二结构层配合可限定剪力键的位置,使得剪力键相对于复合材料缠绕管位置稳定,以增加复合材料缠绕管的结构强度,将剪力键上固定部的一端连接在配合部上,固定部的另一端从第一结构层伸出,在后续复合材料缠绕管与混凝土组合使用形成复合材料-混凝土组合构件时,剪力键可在复合材料缠绕管与混凝土接触处产生稳定的机械锚固,增加复合材料缠绕管与混凝土的接触面积,大幅度地提升界面性能,避免界面出现滑移现象,显著提升复合材料-混凝土组合构件的整体性和力学性能。本申请的复合材料缠绕管,耐腐蚀性能好、环向强度高、整体性好且内界面抗剪强度高。
根据本发明一个实施例的复合材料缠绕管,所述配合部为片状结构,所述片状结构配合在所述第一结构层和所述第二结构层之间。
可选地,所述复合材料缠绕管为圆筒形管,所述配合部为带曲率的薄片,所述配合部的相对两侧面分别贴合所述第一结构层和所述第二结构层。
可选地,所述固定部伸出所述第一结构层的长度小于所述复合材料缠绕管的半径,所述固定部远离所述配合部的一端形成锚固端。
根据本发明一个实施例的复合材料缠绕管,所述固定部为棒状或片状。
根据本发明一个实施例的复合材料缠绕管,所述剪力键包括多个,多个所述剪力键间隔布置在所述第一结构层上;至少部分所述剪力键的多个所述配合部沿所述第一结构层的长度方向间隔布置。
可选地,多个所述固定部在所述第一结构层上成矩阵形式排列;或多个所述固定部在所述第一结构层上错位布置。
根据本发明一个实施例的复合材料缠绕管,所述剪力键为钢制剪力键、FRP剪力键或塑料剪力键中的至少一种。
根据本发明一个实施例的复合材料缠绕管,所述第一结构层和所述第二结构层包括至少一种无机纤维缠绕层和/或至少一种有机纤维缠绕层。
可选地,所述复合材料缠绕管还包括至少一层树脂层,至少一层所述树脂层连接在所述第二结构层上。
根据本发明实施例的一种充气芯模,所述充气芯模可安装在缠绕机上,包括:气囊,所述气囊上设有可充放气的气门,所述气囊内部形成充气腔,所述气囊的表面朝向所述充气腔的方向凹入形成固定槽,所述固定槽中可定位前述的复合材料缠绕管中的所述固定部。
根据本发明实施例的充气芯模,通过在气囊的表面形成固定槽,一方面,在生产复合材料缠绕管的过程中,固定槽用于定位复合材料缠绕管中的固定部以限定剪力键的位置,保证在复合材料缠绕管生产的过程中剪力键的位置稳定;另一方面,固定槽还可起到避让剪力键的作用,确保固定部的另一端在朝向远离第二结构层的方向从第一结构层伸出的过程中伸出顺畅,也就是在生产复合材料缠绕管的过程中便于在复合材料缠绕管的内部形成剪力键,保证复合材料缠绕管在与混凝土组合使用形成复合材料-混凝土组合构件时,不会出现界面滑移现象。
根据本发明实施例的一种复合材料缠绕管的加工方法,包括如下步骤:S1、采用前述的充气芯模,将所述充气芯模充气,所述充气芯模固定安装在缠绕机上;S2、采用湿法环向缠绕法将连续长纤维缠绕至所述充气芯模上,形成未固化的所述第一结构层;S3、在未固化的所述第一结构层的外周面上间隔放置多个所述剪力键,并使所述配合部位于未固化的所述第一结构层的外周面上,所述固定部的一端配合在所述固定槽中;S4、采用湿法环向缠绕法将连续长纤维缠绕在所述配合部以及未固化的所述第一结构层的外周面上,形成未固化的所述第二结构层,并使得所述配合部位于未固化的所述第一结构层和所述第二结构层之间;S5、将充气芯模从所述缠绕机上取下;S6、对未固化的所述第一结构层和所述第二结构层进行高温固化;S7、将所述充气芯模排气,所述充气芯模脱离所述第一结构层和所述配合部,固化后的所述第一结构层、固化后的所述第二结构层和所述剪力键形成所述复合材料缠绕管。
