一种卷纸自动化输送包装入库系统
文献发布时间:2024-04-18 19:44:28
技术领域
本发明涉及包装入库技术领域,特别涉及一种卷纸自动化输送包装入库系统。
背景技术
瓦楞纸在进行生产时,一般需要用到相应的包装入库系统来控制着对成卷的瓦楞纸进行包装后以进行后续的入库工作;
例如申请号:“CN202122864845.3”,一种卷筒纸自动化包装生产系统,涉及卷筒纸包装技术领域,所采用的技术方案包括依次设置的纵向输送装置、转向输送装置、横向输送装置、竖身式垂直输送机和平板输送机,所述纵向输送装置包括多个第一链板输送机、宽度检测装置、称重装置、直径检测装置以及喷码装置;所述转向输送装置包括转盘、第二链板输送机以及转动电机;所述横向输送装置包括第三链板输送机、缠膜装置、打带机;所述纵向输送装置、转向输送装置、横向输送装置、竖身式垂直输送机和平板输送机均信号连接到控制系统。本实用新型实现卷筒纸自动化包装,具有自动化程度高、生产效率高的特点,适用于高速造纸机的包装工序。
由于瓦楞纸在进行包装作业时,需要人工手动对成卷的瓦楞纸进行推动上下料,使得体积较大的瓦楞纸在进行包装时很容易因滑动而导致影响后续瓦楞纸的正常包装使用,存在着局限性。
于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种卷纸自动化输送包装入库系统,以期达到更具有实用价值的目的。
发明内容
本发明提供了一种卷纸自动化输送包装入库系统,解决了由于瓦楞纸在进行包装作业时,需要人工手动对成卷的瓦楞纸进行推动上下料,使得体积较大的瓦楞纸在进行包装时很容易因滑动而导致影响后续瓦楞纸的正常包装使用,存在着局限性的问题。
本发明提供了一种卷纸自动化输送包装入库系统的目的与功效,具体包括:支撑架,支撑架共设有两处,且两处支撑架中位于上侧横向构件的左侧固定连接有底板,支撑架与底板共同组成了支撑结构,且底板的左侧安装有电动推杆A,电动推杆A的左侧安装有推板,电动推杆A与推板共同组成了推动结构,推板的一侧固定连接有导杆,导杆共设有两处,且两处导杆呈直线阵列固定连接在推板右端面的前后两侧位置。
进一步的,所述底座的前端固定连接有导料架,导料架与底座共同组成了承载结构,且导料架为倾斜结构,底座的右侧安装有电机A。
进一步的,所述座体的底端同轴安装有斜齿轮B,斜齿轮B与斜齿轮A相啮合传动,斜齿轮A与斜齿轮B共同组成了传动结构,座体的内部顶端面上安装有称重组件,在当导料架放置完成后,可以通过将安装在牵引绳外侧的挂钩与放置在导料架前端的卷纸进行连接,并同步的启动安装在挡板外侧的电机D对收卷辊进行转动驱动,并通过收卷辊对牵引绳的收卷来实现利用挂钩来带动着位于地面上的卷纸自动化的经过固定连接在底座前端的导料架进行上料工作。
进一步的,所述推板通过其右侧所固定连接的导杆向右侧穿过底板,并凸出底板,两处支撑架的左侧固定连接有底座,通过斜齿轮A与安装在座体底端斜齿轮B的啮合传动来实现带动着放置在支撑座之上的卷纸进行转动以进行自动化的包覆保护膜的作业,且在当进行使用时,可以同步的启动安装在侧板前端的电机B对导辊进行转动驱动,并通过导辊转动时与放置在支撑座之上的卷纸的摩擦接触来实现带动着卷纸进行缓慢的转动操作,使得放置在支撑座之上的卷纸可以实现更加全方位的自动化保护膜包覆作业,进而达到更加实用的目的。
