一种上料变位输送系统的实现方法
文献发布时间:2024-01-17 01:15:20
技术领域
本发明涉及新能源电池生产技术领域,特别是一种上料变位输送系统的实现方法。
背景技术
在新能源电池生产制造过程中,一条生产线上大多数包含了多个制造工艺对电池进行装配,现有的生产线大多为复线双层生产线,上层为工艺层,工艺层对电池半成品进行加工,下层为产品回流层,回流层将加工完成的电池进行回流到起点,往往需人工将半成品放入工艺层入口,等待产线将半成品加工完成回流至初始点,通过人工将产品从回流层出口上取下,不仅效率偏低,而且人是会疲劳的,对于相同的产品不能保证每次都放在同一个空间点,这样对于自动化产线来说,就存在安全隐患而有发生意外情况的可能性。
发明内容
本发明的目的在于提供一种上料变位输送系统的实现方法,能够衔接人工与产线,使产线形成闭环,减小安全隐患,提高生产效率。
8.为实现上述目的,本发明提供如下技术方案:一种上料变位输送系统的实现方法,所述方法需提供一种上料变位输送系统,所述方法包括以下步骤:
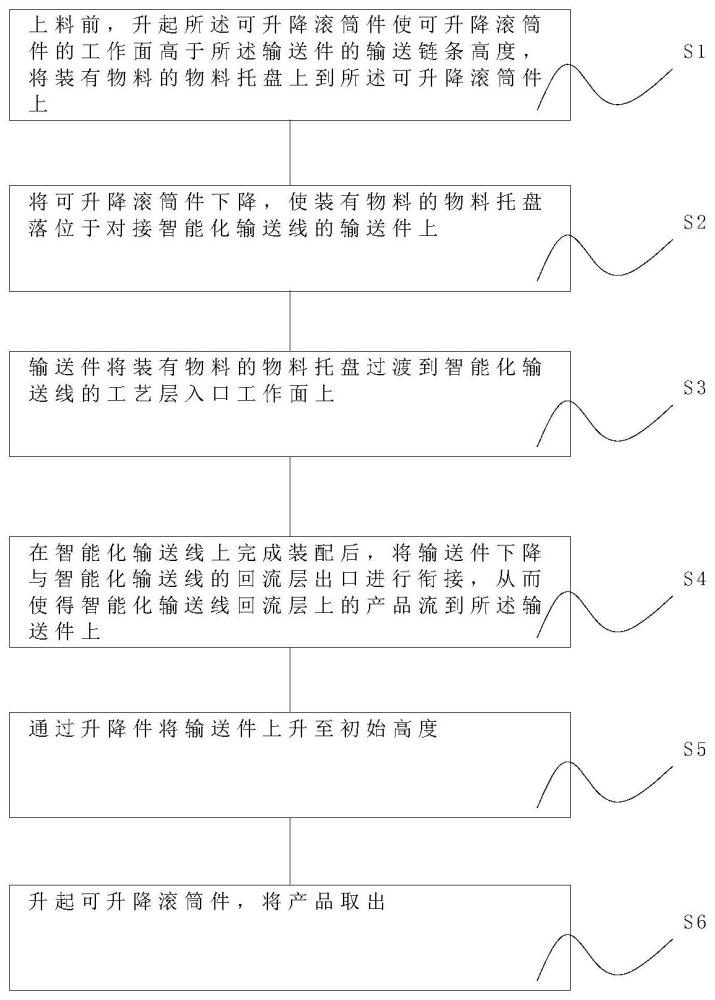
步骤S1、上料前,升起所述可升降滚筒件使可升降滚筒件的工作面高于所述输送件的输送链条高度,将装有物料的物料托盘上到所述可升降滚筒件上;
步骤S2、将可升降滚筒件下降,使装有物料的物料托盘落位于对接智能化输送线的输送件上;
步骤S3、输送件将装有物料的物料托盘过渡到智能化输送线的工艺层入口工作面上;
步骤S4、在智能化输送线上完成装配后,将输送件下降与智能化输送线的回流层出口进行衔接,从而使得智能化输送线回流层上的产品流到所述输送件上;
步骤S5、通过升降件将输送件上升至初始高度;
步骤S6、升起可升降滚筒件,将产品取出。。
进一步的,所述步骤S1进一步具体为上料前顶升气缸动作将动力滚筒顶起使动力滚筒的工作面高于输送链条的工作高度,将装有物料的物料托盘放置在动力滚筒上,动力滚筒动作将装有物料的物料托盘的位置调整至输送链条正上方。
进一步的,所述步骤S2进一步具体为顶升气缸动作将动力滚筒下降至低于输送链条的工作面,使得装有物料的物料托盘放置在输送链条上。
进一步的,所述步骤S3进一步具体为驱动电机动作带动第二传动链条动作,第二传动链条带动第三传动齿轮动作,第三传动齿轮带动第二传动轴转动,第二传动轴带动第二传动齿轮转动,第二传动齿轮带动输送链条动作将装有物料的物料托盘送入智能化输送线的工艺层入口。
进一步的,所述步骤S4进一步具体为在智能化输送线上完成装配后,第一伸缩气缸动作带动第一传动轴移动,第一传动轴上的第一传动齿轮带动第一传动链条动作,第一传动链条带动提升架下降到智能化输送线的回流层高度,使得输送链条与智能化输送线的回流层出口进行衔接。
进一步的,所述步骤S5进一步具体为智能化输送线的回流层上的成品流到输送链条上,再通过第一伸缩气缸动作带动第一传动轴移动,第一传动轴上的第一传动齿轮带动第一传动链条动作,第一传动链条带动提升架上升至初始高度。
进一步的,所述步骤S6进一步具体为顶升气缸动作将动力滚筒顶起使动力滚筒的工作面高于输送链条的工作高度,将放置在输送链条上的产品转移至动力滚筒上,动力滚筒动作将产品取出。
本发明的有益效果:本发明实现了能够衔接人工与产线,减小安全隐患,提高生产效率,实现人工操作向智能化生产过渡,使智能化产线可以首尾兼顾,形成完整的闭环生产线,让智能化生产线形成一个完整体;在装置中加入了升降件、输送件与可升降滚筒件,升降件向下运动与智能化输送线的产线入口对接,升降件向上输送,与智能化输送线的产线出口对接,升降件上的输送件,在产品进入升降件后,通过输送件的传输功能,可以让产品与智能化输送线的输送机构无缝对接,使产品可以从升降件过渡到智能化产线上;可升降滚筒件辅助工人把半成品顺利放置到升降件里。