根据本发明实施例的复合材料缠绕管的加工方法,在复合材料缠绕管生产之前先将充气芯模充气并安装在缠绕机上,缠绕机在工作的工程中可带动充气芯模转动,使得连续长纤维可缠绕在充气芯模上并形成未固化的第一结构层,随后,在未固化的第一结构层的外周面上间隔放置多个剪力键且剪力键的固定部配合在气囊表面的固定槽中,剪力键固定完成后,再在配合部以及未固化的第一结构层的外周面上缠绕一层连续长纤维形成未固化的第二结构层,第一结构层和第二结构层配合可限定剪力键的位置,使得剪力键相对于复合材料缠绕管位置稳定,第二结构层缠绕完成后,将充气芯模从缠绕机上取下并对第一结构层和第二结构层进行高温固化,高温固化完成后将充气芯模排气,此时剪力键上的固定部可脱离固定槽,固化后的第一结构层、固化后的第二结构层和剪力键可脱离充气芯模并形成复合材料缠绕管。该复合材料缠绕管的加工方法与充气芯模配合以形成带剪力键的复合材料缠绕管,保证复合材料缠绕管与混凝土组合使用时不会出现界面滑移现象,以增加复合材料-混凝土组合构件的结构强度和力学性能。
本发明的附加方面和优点将在下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
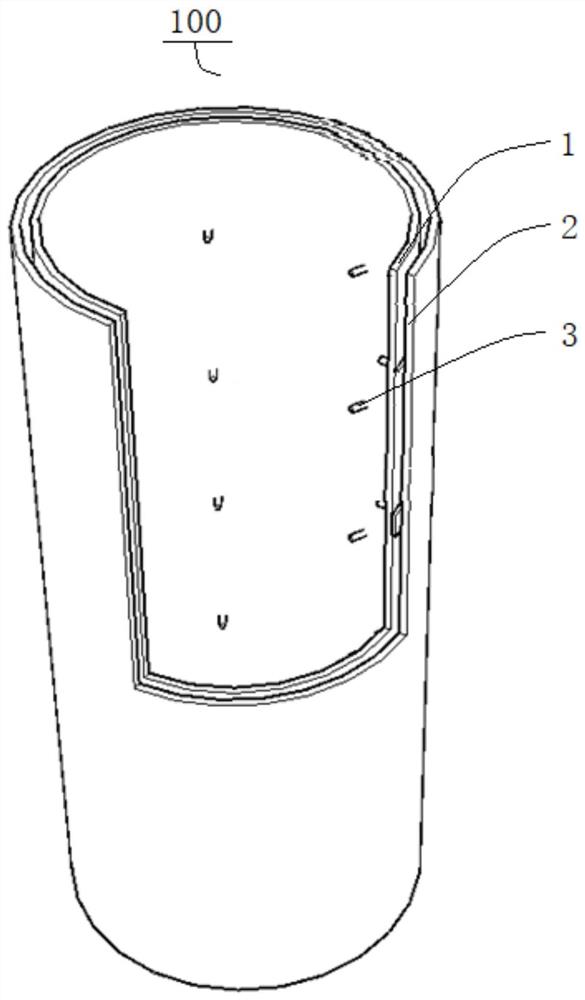
图1为本发明一个实施例的复合材料缠绕管的结构示意图。
图2为本发明一个实施例的剪力键的结构示意图。
图3为本发明一个实施例的剪力键连接在复合材料缠绕管上的局部剖视图。
图4为本发明一个实施例的充气芯模的结构示意图。
图5为本发明一个实施例的复合材料缠绕管的加工方法的流程示意图。
图6为本发明一个实施例的第一结构层缠绕在充气芯模上的结构示意图。
图7为本发明一个实施例的剪力键配合在第一结构层上的结构示意图。
图8为本发明一个实施例的复合材料缠绕管缠绕在充气芯模上的结构示意图。
附图标记:
100、复合材料缠绕管;
1、第一结构层;
2、第二结构层;
3、剪力键;
31、配合部;32、固定部;
200、充气芯模;
210、气囊;
2101、气门;2102、固定槽;
220、固定柱。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“厚度”、“上”、“下”、“内”、“外”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
下面参考说明书附图描述本发明实施例的复合材料缠绕管100。
根据本发明实施例的一种复合材料缠绕管100,如图1所示,包括:第一结构层1、第二结构层2和剪力键3。
其中,如图1所示,第二结构层2连接在第一结构层1外。这里是指,第二结构层2位于第一结构层1的外侧。
结合图1和图2所示,剪力键3包括配合部31和固定部32,配合部31连接在第一结构层1和第二结构层2之间,固定部32的一端连接配合部31,固定部32的另一端朝向远离第二结构层2的方向从第一结构层1伸出。这里是指,固定部32穿过第一结构层1并朝向第一结构层1远离第二结构层2的一侧延伸。
由上述结构可知,本发明实施例的复合材料缠绕管100,通过在将第二结构层2连接在第一结构层1外,第二结构层2第一方面可起到保护第一结构层1的作用,延长第一结构层1的使用寿命;第二方面,第二结构层2可加强复合材料缠绕管100的结构强度,提升复合材料缠绕管100的力学性能;第三方面,第二结构层2和第一结构层1配合,用于限定剪力键3的位置,确保剪力键3设置在复合材料缠绕管100上位置稳定。