进一步的,每组所述侧板的内侧均安装有导辊,电机B用于驱动导辊转动,底座的左侧固定连接有导架,导架的顶端开设有凹槽,且该凹槽的内部呈直线阵列安装有两处滚轮。
进一步的,所述导架的前端安装有电机C,电机C的后侧输出轴与导架中所安装的滚轮相连接,滚轮的外侧安装有输送带,底座的后侧固定连接有托架,托架的内部开设有纵向槽。
进一步的,所述托架中所开设的纵向槽内部安装有电动推杆B,且托架的左侧固定连接有控制器,电动推杆B的顶端安装有托板,托板的外侧固定连接有滑块,滑块共设有两处,且两处滑块呈对向固定连接在托板的左右两侧面位置,托板的顶端固定连接有导柱,导柱的外侧安装有套筒,套筒的外侧缠绕有播磨,托架的顶端固定连接有挡板,挡板共设有两处,且两处挡板的内侧安装有收卷辊,挡板的左侧安装有电机D,收卷辊的外侧安装有牵引绳,牵引绳中远离收卷辊的一侧固定连接有挂钩。
进一步的,所述侧板共设有四处,其中每两处纵向相邻的侧板为一组,且两组侧板呈直线阵列固定连接在支撑座的顶端面上,两组侧板的前端均安装有电机B,通过斜齿轮A与斜齿轮B的啮合传动来实现带动着卷纸朝向导架的一侧位置进行放置,并同步的启动电动推杆A来将推板继续向左侧进行推动,使得放置在支撑座之上的卷纸自动化的推送到固定连接在底座左侧的导架之上,并同步的启动安装在导架前端的电机C对输送带进行转动驱动,并通过输送带来将卷纸自动化的输送入库作业,进而达到更加实用的目的。
进一步的,所述座体的顶端开设有凹槽,该凹槽的内部安装有支撑座,支撑座位于称重组件的上方,支撑座的顶端面上固定连接有侧板。
进一步的,所述电机A的左侧输出轴上安装有斜齿轮A,电机A与斜齿轮A共同组成了驱动结构,底座的顶端面上开设有凹槽,该凹槽的内部安装有座体。
与现有技术相比,本发明具有如下有益效果:
1、在当导料架放置完成后,可以通过将安装在牵引绳外侧的挂钩与放置在导料架前端的卷纸进行连接,并同步的启动安装在挡板外侧的电机D对收卷辊进行转动驱动,并通过收卷辊对牵引绳的收卷来实现利用挂钩来带动着位于地面上的卷纸自动化的经过固定连接在底座前端的导料架进行上料工作,而在当卷纸通过导料架运动到底座之上时,可以同步的移动到安装在座体中的支撑座之上,而在当卷纸运动到支撑座之上时,可以通过利用设置在座体中的称重组件来对当前卷纸的重量进行计量,若在当称重组件检测到当前卷纸的重量不达标时,则可以同步的启动安装在其内部的蜂鸣器进行快速的蜂鸣报警,若在当重量合适时,则可以同步的使得卷纸位于两处导辊的内侧位置进行放置,进而达到更加方便于后续进行加工的目的。
2、在当进行保护膜保护作业时,可以通过启动安装在托架中的电动推杆B来对托板进行推动,并通过托板外侧所固定连接的滑块沿着托架中所开设的纵向槽进行移动调整,并同步的对设置在托板顶端的导柱以及套筒的高度进行调整,进而达到更加方便于保护膜进行包覆的目的,而在当保护膜包覆完成后,可以继续通过电机A对斜齿轮A的转动驱动,并通过斜齿轮A与斜齿轮B的啮合传动来实现带动着卷纸朝向导架的一侧位置进行放置,并同步的启动电动推杆A来将推板继续向左侧进行推动,使得放置在支撑座之上的卷纸自动化的推送到固定连接在底座左侧的导架之上,并同步的启动安装在导架前端的电机C对输送带进行转动驱动,并通过输送带来将卷纸自动化的输送入库作业,进而达到更加实用的目的。