附图说明
图1为本发明的方法流程图;
图2为所述上料变位输送系统的整体结构示意图;
图3为本发明的侧视图;
图4为本发明未安装输送件与可升降滚筒件的结构示意图;
图5为本发明未安装输送件的结构示意图;
图6为本发明未安装可升降滚筒件的结构示意图;
图7为所述输送件的结构示意图;
图8为所述可升降滚筒件的结构示意图。
具体实施方式
下面结合附图对本发明做进一步说明。
9.请参阅图1至图8,本发明提供了一实施例:一种上料变位输送系统的实现方法,所述方法需提供一种上料变位输送系统,所述方法包括以下步骤:
步骤S1、上料前,升起所述可升降滚筒件使可升降滚筒件的工作面高于所述输送件的输送链条高度,将装有物料的物料托盘上到所述可升降滚筒件上;
步骤S2、将可升降滚筒件下降,使装有物料的物料托盘落位于对接智能化输送线的输送件上;
步骤S3、;输送件将装有物料的物料托盘过渡到智能化输送线的工艺层入口工作面上
步骤S4、在智能化输送线上完成装配后,将输送件下降与智能化输送线的回流层出口进行衔接,从而使得智能化输送线回流层上的产品流到所述输送件上;
步骤S5、通过升降件将输送件上升至初始高度;
步骤S6、升起可升降滚筒件,将产品取出。
所述一种上料变位输送系统,包括智能化输送线(未图示),所述智能化输送线(未图示)包括工艺层与回流层,所述工艺层与所述回流层上下设置,所述智能化输送线(未图示)的右侧设置有一机架1,所述机架1的底座上设置有升降件2,所述机架1的前侧设置有提升架3,所述提升架3与升降件2的输出端连接,所述提升架3的底部支撑杆上设置有第一承托板4,所述第一承托板4上设置有与工艺层与回流层对接的输送件5,所述第一承托板4上开设有安装口7,所述安装口7位于所述输送件5的两个输送链支撑架之间,所述提升架3上设置有可升降滚筒件6,所述可升降滚筒件6位于所述安装口7上。智能化输送线(未图示)是将装有物料的物料托盘输送至加工工位从而使得装有物料的物料托盘能够得到加工的输送线,工艺层是将装有物料的物料托盘放入产线加工的加工层,回流层是将成品流出产线的输送层,机架1用于固定安装升降件2,升降件2用于带动提升架3上下移动,从而带动输送件5与可升降滚筒件6上下移动,第一承托板4用于承托输送件5,安装口7是用于安装可升降滚筒件的开口,通过安装口7的通道实现可升降滚筒件的升降,输送件5用于在与工艺层对接后将装有物料的物料托盘输送入产线以及在与回流层对接后将产品输送至可升降滚筒件6处,可升降滚筒件6用于辅助工人把装有物料的物料托盘顺利放置到升降件2上以及便于取出升降件2上以加工好的产品,可升降滚筒件6整体位面低于升降件2的输送链条,只有需要将装有物料的物料托盘放入升降件2时才会升起高处升降件2的输送链条工作面。
请继续参阅图2至图6所示,所述升降件2包括第一伸缩气缸21、第一传动轴22、第一传动齿轮23、第一传动链条24、第一滑轨25、第一滑块26、第二滑轨27、第二滑块28、连接块,所述机架1的底座上设置有两个所述第一伸缩气缸21,两个所述第一伸缩气缸21左右设置,所述第一伸缩气缸21的顶部固定有所述第一传动轴22,所述第一传动轴22的两端均固定有所述第一滑块26,所述机架1靠近所述第一传动轴22两端的支柱上均设置有与所述第一滑块26相配合的第一滑轨25,所述第一传动轴22的两端均转动套设有第一传动齿轮23,所述第一传动齿轮23位于两个所述第一滑块26之间,所述第一传动齿轮23上啮合有所述第一传动链条24,所述第一传动链条24的一端与所述连接块连接,所述第一传动链条24的另一端与所述机架1的底座连接;所述提升架3的后侧与所述连接块连接,所述机架1的前侧支柱上设置有所述第二滑轨27,所述第二滑轨27上滑动设置有所述第二滑块28,所述第二滑块28与所述提升架3的后侧连接。