通过将配合部31连接在第一结构层1和第二结构层2之间,第一结构层1和第二结构层2配合用于限定配合部31的位置,也就是限定剪力键3的位置,确保在后续复合材料缠绕管100生产完成后,无需设置其他的固定件即可固定剪力键3的位置,使得剪力键3相对于复合材料缠绕管100位置稳定。
将剪力键3上的固定部32的一端朝向远离第二结构层2的方向从第一结构层1伸出,固定部32用于增加复合材料缠绕管100表面的粗糙度,当复合材料缠绕管100内部浇筑混凝土形成复合材料-混凝土组合构件后,从第一结构层1伸出的固定部32可提供稳定的机械锚固,大幅度地提升界面性能,避免界面滑移现象的发生,同时,剪力键3还可显著提升复合材料-混凝土组合构件的整体性和力学性能。
需要说明的是,上述所说的力学性能包括刚度、强度和变形能力等。
可以理解的是,本申请的复合材料缠绕管100相对于现有技术,将剪力键3的部分结构嵌入至复合材料缠绕管100的内部,且剪力键3的另一部分结构朝向远离第二结构层2的方向从第一结构层1伸出,以得到一种整体性好、内界面抗剪强度高的复合材料缠绕管100,当本申请的复合材料缠绕管100与混凝土组合使用形成复合材料-混凝土组合构件时,不会出现界面滑移现象,大幅提升界面性能。
具体地,第一结构层1和第二结构层2采用连续长纤维缠绕而成。
又需要说明的是,在其他的一些示例中,复合材料缠绕管100不限于上述的第一结构层1和第二结构层2,也可以包括第三结构层、第四结构层等,在此不做具体限制。例如:第三结构层连接在第二结构层2外,第四结构层连接在第三结构层外,只要保证剪力键3的配合部31位于两层结构层之间,剪力键3的固定部32朝向远离最外层的结构层的方向从第一结构层1伸出即可。
在本发明的描述中,限定有“第一”、“第二”、“第三”、“第四”的特征可以明示或者隐含地包括一个或者更多个该特征,用于区别描述特征,无顺序之分,无轻重之分。
在本发明的一些实施例中,结合图2和图3所示,配合部31为片状结构,片状结构配合在第一结构层1和第二结构层2之间。这里是指,配合部31具有一定的长度和宽度,但配合部31的厚度远小于配合部31的长度或宽度,通过上述设置一方面可增加配合部31与第一结构层1、第二结构层2之间的接触面积,提高配合部31连接在第一结构层1和第二结构层2之间的连接强度,另一方面,厚度较小的配合部31可减少第一结构层1和第二结构层2之间的间距,在后续第一结构层1和第二结构层2经过高温固化后可紧密贴合在一起并形成一体结构,以增加复合材料缠绕管100的结构强度。
可选地,结合图1和图3所示,复合材料缠绕管100为圆筒形管,配合部31为带曲率的薄片,配合部31的相对两侧面分别贴合第一结构层1和第二结构层2。第一方面,使得配合部31更加紧密地连接在第一结构层1和第二结构层2之间,也就是确保剪力键3能够被牢固地固定,提高复合材料缠绕管100的结构稳定性,并增加复合材料缠绕管100的结构强度;第二方面,可进一步减少第一结构层1和第二结构层2之间的间距,在后续第一结构层1和第二结构层2经过高温固化后可紧密贴合在一起并形成一体结构,以增加复合材料缠绕管100的结构强度;第三方面,将带曲率的薄片固定在第一结构层1后,剪力键3不会影响后续第二结构层2的缠绕。