3、通过将套筒套接到导柱的外侧位置,并同步的将缠绕在套筒外侧的包装膜的一端进行引出,并通过将引出的一端与放置在支撑座之上的卷纸进行接触,此时再通过启动安装在底板外侧的电动推杆A来将推板向着卷纸的一侧进行推动,并通过推板将缠绕在卷纸外侧的保护膜进行接触压附,并同步的启动安装在底座外侧的电机A对斜齿轮A进行转动驱动,并通过斜齿轮A与安装在座体底端斜齿轮B的啮合传动来实现带动着放置在支撑座之上的卷纸进行转动以进行自动化的包覆保护膜的作业,且在当进行使用时,可以同步的启动安装在侧板前端的电机B对导辊进行转动驱动,并通过导辊转动时与放置在支撑座之上的卷纸的摩擦接触来实现带动着卷纸进行缓慢的转动操作,使得放置在支撑座之上的卷纸可以实现更加全方位的自动化保护膜包覆作业,进而达到更加实用的目的。
附图说明
为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
在附图中:
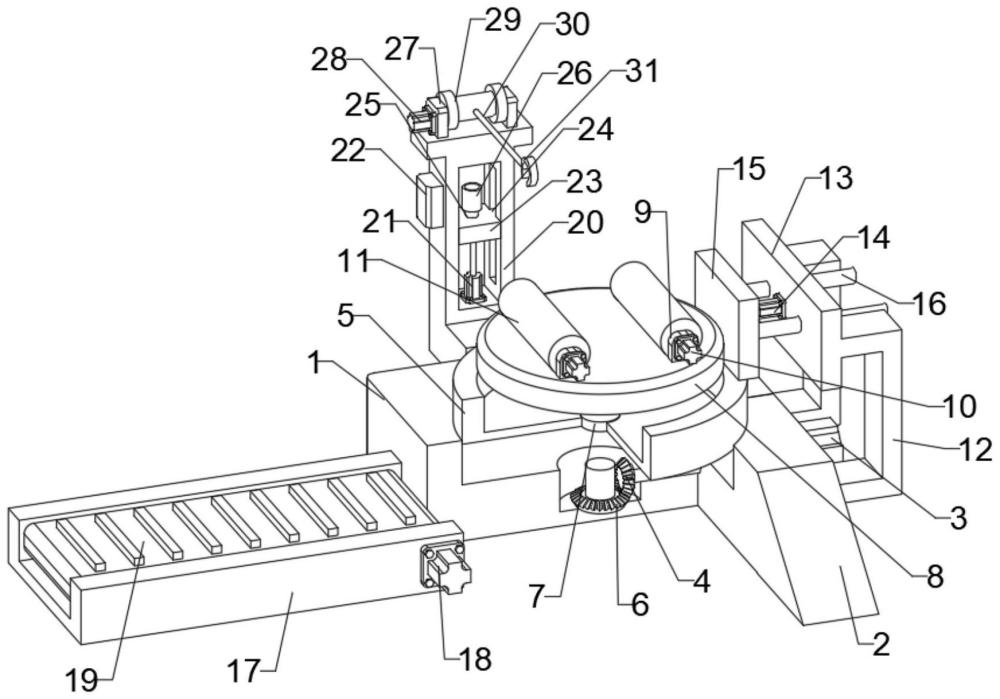
图1示出了根据本发明实施例入库系统的部分结构剖切且拆分状态下的前侧视结构示意图;
图2示出了根据本发明实施例入库系统的部分结构剖切且拆分状态下的俯侧视结构示意图;
图3示出了根据本发明实施例入库系统的前侧视结构示意图;
图4示出了根据本发明实施例入库系统的俯视结构示意图;
图5示出了根据本发明实施例入库系统的支撑架至推板展示结构示意图;
图6示出了根据本发明实施例入库系统的托架至挂钩展示结构示意图;
图7示出了根据本发明实施例入库系统的图2中A处放大结构示意图;
图8示出了根据本发明实施例入库系统的图2中B处放大结构示意图;
图9示出了根据本发明实施例入库系统的控制系统结构示意图。
附图标记列表
1、底座;2、导料架;3、电机A;4、斜齿轮A;5、座体;6、斜齿轮B;7、称重组件;8、支撑座;9、侧板;10、电机B;11、导辊;12、支撑架;13、底板;14、电动推杆A;15、推板;16、导杆;17、导架;18、电机C;19、输送带;20、托架;21、电动推杆B;22、控制器;23、托板;24、滑块;25、导柱;26、套筒;27、挡板;28、电机D;29、收卷辊;30、牵引绳;31、挂钩。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。
实施例:
如附图1至附图9所示:
本发明提供一种卷纸自动化输送包装入库系统,包括有:支撑架12,支撑架12共设有两处,且两处支撑架12中位于上侧横向构件的左侧固定连接有底板13,支撑架12与底板13共同组成了支撑结构,且底板13的左侧安装有电动推杆A14,电动推杆A14的左侧安装有推板15,电动推杆A14与推板15共同组成了推动结构,推板15的一侧固定连接有导杆16,导杆16共设有两处,且两处导杆16呈直线阵列固定连接在推板15右端面的前后两侧位置,托架20中所开设的纵向槽内部安装有电动推杆B21,且托架20的左侧固定连接有控制器22,电动推杆B21的顶端安装有托板23,托板23的外侧固定连接有滑块24,滑块24共设有两处,且两处滑块24呈对向固定连接在托板23的左右两侧面位置,托板23的顶端固定连接有导柱25,导柱25的外侧安装有套筒26,套筒26的外侧缠绕有播磨,托架20的顶端固定连接有挡板27,挡板27共设有两处,且两处挡板27的内侧安装有收卷辊29,挡板27的左侧安装有电机D28,收卷辊29的外侧安装有牵引绳30,牵引绳30中远离收卷辊29的一侧固定连接有挂钩31。
