一种基于直写成型3D打印技术的三维锂电池制备方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明属于快速成型领域,具体涉及一种基于直写成型3D打印技术的三维锂电池制备方法。
背景技术
锂电池具有比能量高、无记忆效应、自放电率低和循环寿命长等优点,在消费电子和便携式设备领域应用广泛。如今,研究人员在电池设计、电解液以及添加剂、正负极材料制备工艺等方面进行了大量研究。随着微机电系统和电动交通工具的快速发展,对锂电池的性能提出了更高的要求,如何做到能量密度和功率密度兼得,即如何同时提高能量存储能力和效率是目前本领域急需解决的一大难题。随着研究的不断深入,国内外研究人员发现特殊结构的三维电池可以在保持现有二维电池高功率密度的前提下,沿其厚度方向存储锂离子。这样能够。
三维电池是将电池结构从二维薄膜变为三维结构,有效解决了能量密度和功率密度之间的矛盾。电池厚度的增加有效提高了电极材料的含量,继而提升电池容量,达到提高电池单位面积容量的目的。同时,相较于二维电池,特殊结构三维电池厚度的增加并不影响电池的功率密度。目前,用于制备三维电池的方法主要有:光刻法、硅微加工技术以及各种模板合成法。尽管这些技术取得了重要的研究进展,但是其成本高,无法大规模、批量化的制造,因而产业化受到了严重限制。
发明内容
本发明为了克服上述不足,提供了一种基于直写成型3D打印技术的三维锂电池制备方法。首先配制了电解质墨水以及正、负极墨水;利用直写成型技术,打印具有一定厚度的凝胶电解质块,再利用激光沿凝胶电解质块厚度方向进行打孔,得到预留电极贯穿孔,再将正、负极墨水依次灌注到上述的电极贯穿孔中,经过冷冻干燥、热处理、封装,最终得到三维锂电池。本发明具有制备方法工艺简单,方法新颖,精确可控的优点,所制备的电极材料含量高,在有效体积空间内提高了电极材料的能量密度,缩短了电极间离子运动距离,增强导电性,有效解决能量密度和功率密度之间的矛盾有效解决能量密度和功率密度之间的矛盾,提高了在高性能锂电池领域的应用潜力。
本发明采用如下技术方案来实现的:
一种基于直写成型3D打印技术的三维锂电池制备方法,包括以下步骤:
步骤一,在计算机上设计凝胶电解质块模型并转换成分层路径文件导入直写成型打印机;
步骤二,制备凝胶电解质墨水,并供给到直写成型机的注射器;
步骤三,螺杆工作,提供均匀压强,凝胶电解质墨水由注射器供给到直写成型打印机的打印头;
步骤四,打印头喷嘴处的凝胶电解质墨水在螺杆压力作用下从喷嘴出口被挤出;
步骤五,当进行凝胶电解质块打印工作时,程序控制二维运动平台,带动打印头在工作平台上按照当前层模型的截面数据运动,挤出细丝按照打印路径铺放,成型该截面;
步骤六,当完成凝胶电解质块当前一层的截面后,升降装置将带着工作平台一起下降一个分层厚度;
步骤七,重复步骤三至步骤六,直至凝胶电解质块打印完成;
步骤八,使用激光对打印所得凝胶电解质块进行打孔,得到电极预留贯穿孔;
步骤九,配制正、负极墨水;
步骤十,将正、负极墨水供给到两个不同的注射器中,然后分别依次灌注到打印完成凝胶电解质块的预留贯穿孔中,得到电池预制体;
步骤十一,通过真空冷冻干燥方法,去除电池预制体中的水分;
步骤十二,将冷冻干燥后的电池预制体放入试管炉,在氩气保护下进行热处理,实现电池电极、隔板的固化;