可选地,配合部31的曲率与第一结构层1、第二结构层2的曲率相等。保证将配合部31连接在第一结构层1和第二结构层2之间后,配合部31的相对两侧面可分别紧密贴合在第一结构层1和第二结构层2上。
需要说明的是,复合材料缠绕管100不限于上述的圆筒形管,在其他的一些示例中,复合材料缠绕管100也可以为方形管或其他形状的管,当复合材料缠绕管100形成为方形管时,配合部31可以为呈长方体的薄片,保证配合部31的相对两侧面可分别贴合第一结构层1和第二结构层2。
可选地,固定部32伸出第一结构层1的长度小于复合材料缠绕管100的半径。这里是指,当复合材料缠绕管100为圆筒形管时,固定部32伸出第一结构层1的长度小于复合材料缠绕管100的半径,通过设置固定部32的长度,第一方面,可减少固定部32的体积,降低固定部32的用料,节约复合材料缠绕管100的生产成本;第二方面,体积较小的固定部32占用较少的复合材料缠绕管100的内部空间,便于在复合材料缠绕管100的内部浇筑较多的混凝土,增加复合材料-混凝土组合构件的结构强度;第三方面,可在复合材料缠绕管100上设置多个剪力键3,且多个剪力键3之间不会接触,方便在充气芯模200上设置配合固定部32的固定槽2102,且多个固定槽2102之间相互独立,也就是保证充气芯模200在充气后不会出现漏气现象。
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
当然,固定部32的长度也不易过短,需要保证当复合材料缠绕管100的内部浇筑混凝土时,固定部32的部分结构可伸入混凝土的内部。固定部32的具体长度在此不做具体限制,技术人员可根据复合材料缠绕管100的尺寸以及剪力键3设置在复合材料缠绕管100上的数量、位置进行选择。
可选地,固定部32远离配合部31的一端形成锚固端。当复合材料缠绕管100与混凝土组合使用形成复合材料-混凝土组合构件后,锚固端伸入混凝土的内部,并在复合材料缠绕管100与混凝土的界面产生稳定的机械锚固,大幅度地提升界面性能,以提高复合材料-混凝土组合构件的整体性和力学性能。
在本发明的一些实施例中,固定部32为棒状或片状。固定部32形成为棒状的具体结构可参见图2,使得固定部32自身具有一定的长度,当复合材料缠绕管100与混凝土组合使用形成复合材料-混凝土组合构件时,具有一定长度的固定部32可锚固在混凝土中,增加混凝土与复合材料缠绕管100的接触面积,提供界面的抗剪力,以在复合材料缠绕管100与混凝土的界面产生稳定的机械锚固,大幅度地提升界面性能,避免界面滑移现象的发生。
在其他的一些示例中,固定部32的形状不限于上述的棒状或片状,固定部32的形状也可根据实际工程需求进行选择,在此不作具体限制。
在本发明的一些实施例中,如图1所示,剪力键3包括多个,多个剪力键3间隔布置在第一结构层1上;至少部分剪力键3的多个配合部31沿第一结构层1的长度方向间隔布置。多个剪力键3配合一方面可进一步增加复合材料缠绕管100的结构强度,提高复合材料缠绕管100自身的力学性能;另一方面,当复合材料缠绕管100与混凝土组合使用形成复合材料-混凝土组合构件时,多个剪力键3上的部分固定部32可同时伸入混凝土的内部,并在复合材料缠绕管100与混凝土的界面之间产生稳定的机械锚固,大幅度地提升界面性能。
可选地,多个固定部32在第一结构层1上成矩阵形式排列。也就是说,多个剪力键3在复合材料缠绕管100上成矩阵形式排列,从而使得剪力键3在复合材料缠绕管100与混凝土之间的界面可以产生稳定的机械锚固。