第一伸缩气缸21用于带动第一传动轴22上下移动,第一传动轴22用于安装第一传动齿轮23,第一传动齿轮23在第一伸缩气缸21的带动下,带动第一传动链条24工作,由于第一传动链条24的一端固定在机架1的底座上而另一端经连接块连接的提升架3是可上下移动的,在第一伸缩气缸21将第一传动轴22顶起时第一传动齿轮23由于与第一传动链条24啮合就会使得第一传动链条24的与提升架3连接的那端向上运动从而带动提升架3向上运动;第一滑块26与第一滑轨25用于对第一传动轴22的上下移动进行导向,第二滑块28与第二滑轨27用于对提升架3的上下移动进行导向,连接块用于将提升架3与第一传动链条24进行连接,从而使得第一传动链条24动作时提升架3跟随动作。
请继续参阅图2所示,所述机架1靠近所述第一传动轴22两端的支柱上均设置有第一限位块8,所述第一限位块8位于所述第一滑轨25的底部。第一限位块8用于对第一滑块26进行限位,防止第一滑块26脱轨。
请继续参阅图2、图6与图7所示,所述输送件5包括驱动电机51、第二传动轴52、第二传动齿轮、第三传动齿轮53、第二传动链条54、输送链条55、输送链支撑架56,所述第一承托板4的上表面前后两端均设置有所述输送链支撑架56,所述输送链支撑架56的左右两端均转动设置有所述第二传动齿轮,所述输送链条55与所述第二传动齿轮啮合,两个所述输送链支撑架56之间设置有所述第二传动轴52,所述第二传动轴52位于所述输送链支撑架56的左端,所述第二传动轴52的两端分别与对应侧的所述第二传动齿轮连接,所述第二传动轴52上套设有第三传动齿轮53,所述第三传动齿轮53上啮合有所述第二传动链条54,所述第一承托板4上设置有所述驱动电机51,所述驱动电机51的输出端经第二传动链条54与所述第三传动齿轮53连接。驱动电机51用于经第二传动链条54带动第三传动齿轮53转动,第三传动齿轮53带动第二传动轴52转动,第二传动轴52带动第二传动齿轮转动,输送链条55形成一个闭环在前后两个第二传动齿轮的转动下移动,输送链支撑架56用于安装输送链条55与第二传动齿轮。
请继续参阅图2所示,所述输送链支撑架56的与另一所述输送链支撑架56相对一侧沿输送链支撑架56长度方向等距离设置有多个第一传感器9。在沿输送链支撑架56长度方向等距离设置有多个第一传感器9用于检测物料托盘在输送链上的位置。
请继续参阅图2、图6与图7所示,两个所述输送链支撑架56的远离智能化输送线(未图示)一端上架设有固定板10,所述固定板10的靠近智能化输送线(未图示)一侧设置有两个光电监测开关11,所述固定板10的靠近智能化输送线(未图示)一侧设置有两个缓冲器12,两个所述光电监测开关11位于两个所述缓冲器12之间,所述固定板10的靠近智能化输送线(未图示)一侧设置有两个第二限位块13,两个所述缓冲器12位于两个所述第二限位块13之间。固定板10用于固定光电监测开关11、缓冲器12与第二限位块13,光电监测开关11用于检测输送链上的物料托盘进行到位检测,缓冲器12用于缓冲物料托盘移动到位后对固定板10的冲击,使物料托盘缓慢停下来,第二限位块13用于对输送链条55上的物料托盘进行限位,防止物料托盘在输送链条55上移动过度而脱轨。
请继续参阅图2、图5与图8所示,所述可升降滚筒件6包括顶升气缸61、动力滚筒62、导向轴63、直线轴承64、Z形支撑板65与第二承托板66,所述提升架3的两端底部支撑杆上均设置有所述Z形支撑板65,所述第二承托板66位于所述安装口7上,所述第二承托板66的上表面设置有所述动力滚筒62,所述第二承托板66的上表面两端均设置有所述顶升气缸61,两个所述顶升气缸61分别位于所述动力滚筒62的两侧,所述顶升气缸61的伸缩杆穿过所述第二承托板66与所述Z形支撑板65的下端连接,所述第二承托板66的上表面设置有所述直线轴承64,所述支撑轴承位于所述顶升气缸61的两侧,所述直线轴承64内滑动设置有所述导向轴63,所述导向轴63的下端与所述Z形支撑板65的下端连接。