其中,推板15通过其右侧所固定连接的导杆16向右侧穿过底板13,并凸出底板13,两处支撑架12的左侧固定连接有底座1,底座1的前端固定连接有导料架2,导料架2与底座1共同组成了承载结构,且导料架2为倾斜结构,底座1的右侧安装有电机A3。
其中,电机A3的左侧输出轴上安装有斜齿轮A4,电机A3与斜齿轮A4共同组成了驱动结构,底座1的顶端面上开设有凹槽,该凹槽的内部安装有座体5,座体5的底端同轴安装有斜齿轮B6,斜齿轮B6与斜齿轮A4相啮合传动,斜齿轮A4与斜齿轮B6共同组成了传动结构,座体5的内部顶端面上安装有称重组件7,在当进行保护膜保护作业时,可以通过启动安装在托架20中的电动推杆B21来对托板23进行推动,并通过托板23外侧所固定连接的滑块24沿着托架20中所开设的纵向槽进行移动调整,并同步的对设置在托板23顶端的导柱25以及套筒26的高度进行调整,进而达到更加方便于保护膜进行包覆的目的,而在当保护膜包覆完成后,可以继续通过电机A3对斜齿轮A4的转动驱动,并通过斜齿轮A4与斜齿轮B6的啮合传动来实现带动着卷纸朝向导架17的一侧位置进行放置,并同步的启动电动推杆A14来将推板15继续向左侧进行推动,使得放置在支撑座8之上的卷纸自动化的推送到固定连接在底座1左侧的导架17之上,并同步的启动安装在导架17前端的电机C18对输送带19进行转动驱动,并通过输送带19来将卷纸自动化的输送入库作业,进而达到更加实用的目的。
其中,座体5的顶端开设有凹槽,该凹槽的内部安装有支撑座8,支撑座8位于称重组件7的上方,支撑座8的顶端面上固定连接有侧板9,侧板9共设有四处,其中每两处纵向相邻的侧板9为一组,且两组侧板9呈直线阵列固定连接在支撑座8的顶端面上,两组侧板9的前端均安装有电机B10,在当导料架2放置完成后,可以通过将安装在牵引绳30外侧的挂钩31与放置在导料架2前端的卷纸进行连接,并同步的启动安装在挡板27外侧的电机D28对收卷辊29进行转动驱动,并通过收卷辊29对牵引绳30的收卷来实现利用挂钩31来带动着位于地面上的卷纸自动化的经过固定连接在底座1前端的导料架2进行上料工作,而在当卷纸通过导料架2运动到底座1之上时,可以同步的移动到安装在座体5中的支撑座8之上,而在当卷纸运动到支撑座8之上时,可以通过利用设置在座体5中的称重组件7来对当前卷纸的重量进行计量,若在当称重组件7检测到当前卷纸的重量不达标时,则可以同步的启动安装在其内部的蜂鸣器进行快速的蜂鸣报警,若在当重量合适时,则可以同步的使得卷纸位于两处导辊11的内侧位置进行放置,进而达到更加方便于后续进行加工的目的。
其中,每组侧板9的内侧均安装有导辊11,电机B10用于驱动导辊11转动,底座1的左侧固定连接有导架17,导架17的顶端开设有凹槽,且该凹槽的内部呈直线阵列安装有两处滚轮,导架17的前端安装有电机C18,电机C18的后侧输出轴与导架17中所安装的滚轮相连接,滚轮的外侧安装有输送带19,底座1的后侧固定连接有托架20,托架20的内部开设有纵向槽,通过将套筒26套接到导柱25的外侧位置,并同步的将缠绕在套筒26外侧的包装膜的一端进行引出,并通过将引出的一端与放置在支撑座8之上的卷纸进行接触,此时再通过启动安装在底板13外侧的电动推杆A14来将推板15向着卷纸的一侧进行推动,并通过推板15将缠绕在卷纸外侧的保护膜进行接