在具体的一些示例中,多个固定部32沿第一结构层1的周向和长度方向间隔设置。使得多个固定部32在第一结构层1上成矩阵形式排列,增加复合材料缠绕管100的结构强度。
在其他的一些示例中,多个固定部32在第一结构层1上错位布置。这里是指,多个固定部32在第一结构层1上间隔设置,主要用于增加复合材料缠绕管100的结构强度以及在复合材料缠绕管100与混凝土的界面产生稳定的机械锚固,大幅度地提升界面性能。
在本发明的一些实施例中,剪力键3为钢制剪力键、FRP(纤维增强复合材料,FiberReinforced Polymer)剪力键或塑料剪力键中的至少一种。上述结构均可增加剪力键3的结构强度,使得剪力键3可在界面间产生稳定的机械锚固。
可选地,剪力键3为钢制剪力键,钢制剪力键采用焊接工艺制成。钢制剪力键具有强度高、韧性好、制造简便等优点,将钢制剪力键设置在复合材料缠绕管100上可增加复合材料缠绕管100的结构强度。
在另一些示例中,剪力键3为FRP剪力键,FRP剪力键采用真空导入工艺制成。FRP剪力键具有抗拉强度高、抗腐蚀能力强等优点,以延长剪力键3的使用寿命,进一步延长复合材料-混凝土组合构件的使用寿命。
在其他的一些示例中,剪力键3为塑料剪力键,塑料剪力键采用注塑工艺制成。塑料剪力键具有抗腐蚀能力强、成本低等优点,可节约复合材料缠绕管100的生产成本。
可选地,当剪力键3采用钢制剪力键时,固定部32可通过焊接的方式连接在配合部31上,用于增加固定部32和配合部31之间的连接强度,使得装配完成后的剪力键3结构稳定。
当然,在其他的一些示例中,剪力键3也可选用一体成型工艺制成。一体成型工艺可保证剪力键3在装配过程中无需将配合部31和固定部32进行前期的焊接、抛光、打磨等机加工,有效简化了装配工序,提高剪力键3的生产效率。
在本发明的一些实施例中,第一结构层1和第二结构层2包括至少一种无机纤维缠绕层和/或至少一种有机纤维缠绕层。这里是指,第一结构层1和第二结构层2均包括至少一种无机纤维缠绕层和至少一种有机纤维缠绕层;或,第一结构层1和第二结构层2包括至少一种无机纤维缠绕层;或,第一结构层1和第二结构层2包括至少一种有机纤维缠绕层。
也就是说,第一结构层1和第二结构层2可以选用无机纤维缠绕层或有机纤维缠绕层中的其中一种,第一结构层1和第二结构层2也可以选用无机纤维缠绕层和有机纤维缠绕层的组合。当第一结构层1和第二结构层2选用有机纤维缠绕层时,有机纤维缠绕层可为亚麻纤维缠绕层或芳纶纤维缠绕层;当第一结构层1和第二结构层2选用无机纤维缠绕层时,无机纤维缠绕层可为玻璃纤维缠绕层、碳纤维缠绕层或玄武岩纤维缠绕层。第一结构层1和第二结构层2的具体材质不做具体限制,技术人员可以根据实际工程需求来选择。
可选地,复合材料缠绕管100还包括至少一层树脂层(图中未示出),至少一层树脂层连接在第二结构层2上。在后续复合材料缠绕管100固化的过程中,树脂层可使得第一结构层1和第二结构层2粘接在一起并形成复合材料缠绕管100,使得复合材料缠绕管100的整体性好并提高复合材料缠绕管100的结构稳定性。
下面参考说明书附图描述本发明实施例的充气芯模200。
根据本发明实施例的一种充气芯模200,充气芯模200可安装在缠绕机(图中未示出)上,如图4所示,包括:气囊210。
其中,如图4所示,气囊210上设有可充放气的气门2101,气囊210内部形成充气腔,气囊210的表面朝向充气腔的方向凹入形成固定槽2102,固定槽2102中可定位前述的复合材料缠绕管100中的固定部32。