步骤十三,封装,完成三维锂电池的制备。
本发明进一步的改进在于,所述步骤二中,凝胶电解质墨水的制备方法如下:
第一步,选取1-10μm的氮化硼颗粒,提高墨水的剪切变稀能力;
第二步,将选取好的氮化硼颗粒与聚偏氟乙烯-六氟丙烯、二甲基甲酰胺、1,4二氧六环混合,配制成黏度合适的电解质墨水,其中氮化硼颗粒与聚偏氟乙烯-六氟丙烯,二甲基甲酰胺与1,4二氧六环按质量比(5-6):1:(1-1.5):1进行混合。
本发明进一步的改进在于,所述步骤三中,直写成型打印机打印头参数设置为0.4mm-0.8mm。
本发明进一步的改进在于,所述步骤四中,直写成型打印机挤出流量设置为20nL/s-80nL/s。
本发明进一步的改进在于,所述步骤五中,直写成型打印机平台的移动速度为500mm/min-650mm/min。
本发明进一步的改进在于,所述步骤八中,激光打孔的参数如下:
打孔孔径20-50μm,孔间距也为20-50μm。
本发明进一步的改进在于,所述步骤九中,正极墨水的制备方法如下:
将质量百分比为(30%-35%):(3%-7%):(2%-8%):(20%-35%):(25%-35%)的正极材料粉体、增稠剂、导电剂、去离子水和有机溶剂混合均匀,配制成正极墨水;根据电池性能所需,正极材料选用LiMn2O4、LiFePO4、LiCoO2、LiNiO2和LiCoMnO4中的一种;增稠剂选用聚乙烯醇或羧甲基纤维素钠中的一种;导电剂选用炭黑;有机溶剂选用1,4二氧六环。
本发明进一步的改进在于,所述步骤九中,负极墨水的制备方法如下:
将质量百分比为(30%-35%):(3%-7%):(2%-8%):(20%-35%):(25%-35%)的负极材料粉体、增稠剂、导电剂、去离子水和有机溶剂混合均匀,配制成负极墨水;
根据电池性能所需,负极材料选用Nb2O5、Li4Ti5O12中的一种;增稠剂选用聚乙烯醇或羧甲基纤维素钠中的一种;导电剂选用炭黑;有机溶剂选用1,4二氧六环。
本发明进一步的改进在于,所述步骤十一中,冷冻干燥工艺如下:
-50℃下冷冻干燥24h,使有机溶剂升华。
本发明进一步的改进在于,所述步骤十二中,热处理工艺如下:
第一步,5-15℃/min,升温到200-400℃,并通入氩气保温2-4h;
第二步,5-10℃/min,升温到600℃,保温0.5-1h;
第三步,快速抽氩气,保温结束。
本发明至少具有如下有益的技术效果:
按照上述配比制备工艺制得的凝胶电解质墨水和电极墨水具有良好的可塑性,具有优异的电化学性能和打印性能;凝胶电解质块中密集的电极孔增加了电极材料的含量,提高了电极材料的能量密度,缩短了电极间离子运动距离,有效提高了电池储能性能。同时结合了增材制造技术的特点,降低了制备过程中的物料成本和时间成本,并且可以在微尺度维度内对电极形状进行精细化控制,保证电极的电化学性能。
附图说明
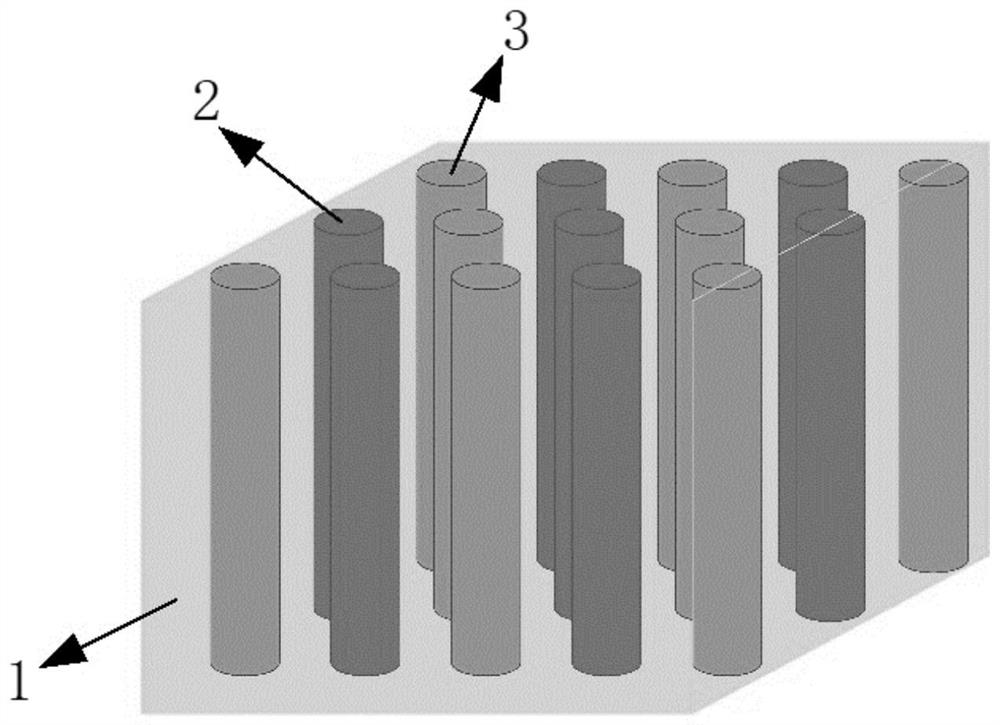
图1为三维锂电池的结构示意图。
具体实施方式
以下结合附图和实施例对本发明作出进一步的说明。
实施例1
制备锂电池正、负极墨水以及凝胶电解质墨水
正极墨水:按质量百分比为30:7:8:20:35分别称取LiMn2O4、羧甲基纤维素钠、炭黑、去离子水和1,4二氧六环,充分机械搅拌,配制成具有剪切变稀流变性的正极墨水;