触压附,并同步的启动安装在底座1外侧的电机A3对斜齿轮A4进行转动驱动,并通过斜齿轮A4与安装在座体5底端斜齿轮B6的啮合传动来实现带动着放置在支撑座8之上的卷纸进行转动以进行自动化的包覆保护膜的作业,且在当进行使用时,可以同步的启动安装在侧板9前端的电机B10对导辊11进行转动驱动,并通过导辊11转动时与放置在支撑座8之上的卷纸的摩擦接触来实现带动着卷纸进行缓慢的转动操作,使得放置在支撑座8之上的卷纸可以实现更加全方位的自动化保护膜包覆作业,进而达到更加实用的目的。
使用时:在当瓦楞纸的卷纸需要进行包装入库时,可以通过外部的铲车等机械将成卷后的卷纸放置到固定连接在底座1前端的导料架2的前端进行放置即可;
而在当导料架2放置完成后,可以通过将安装在牵引绳30外侧的挂钩31与放置在导料架2前端的卷纸进行连接,并同步的启动安装在挡板27外侧的电机D28对收卷辊29进行转动驱动,并通过收卷辊29对牵引绳30的收卷来实现利用挂钩31来带动着位于地面上的卷纸自动化的经过固定连接在底座1前端的导料架2进行上料工作,而在当卷纸通过导料架2运动到底座1之上时,可以同步的移动到安装在座体5中的支撑座8之上,而在当卷纸运动到支撑座8之上时,可以通过利用设置在座体5中的称重组件7来对当前卷纸的重量进行计量,若在当称重组件7检测到当前卷纸的重量不达标时,则可以同步的启动安装在其内部的蜂鸣器进行快速的蜂鸣报警,若在当重量合适时,则可以同步的使得卷纸位于两处导辊11的内侧位置进行放置,进而达到更加方便于后续进行加工的目的;
然后再通过将套筒26套接到导柱25的外侧位置,并同步的将缠绕在套筒26外侧的包装膜的一端进行引出,并通过将引出的一端与放置在支撑座8之上的卷纸进行接触,此时再通过启动安装在底板13外侧的电动推杆A14来将推板15向着卷纸的一侧进行推动,并通过推板15将缠绕在卷纸外侧的保护膜进行接触压附,并同步的启动安装在底座1外侧的电机A3对斜齿轮A4进行转动驱动,并通过斜齿轮A4与安装在座体5底端斜齿轮B6的啮合传动来实现带动着放置在支撑座8之上的卷纸进行转动以进行自动化的包覆保护膜的作业,且在当进行使用时,可以同步的启动安装在侧板9前端的电机B10对导辊11进行转动驱动,并通过导辊11转动时与放置在支撑座8之上的卷纸的摩擦接触来实现带动着卷纸进行缓慢的转动操作,使得放置在支撑座8之上的卷纸可以实现更加全方位的自动化保护膜包覆作业,进而达到更加实用的目的;
且在当进行保护膜保护作业时,可以通过启动安装在托架20中的电动推杆B21来对托板23进行推动,并通过托板23外侧所固定连接的滑块24沿着托架20中所开设的纵向槽进行移动调整,并同步的对设置在托板23顶端的导柱25以及套筒26的高度进行调整,进而达到更加方便于保护膜进行包覆的目的,而在当保护膜包覆完成后,可以继续通过电机A3对斜齿轮A4的转动驱动,并通过斜齿轮A4与斜齿轮B6的啮合传动来实现带动着卷纸朝向导架17的一侧位置进行放置,并同步的启动电动推杆A14来将推板15继续向左侧进行推动,使得放置在支撑座8之上的卷纸自动化的推送到固定连接在底座1左侧的导架17之上,并同步的启动安装在导架17前端的电机C18对输送带19进行转动驱动,并通过输送带19来将卷纸自动化的输送入库作业,进而达到更加实用的目的。
- 一种产品自动化包装入库系统
- 一种具有检测包装箱漏封功能的成品入库输送系统