由上述结构可知,本发明实施例的充气芯模200,通过在气囊210上设置气门2101,在需要使用充气芯模200时,可通过气门2101对气囊210进行充气,随后将连续长纤维缠绕在充气芯模200上,形成未固化的复合材料缠绕管100;当未固化的复合材料缠绕管100经过高温固化需要从充气芯模200上取下时,可通过气门2101对气囊210进行排气,便于充气芯模200脱离第一结构层1和配合部31。
通过在气囊210的表面设置内凹的固定槽2102,在生产复合材料缠绕管100的过程中,固定槽2102用于定位复合材料缠绕管100中的固定部32以限定剪力键3的位置,保证在复合材料缠绕管100生产的过程中剪力键3的位置稳定,且固定槽2102还可起到避让剪力键3的作用,确保固定部32的另一端在朝向远离第二结构层2的方向从第一结构层1伸出的过程中伸出顺畅,也就是在生产复合材料缠绕管100的过程中便于在复合材料缠绕管100的内部形成剪力键3,当复合材料缠绕管100在与混凝土组合使用形成复合材料-混凝土组合构件时,不会出现界面滑移现象。
可以理解的是,本申请的充气芯模200相对于现有技术,在气囊210的表面形成内凹的固定槽2102,固定槽2102用于定位和避让复合材料缠绕管100中的固定部32,便于在复合材料缠绕管100上形成朝向复合材料缠绕管100内部伸出的剪力键3。
在具体的示例中,气囊210整体为圆柱状,圆柱外表面均匀分布固定槽2102,固定槽2102朝向气囊210的内部凹入,用于安装剪力键3。
可选地,气囊210可选用橡胶等高变形能力的材料制成。使得气囊210在气体的作用下具有形变的能力。
可选地,对气囊210内部填充的气体可选用氮气。氮气具有性能稳定,高温条件下不发生反应或分解,无易燃、易爆等安全隐患问题,提高充气芯模200的安全性。
需要说明的是,气门2101需具有良好的密封性,便于气体的输送和排出,且当充气腔内输送有气体且气囊210不需要排气时,气门2101还要保证充气腔内的气体不会从气门2101处排出。气门2101的具体结构以及材质在此不做具体限制,技术人员可以根据实际工程需求来选择。
可选地,如图4所示,充气芯模200还包括固定柱220。固定柱220设置在气囊210的相对两侧,固定柱220主要用于将充气芯模200连接在缠绕机上,确保缠绕机在工作的过程中可带动充气芯模200转动,为后续缠绕第一结构层1和第二结构层2做准备。
可选地,固定柱220可选用为钢制轴承。钢制轴承自身具有足够的刚度与强度,用于与缠绕机连接。
可选地,固定槽2102包括多个,固定槽2102的数量与剪力键3的数量对应,每个固定槽2102均可定位一个复合材料缠绕管100中的固定部32。
下面参考说明书附图描述本发明实施例的复合材料缠绕管100的加工方法。
根据本发明实施例的一种复合材料缠绕管100的加工方法,采用充气芯模200,充气芯模200为前述的充气芯模200,充气芯模200的结构在此不做赘述。如图5所示,复合材料缠绕管100的加工方法包括以下步骤:
步骤S1、采用前述的充气芯模200,将充气芯模200充气,充气芯模200固定安装在缠绕机上。
步骤S2、采用湿法环向缠绕法将连续长纤维缠绕至充气芯模200上,形成未固化的第一结构层1(参考图6)。
步骤S3、在未固化的第一结构层1的外周面上间隔放置多个剪力键3(参考图7),并使配合部31位于未固化的第一结构层1的外周面上,固定部32的一端配合在固定槽2102中。