顶升气缸61用于将动力滚筒62进行顶升,使得在需要往动力滚筒62上放置物料托盘时动力滚筒62超过输送件5的输送链条55工作位面,在动力滚筒62上放置物料托盘完成后,动力滚筒62转动对物料托盘进行位置调整,调整到下降后物料托盘可以安全靠在输送链条55上的位置,带动动力滚筒62下降,低于输送件5的输送链条55工作位面,使得物料托盘架在输送件5的输送链条55上,动力滚筒62用于在上料与卸料,导向轴63与直线轴承64配合用于对动力滚筒62的上下移动进行导向,Z形支撑板65用于支撑顶升气缸61,Z形支撑板65的上端与提升架3的两端底部支撑杆固定,Z形支撑板65的下端与顶升气缸61的伸缩杆连接,使得第二承托板66能够在安装口7上移动,第二承托板66用于固定顶升气缸61与动力滚筒62。
请继续参阅图2与图3所示,所述第一承托板4上表面前后两侧均设置有第二传感器14,所述动力滚筒62位于两个所述第二传感器14之间。第二传感器14用于检测动力滚筒62上是否存在物料托盘。
请继续参阅图2、图3与图4所示,所述机架1的外周侧设置有防护栏15,所述第一承托板4位于所述防护栏15内,所述防护栏15的靠近所述可升降滚筒件6一侧设置有进料滚筒16。防护栏15用于避免工人靠近产生安全隐患,进料滚筒16是向动力滚筒62放入物料托盘和取出物料托盘的过渡滚筒。
请继续参阅图1、图2、图3、图7、图8所示,本发明一实施例中,所述步骤S1进一步具体为上料前顶升气缸动作将动力滚筒顶起使动力滚筒的工作面高于输送链条的工作高度,将装有物料的物料托盘放置在动力滚筒上,动力滚筒动作将装有物料的物料托盘的位置调整至输送链条正上方。
请继续参阅图5所示,本发明一实施例中,所述步骤S2进一步具体为顶升气缸动作将动力滚筒下降至低于输送链条的工作面,使得装有物料的物料托盘放置在输送链条上。
请继续参阅图1、图2、图3、图7所示,本发明一实施例中,所述步骤S3进一步具体为驱动电机动作带动第二传动链条动作,第二传动链条带动第三传动齿轮动作,第三传动齿轮带动第二传动轴转动,第二传动轴带动第二传动齿轮转动,第二传动齿轮带动输送链条动作将装有物料的物料托盘送入智能化输送线的工艺层入口。
请继续参阅图1、图2、图3、图7所示,本发明一实施例中,所述步骤S4进一步具体为在智能化输送线上完成装配后,第一伸缩气缸动作带动第一传动轴移动,第一传动轴上的第一传动齿轮带动第一传动链条动作,第一传动链条带动提升架下降到智能化输送线的回流层高度,使得输送链条与智能化输送线的回流层出口进行衔接。
请继续参阅图1、图2、图3所示,本发明一实施例中,所述步骤S5进一步具体为智能化输送线的回流层上的成品流到输送链条上,再通过第一伸缩气缸动作带动第一传动轴移动,第一传动轴上的第一传动齿轮带动第一传动链条动作,第一传动链条带动提升架上升至初始高度。
请继续参阅图1、图2、图3、图7、图8所示,本发明一实施例中,所述步骤S6进一步具体为顶升气缸动作将动力滚筒顶起使动力滚筒的工作面高于输送链条的工作高度,将放置在输送链条上的产品转移至动力滚筒上,动力滚筒动作将产品取出。
本发明中的顶升气缸、动力滚筒、第一传感器、第二传感器、第一伸缩气缸、光电监测开关、缓冲器均为现有技术,本领域中的技术人员已经能够清楚了解,在此不进行详细说明。
以上所述仅为本发明的较佳实施例,不能理解为对本申请的限制,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
- 一种上门保洁服务的实现方法及其系统
- 一种上料输送线装置上料方法
- 一种上料翻转装置及其输送系统