负极墨水:按质量百分比为30:7:8:20:35分别称取Li4Ti5O12、羧甲基纤维素钠、炭黑、去离子水和1,4二氧六环,充分机械搅拌,配制成具有剪切变稀流变性的负极墨水;
凝胶电解质墨水:将10μm的氮化硼颗粒与聚偏氟乙烯-六氟丙烯、,二甲基甲酰胺与1,4二氧六环按质量比6:1:1.5:1进行混合,并充分机械搅拌配置成具有剪切变稀流变性的电解质墨水。
打印凝胶电解质块
在计算机上利用3D打印分层软件Simplify3D将3D模型转换成分层路径文件导入3D打印机。把电解质墨水供给到墨水注射器,选择打印头为6mm,打印机螺杆工作,将电解质墨水按80nL/s流速由墨水注射器供给到打印头,在压力持续作用下,墨水从打印头喷嘴出口挤出。打印头按照模型数据按照600mm/min运动,最后成型有贯穿孔的电解质隔板。
孔隙的激光成型
沿凝胶电解质块厚度方向打孔,孔径为50μm,孔间距为50μm。
灌注电极
把正负极墨水分别供给到墨水注射器1、2,注射器1、2分别运动,在压力的依次作用下,分别将正、负极墨水依次交替灌注到凝胶电解质块预留贯穿孔中,得到电池预制体。
冷冻干燥
将电池预制体在-50℃下冷冻干燥24h,使有机溶剂升华,并去除水分。
热处理
将干燥后的电池放入真空烧结炉,以15℃/min升温到400℃,通入氩气保温4h;再以10℃/min,升温到600℃,保温1h,然后快速抽氩气,保温结束,封装后获得三维锂电池,如图1所示,其中1为凝胶电解质块,2为正极,3为负极。
实施例2
制备锂电池正、负极墨水以及凝胶电解质墨水
正极墨水:按质量百分比为35:3:2:35:25分别称取LiCoMnO4、聚乙烯醇、炭黑、去离子水和1,4二氧六环,充分机械搅拌,配制成具有剪切变稀流变性的正极墨水;
负极墨水:按质量百分比为35:3:2:35:25分别称取Nb2O5、聚乙烯醇、炭黑、去离子水和1,4二氧六环,充分机械搅拌,配制成具有剪切变稀流变性的负极墨水;
凝胶电解质墨水:将10μm的氮化硼颗粒与聚偏氟乙烯-六氟丙烯、,二甲基甲酰胺与1,4二氧六环按质量比5:1:1:1进行混合,配置成具有剪切变稀流变性的电解质墨水。
打印凝胶电解质块
在计算机上利用3D打印分层软件Simplify3D将3D模型转换成分层路径文件导入3D打印机。把电解质墨水供给到墨水注射器,选择打印头为6mm,打印机螺杆工作,将电解质墨水按80nL/s流速由墨水注射器供给到打印头,在压力持续作用下,墨水从打印头喷嘴出口挤出。打印头按照模型数据按照600mm/min运动,最后成型有贯穿孔的电解质隔板。
孔隙的激光成型
沿凝胶电解质块厚度方向打孔,孔径为20μm,孔间距为20μm。
灌注电极
把正负极墨水分别供给到墨水注射器1、2,注射器1、2分别运动,在压力的依次作用下,分别将正、负极墨水依次交替灌注到凝胶电解质块预留贯穿孔中,得到电池预制体。
冷冻干燥
将电池预制体在-50℃下冷冻干燥24h,使有机溶剂升华,并去除水分。
热处理
将干燥后的电池放入真空烧结炉,以5℃/min升温到200℃,通入氩气保温2h;再以5℃/min,升温到600℃,保温0.5h,然后快速抽氩气,保温结束,封装后获得三维锂电池。
- 一种基于直写成型3D打印技术的三维锂电池制备方法
- 一种基于直写成型3D打印技术的三维锂电池制备方法