步骤S4、采用湿法环向缠绕法将连续长纤维缠绕在配合部31以及未固化的第一结构层1的外周面上,形成未固化的第二结构层2(参考图8),并使得配合部31位于未固化的第一结构层1和第二结构层2之间。
步骤S5、将充气芯模200从缠绕机上取下。
步骤S6、对未固化的第一结构层1和第二结构层2进行高温固化。
步骤S7、将充气芯模200排气,充气芯模200脱离第一结构层1和配合部31,固化后的第一结构层1、固化后的第二结构层2和剪力键3形成复合材料缠绕管100。
由上述加工方法可知,本发明实施例的复合材料缠绕管100的加工方法,在生产复合材料缠绕管100之前,先通过充气芯模200上的气门2101对充气芯模200进行充气,为后续缠绕第一结构层1和第二结构层2做准备,在充气芯模200充气完成后,通过充气芯模200上的固定柱220将充气芯模200固定安装在缠绕机上,确保缠绕机在工作的过程中可带动充气芯模200转动,在充气芯模200转动的过程中,将连续长纤维通过湿法环向缠绕法缠绕在充气芯模200上以形成未固化的第一结构层1,缠绕完成后的第一结构层1和充气芯模200的结构示意图可参见图6,随后,在未固化的第一结构层1的外周面上间隔放置多个剪力键3且剪力键3的固定部32配合在气囊210表面的固定槽2102中,剪力键3固定完成后的结构示意图可参见图7,剪力键3固定完成后,再在配合部31以及未固化的第一结构层1的外周面上缠绕一层连续长纤维形成未固化的第二结构层2,缠绕完成后的第二结构层2的具体结构示意图可参见图8,第一结构层1和第二结构层2配合可限定剪力键3的位置,使得剪力键3相对于复合材料缠绕管100位置稳定,第二结构层2缠绕完成后,将充气芯模200从缠绕机上取下并对第一结构层1和第二结构层2进行高温固化,高温固化完成后通过充气芯模200上的气门2101对充气芯模200进行排气,此时剪力键3上的固定部32可脱离固定槽2102,固化后的第一结构层1、固化后的第二结构层2和剪力键3可脱离充气芯模200并形成复合材料缠绕管100。该复合材料缠绕管100的加工方法与充气芯模200配合以形成带剪力键3的复合材料缠绕管100,保证复合材料缠绕管100与混凝土组合使用时不会出现界面滑移现象,以增加复合材料-混凝土组合构件的结构强度和力学性能。
需要强调的是,第一结构层1和第二结构层2是在剪力键3装配完成后才固化的,保证剪力键3在装配的过程中不会对复合材料缠绕管100造成损伤,并与复合材料缠绕管100结合紧密,增加复合材料缠绕管100的结构强度。
可以理解的是,本申请的复合材料缠绕管100相对于现有技术,从内部结构而言,将剪力键3的部分结构嵌入至复合材料缠绕管100的第一结构层1和第二结构层2之间,且嵌入阶段为复合材料缠绕管100固化之前,使得剪力键3的嵌入更为紧密;从力学性能而言,内置剪力键3的复合材料缠绕管100仍然具有与传统的复合材料缠绕管相同的耐腐蚀,环向拉伸强度高等优点,同时内置剪力键3的复合材料缠绕管100在与混凝土结合使用时能够与混凝土形成更为强烈可靠的界面连接,大幅提升复合材料-混凝土组合构件的整体性和力学性能。
需要说明的是,湿法环向缠绕法是指将连续长纤维浸湿后,在张力控制下直接缠绕到充气芯模200上。相对于干法缠绕而言,湿法缠绕的成本比干法缠绕低40%,且因缠绕张力使多余的树脂胶液将气泡挤出,并填满空隙,使得采用湿法缠绕后的产品气密性好,在湿法缠绕的过程中,连续长纤维上的树脂胶液可减少连续长纤维的磨损;在湿法缠绕完成后,连续长纤维上的树脂胶液在高温固化下可使得第一结构层1和第二结构层2形成一体结构。
下面结合说明书附图描述本发明的具体实施例中复合材料缠绕管100和充气芯模200的具体结构。本发明的实施例可以为前述的多个技术方案进行组合后的所有实施例,而不局限于下述具体实施例,这些都落在本发明的保护范围内。
实施例1
一种复合材料缠绕管100,如图1所示,包括:第一结构层1、第二结构层2和剪力键3。
其中,如图1所示,第二结构层2连接在第一结构层1外。
结合图1和图2所示,剪力键3包括配合部31和固定部32,配合部31连接在第一结构层1和第二结构层2之间,固定部32的一端连接配合部31,固定部32的另一端朝向远离第二结构层2的方向从第一结构层1伸出。
实施例2
一种复合材料缠绕管100,与实施例1不同的是,如图1所示,复合材料缠绕管100为圆筒形管,包括:第一结构层1、第二结构层2和剪力键3。
其中,如图1所示,第二结构层2连接在第一结构层1外。
结合图1和图2所示,剪力键3包括多个,多个剪力键3间隔布置在第一结构层1上,剪力键3包括配合部31和固定部32,配合部31为带曲率的薄片,配合部31连接在第一结构层1和第二结构层2之间;固定部32为棒状,固定部32的一端连接配合部31,固定部32的另一端朝向远离第二结构层2的方向从第一结构层1伸出,且配合部31的相对两侧面分别贴合第一结构层1和第二结构层2,多个固定部32在第一结构层1上成矩阵形式排列。
实施例3
一种充气芯模200,如图4所示,包括:气囊210和固定柱220。
其中,如图4所示,固定柱220设置在气囊210的相对两侧,气囊210上设有可充放气的气门2101,气囊210整体为圆柱状且内部形成充气腔,气囊210的表面朝向充气腔的方向凹入形成多个固定槽2102,固定槽2102中可定位实施例2的复合材料缠绕管100中的固定部32。
实施例4
一种复合材料缠绕管100的加工方法,采用实施例3中的充气芯模200加工实施例2中的复合材料缠绕管100,包括以下步骤:
步骤S1、将充气芯模200充气,充气芯模200固定安装在缠绕机上。
步骤S2、采用湿法环向缠绕法将连续长纤维缠绕至充气芯模200上,形成未固化的第一结构层1(参考图6)。
步骤S3、在未固化的第一结构层1的外周面上间隔放置多个剪力键3(参考图7),并使配合部31位于未固化的第一结构层1的外周面上,固定部32的一端配合在固定槽2102中。
步骤S4、采用湿法环向缠绕法将连续长纤维缠绕在配合部31以及未固化的第一结构层1的外周面上,形成未固化的第二结构层2(参考图8),并使得配合部31位于未固化的第一结构层1和第二结构层2之间。
步骤S5、将充气芯模200从缠绕机上取下。
步骤S6、对未固化的第一结构层1和第二结构层2进行高温固化。
步骤S7、将充气芯模200排气,充气芯模200脱离第一结构层1和配合部31,固化后的第一结构层1、固化后的第二结构层2和剪力键3形成复合材料缠绕管100。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
根据本发明实施例的复合材料缠绕管100、充气芯模200及复合材料缠绕管100的加工方法的其他构成例如缠绕机的结构以及工作原理对于本领域普通技术人员而言都是已知的,这里不再详细描述。
在本说明书的描述中,参考术语“实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
- 复合材料缠绕管、充气芯模及复合材料缠绕管的加工方法
- 外置剪力键复合材料缠绕管及加工方法